第五章精梳 第一节精梳工序的任务 一、精梳工序的任务 棉纺系统纱线的生产有两种工艺流程:普梳系统和精梳系统。对于质量要求较高的纺织品,如 高档汗衫、细特府绸、特种工业用的轮胎帘子线、高速缝纫机线,其纱或线都是经过精梳工序纺成 的。精梳纱与同特数梳棉纱相比,强力高10%~15%,棉结杂质少50%~60%,条干均匀度有显著的提 高,具有光泽好、条干匀、结杂少、强力高等优良的机械物理性能和外观特性。 精梳工序的任务: 1、排除短纤维,以提高纤维的平均长度及整齐度。生条中的短绒含量约占12%-14,精梳工序 的落棉率为13%-16%,约可排除生条短绒40%-50%,从而提高纤维的长度整齐度,改善成纱条干,减 少纱线毛羽,提高成纱质量。 2、排除条子中的杂质和棉结,提高成纱的外观质量。精梳工序可排除生条中的杂质约为50% 60%,棉结约为10%一20%。 3、使条子中纤维伸直、平行和分离。梳棉生条中的纤维伸直度仅为50%左右,精梳工序可把纤 维伸直度提高到85%一95%。有利于提高纱线的条干、强力和光泽。 4、并合、混和与成条。例如,梳棉生条中的重量不匀率为2%-4%左右(生条5米的重量不匀率), 而精梳制成的棉条重量不匀率约为0.5%-2%。 精梳工序是由精梳准备机械和精梳机组成,精梳准备机械提供质量好的精梳小卷供精梳机加 工。 二、精梳过程的特点和应用 精梳过程的特点:精梳时棉层是在握持状态下梳理一端,继而握持已梳理过的一端,而梳理另 端,使棉层中的短绒、棉结、杂质得到比较彻底的排除,纤维的伸直平行度、分离度有显著的提 高。 经过精梳加工,精梳条中仍含有短纤维约8%左右,精梳加工本身也会产生部分短绒,而精梳 落棉中也含有可纺纤维:同时,精梳工序要增加机台、用人,加工成本也随之增加。因此,精梳工 序的选用,要综合考虑技术经济效果。精梳工序一般用于纺7.3tx(80s)以下的超细特纱和强力 大、光泽好的19.4-9.7tex(30s-60s)的细特针织用纱以及具有特种要求的轮胎帘子线、缝纫线、 牛仔织物用纱线。 三、精梳机的发展 1、1958年上海国棉二厂参照国外精梳机,设计制造了我国第一台精梳机,命名为红旗牌精梳 机。 2、20世纪60年代初期,研制了A201型及A201A型精梳机,车速为116钳次/分。之后将A201B、 A201C型精梳机,车速为145钳次/分。 3、20世纪70年代末,通过对引进设备的消化吸收,于80年代初研制开发了下251型精梳机
第五章 精 梳 第一节 精梳工序的任务 一、精梳工序的任务 棉纺系统纱线的生产有两种工艺流程:普梳系统和精梳系统。对于质量要求较高的纺织品,如 高档汗衫、细特府绸、特种工业用的轮胎帘子线、高速缝纫机线,其纱或线都是经过精梳工序纺成 的。精梳纱与同特数梳棉纱相比,强力高 10%~15%,棉结杂质少 50%~60%,条干均匀度有显著的提 高,具有光泽好、条干匀、结杂少、强力高等优良的机械物理性能和外观特性。 精梳工序的任务: 1、排除短纤维,以提高纤维的平均长度及整齐度。生条中的短绒含量约占 12%-14%,精梳工序 的落棉率为 13%-16%,约可排除生条短绒 40%-50%,从而提高纤维的长度整齐度,改善成纱条干,减 少纱线毛羽,提高成纱质量。 2、排除条子中的杂质和棉结,提高成纱的外观质量。精梳工序可排除生条中的杂质约为 50%- 60%,棉结约为 10%-20%。 3、使条子中纤维伸直、平行和分离。梳棉生条中的纤维伸直度仅为 50%左右,精梳工序可把纤 维伸直度提高到 85%-95%。有利于提高纱线的条干、强力和光泽。 4、并合、混和与成条。例如,梳棉生条中的重量不匀率为 2%-4%左右(生条 5 米的重量不匀率), 而精梳制成的棉条重量不匀率约为 0.5%-2%。 精梳工序是由精梳准备机械和精梳机组成,精梳准备机械提供质量好的精梳小卷供精梳机加 工。 二、精梳过程的特点和应用 精梳过程的特点:精梳时棉层是在握持状态下梳理一端,继而握持已梳理过的一端,而梳理另 一端,使棉层中的短绒、棉结、杂质得到比较彻底的排除,纤维的伸直平行度、分离度有显著的提 高。 经过精梳加工,精梳条中仍含有短纤维约 8%左右,精梳加工本身也会产生部分短绒,而精梳 落棉中也含有可纺纤维;同时,精梳工序要增加机台、用人,加工成本也随之增加。因此,精梳工 序的选用,要综合考虑技术经济效果。精梳工序一般用于纺 7.3tex(80s)以下的超细特纱和强力 大、光泽好的 19.4-9.7tex(30s-60s)的细特针织用纱以及具有特种要求的轮胎帘子线、缝纫线、 牛仔织物用纱线。 三、精梳机的发展 1、1958 年上海国棉二厂参照国外精梳机,设计制造了我国第一台精梳机,命名为红旗牌精梳 机。 2、20 世纪 60 年代初期,研制了 A201 型及 A201A 型精梳机,车速为 116 钳次/分。之后将 A201B、 A201C 型精梳机,车速为 145 钳次/分。 3、20 世纪 70 年代末,通过对引进设备的消化吸收,于 80 年代初研制开发了 FA251 型精梳机
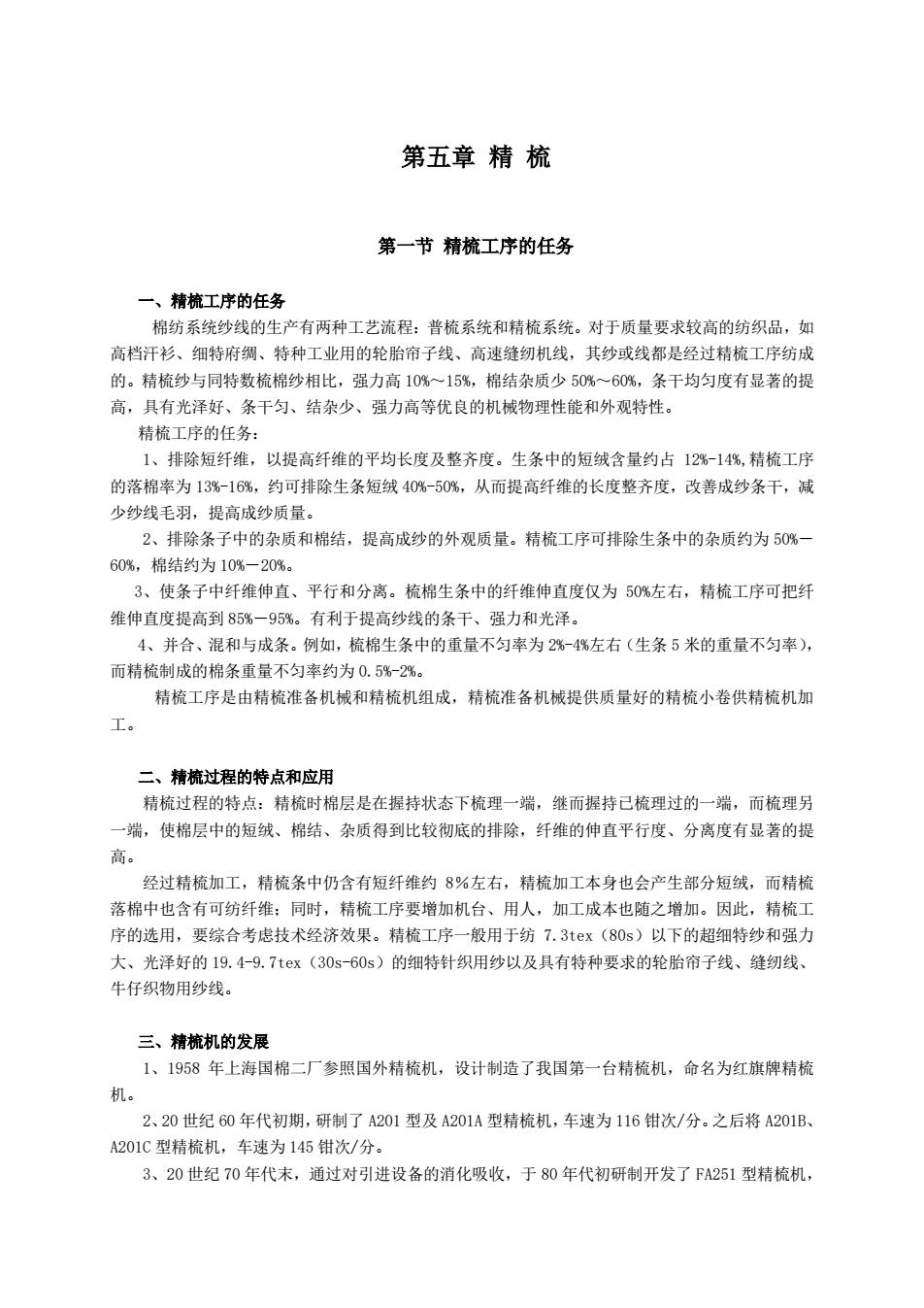
车速为180钳次/分。 4、1991年到1993年相继开发了FA261型、SXFA252型精梳机,车速为300绀次/分。到了1998 年以后以相继开发了PX、FA266、F1268、SXF1269型精梳机,精梳机的速度提高到350钳次/分。 5、到2002年我国开发了SXF1269A、F1268A、FA269型精梳机,最高车速达到了400钳次/分。 6、国外结梳机的发展右100多年的历史。代表国际先讲水平的有:瑞十立达公司的E7/5、E7/6 和E70R:德国清泽公司的VC-300:日本丰田公司的C100等。 第二节精梳准备 一、精梳准备工序的任务 梳棉棉条中,纤维排列混乱、伸直度差,大部分纤维呈弯钩状态,如直接用这种棉条在精梳机 上加工,梳理过程中就可能形成大量的落棉,并造成大量的纤维损伤:同时,锡林的梳理阻力大, 易损伤梳针,还会产生新的棉结。为了适应精梳机工作的要求,提高精梳机的产质量和节约用棉, 梳棉棉条在喂入精梳机前应经过准备工序,预先制成适应于精梳机加工的、质量优良的小卷。 (一)精梳准备工序的任务 1、提高小卷中纤维的伸直度、平行度与分离度。以减少精梳时纤维损伤和梳针折断,减少落棉 中长纤维的含量,有利于节约用棉, 2、制成均匀的小卷。制成容量大、定量正确、卷绕紧密、边缘整齐、层次清晰的小卷,供精梳 机加工。 (二)对小卷的质量要求 1、小卷的纵向结构要均匀,特别是内外层重量稳定,以保证精梳条的重量不匀率: 2、小卷的横向结构均匀,以使棉层能在均匀可靠地握持状态下梳理: 3、小卷的成形良好、卷装容量大、不粘卷。 二、精梳准备机械和工艺 (一)精梳准备机械 为了提高棉条中纤维的伸直、平行度和分离度,需要在精梳准备工序中对纤维进行一定程度的 牵伸,实现牵伸可用并条机也可用并卷机来实现:为了制成有一定宽度的小卷,要将数根棉条并行 排列在一起,可用条卷机来实现。 精梳准备机械有预并条机、 条卷机、并卷机和条并卷联合机四种。可按需要选用其中两种机械 组成精梳准备工艺流程。 1、条卷机:下331型条卷机的工艺过程如图所示,棉条从机后导条台两侧导条架下的20-24个 棉条筒中引出,经导条辊和压紧辊的引导,绕过导条凸钉转向90度后在V型导条板上平行排列,然 后由导条罗拉引入牵伸装置,经牵伸罗拉牵伸后的棉层由紧压辊压紧后,由棉卷罗拉卷绕在筒管上 制成条卷。筒管由棉卷罗拉的表明摩擦传动,两侧由夹盘夹紧并对小卷加压以增大卷绕密度。满卷 后,由落卷机构将小卷落下,换上空筒管后继续生产。 FA331型条卷机的暇入部分采用高架与低架平台相结合的方式,使挡车工操作方便,同时也可直 接用平台喂入,最大根数为24根。牵伸机构采用简单的二上二下单区牵伸, 条卷机生产的精梳小卷宽度、产量等因素不同,条卷机与精梳机必须配套使用。例如,F251B 型桔梳机配套FA331型条卷机:FA334型条卷机和FA261型精梳机配套
车速为 180 钳次/分。 4、1991 年到 1993 年相继开发了 FA261 型、SXFA252 型精梳机,车速为 300 钳次/分。到了 1998 年以后以相继开发了 PX2、FA266、F1268、SXF1269 型精梳机,精梳机的速度提高到 350 钳次/分。 5、到 2002 年我国开发了 SXF1269A、F1268A、FA269 型精梳机,最高车速达到了 400 钳次/分。 6、国外精梳机的发展有 100 多年的历史。代表国际先进水平的有:瑞士立达公司的 E7/5、E7/6 和 E70R;德国清泽公司的 VC-300;日本丰田公司的 CM100 等。 第二节 精梳准备 一、精梳准备工序的任务 梳棉棉条中,纤维排列混乱、伸直度差,大部分纤维呈弯钩状态,如直接用这种棉条在精梳机 上加工,梳理过程中就可能形成大量的落棉,并造成大量的纤维损伤;同时,锡林的梳理阻力大, 易损伤梳针,还会产生新的棉结。为了适应精梳机工作的要求,提高精梳机的产质量和节约用棉, 梳棉棉条在喂入精梳机前应经过准备工序,预先制成适应于精梳机加工的、质量优良的小卷。 (一)精梳准备工序的任务 1、提高小卷中纤维的伸直度、平行度与分离度。以减少精梳时纤维损伤和梳针折断,减少落棉 中长纤维的含量,有利于节约用棉。 2、制成均匀的小卷。制成容量大、定量正确、卷绕紧密、边缘整齐、层次清晰的小卷,供精梳 机加工。 (二)对小卷的质量要求 1、小卷的纵向结构要均匀,特别是内外层重量稳定,以保证精梳条的重量不匀率; 2、小卷的横向结构均匀,以使棉层能在均匀可靠地握持状态下梳理; 3、小卷的成形良好、卷装容量大、不粘卷。 二、精梳准备机械和工艺 (一)精梳准备机械 为了提高棉条中纤维的伸直、平行度和分离度,需要在精梳准备工序中对纤维进行一定程度的 牵伸,实现牵伸可用并条机也可用并卷机来实现;为了制成有一定宽度的小卷,要将数根棉条并行 排列在一起,可用条卷机来实现。 精梳准备机械有预并条机、条卷机、并卷机和条并卷联合机四种。可按需要选用其中两种机械, 组成精梳准备工艺流程。 1、条卷机:FA331 型条卷机的工艺过程如图所示,棉条从机后导条台两侧导条架下的 20-24 个 棉条筒中引出,经导条辊和压紧辊的引导,绕过导条凸钉转向 90 度后在 V 型导条板上平行排列,然 后由导条罗拉引入牵伸装置,经牵伸罗拉牵伸后的棉层由紧压辊压紧后,由棉卷罗拉卷绕在筒管上 制成条卷。筒管由棉卷罗拉的表明摩擦传动,两侧由夹盘夹紧并对小卷加压以增大卷绕密度。满卷 后,由落卷机构将小卷落下,换上空筒管后继续生产。 FA331 型条卷机的喂入部分采用高架与低架平台相结合的方式,使挡车工操作方便,同时也可直 接用平台喂入,最大根数为 24 根。牵伸机构采用简单的二上二下单区牵伸。 条卷机生产的精梳小卷宽度、产量等因素不同,条卷机与精梳机必须配套使用。例如,FA251B 型精梳机配套 FA331 型条卷机;FA334 型条卷机和 FA261 型精梳机配套
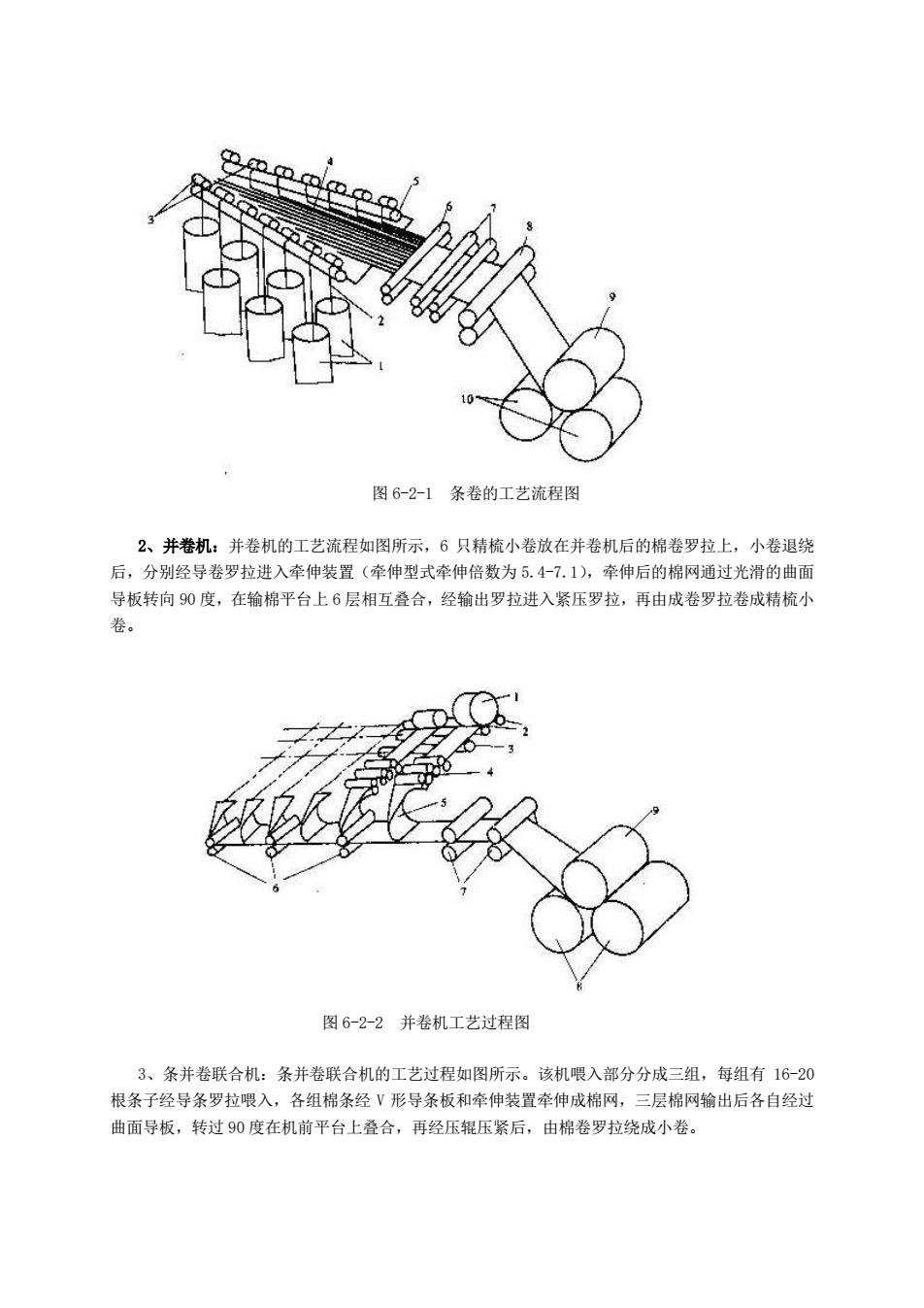
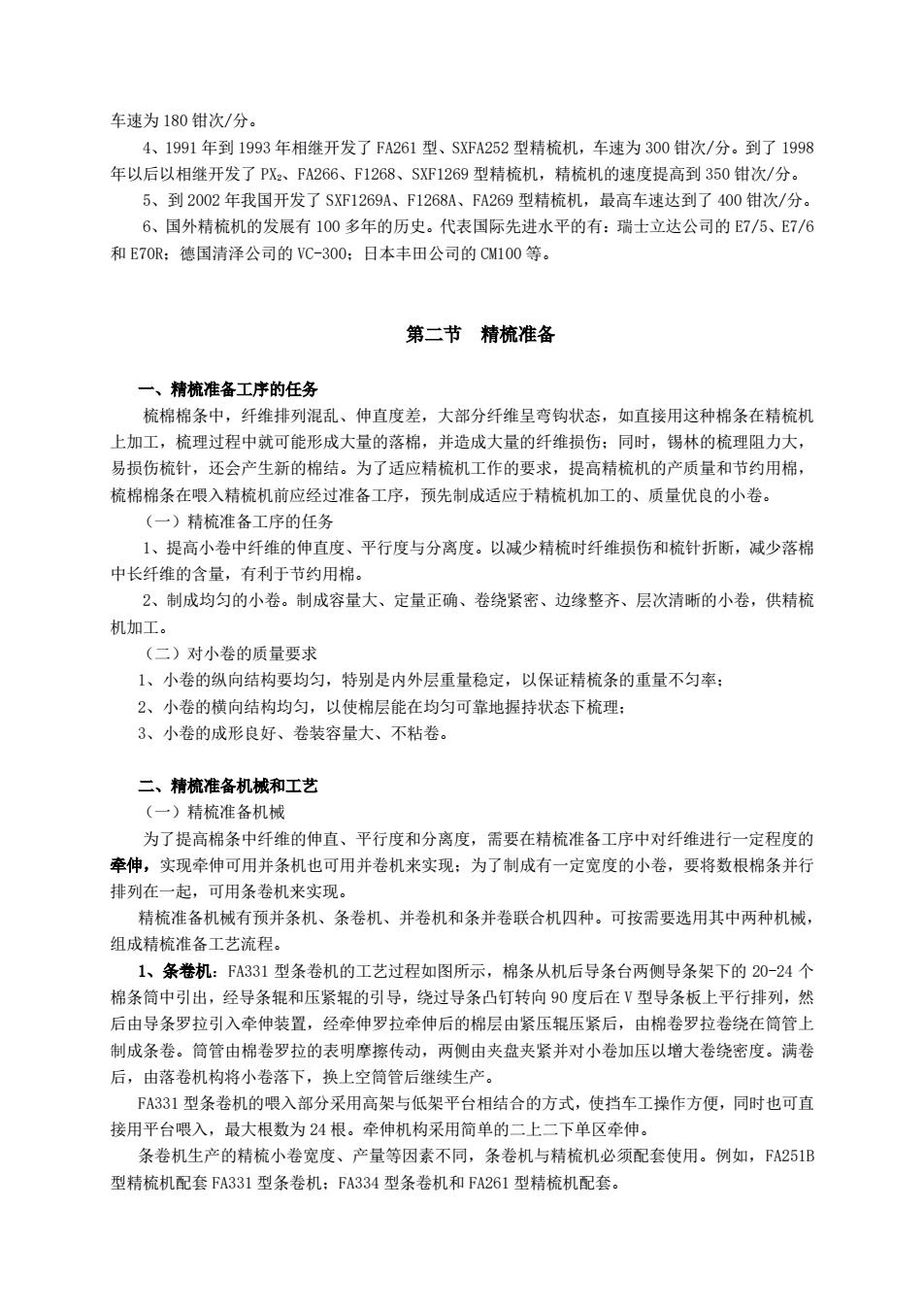
图6-2-1条卷的工艺流程图 2、并卷机:并卷机的工艺流程如图所示,6只精梳小卷放在并卷机后的棉卷罗拉上,小卷退绕 后,分别经导卷罗拉进入牵伸装置(牵伸型式牵伸倍数为5.47.1),牵伸后的棉网通过光滑的曲面 导板转向90度,在输棉平台上6层相互叠合,经输出罗拉进入紧压罗拉,再由成卷罗拉卷成精梳小 卷。 图6-2-2并卷机工艺过程图 3、条并卷联合机:条并卷联合机的工艺过程如图所示。该机喂入部分分成三组,每组有16-20 根条子经导条罗拉喂入,各组棉条经V形导条板和牵伸装置牵伸成棉网,三层棉网输出后各自经过 曲面导板,转过90度在机前平台上叠合,再经压辊压紧后,由棉卷罗拉绕成小卷
图 6-2-1 条卷的工艺流程图 2、并卷机:并卷机的工艺流程如图所示,6 只精梳小卷放在并卷机后的棉卷罗拉上,小卷退绕 后,分别经导卷罗拉进入牵伸装置(牵伸型式牵伸倍数为 5.4-7.1),牵伸后的棉网通过光滑的曲面 导板转向 90 度,在输棉平台上 6 层相互叠合,经输出罗拉进入紧压罗拉,再由成卷罗拉卷成精梳小 卷。 图 6-2-2 并卷机工艺过程图 3、条并卷联合机:条并卷联合机的工艺过程如图所示。该机喂入部分分成三组,每组有 16-20 根条子经导条罗拉喂入,各组棉条经 V 形导条板和牵伸装置牵伸成棉网,三层棉网输出后各自经过 曲面导板,转过 90 度在机前平台上叠合,再经压辊压紧后,由棉卷罗拉绕成小卷
图62-3条并卷联合机工艺流程图 (二)精梳准备工艺流稻 精梳准备的工艺流程一般有三种: (1)并条一条卷(条卷工艺) (2)条卷·并卷(并卷工艺) (3)并条·条并卷(条并卷工艺) (三)工艺流程比较和偶数法则 1、三种精梳准备工艺流程的比较 (1)并条一条卷 总并合数为:(6-8)×(20-24)=120-192 B总:(6-8)×(1.1-1.4)=6.6×11.2 条卷工艺制成的小卷层次较清晰,不粘卷,但小卷横向有条痕,精梳锡林梳理时钳板横向握持 不匀,长纤维被梳除进入落棉的机会多:预并条机和后并条工序的并条机相同,只须增加一种条卷 机,故机型较少,结构简单,便于管理和维修。国外已经不再采用。 (2)条卷一并卷:小卷成形良好,层次清晰,且横向均匀度好,有利于钳板的握持,但落棉少 但由于是六层棉网的并合,小卷在精梳机上退绕时较易粘连发毛,须加强车间运转管理和温湿度控 制。产量低,一套只能供应5-6台精梳机 (3)并条一条并卷:小卷横向均匀,牵伸大,纤维伸直好。目前国外多数厂均采用这种工艺。 它前面配的是较高倍数牵伸的并条机,后面是低倍牵伸的条并卷联合机,用2-3组棉条喂入成卷, 兼有条卷与并卷机的功能,这一工艺特点是牵伸倍数由大到小,条子并合次数多,纤维混和充分, 伸直平行度好,但其小卷横向均匀度不如并卷工艺,适用与较高档次与高档次精梳产品:同时该机 产量高,一套可供应6-8台新型精梳机,但占地面积比条卷一并卷工艺要大。 2、精梳准备工序的偶数法则 精梳机的梳理特点是上、下钳板挥特棉从的尾端,锡林梳理前端。因此当喂入精梳机的棉层内 的纤维呈前弯钩状态时,易于被锡林梳直:而纤维呈后弯钩状态时,无法被锡林梳直,在被顶梳梳
图 6-2-3 条并卷联合机工艺流程图 (二)精梳准备工艺流程 精梳准备的工艺流程一般有三种: (1)并条→条卷(条卷工艺) (2)条卷→并卷(并卷工艺) (3)并条→条并卷(条并卷工艺) (三)工艺流程比较和偶数法则 1、三种精梳准备工艺流程的比较 (1)并条→条卷 总并合数为:(6-8)×(20-24)=120-192 E 总:(6-8)×(1.1-1.4)= 6.6×11.2 条卷工艺制成的小卷层次较清晰,不粘卷,但小卷横向有条痕,精梳锡林梳理时钳板横向握持 不匀,长纤维被梳除进入落棉的机会多;预并条机和后并条工序的并条机相同,只须增加一种条卷 机,故机型较少,结构简单,便于管理和维修。国外已经不再采用。 (2)条卷→并卷:小卷成形良好,层次清晰,且横向均匀度好,有利于钳板的握持,但落棉少; 但由于是六层棉网的并合,小卷在精梳机上退绕时较易粘连发毛,须加强车间运转管理和温湿度控 制。产量低,一套只能供应 5-6 台精梳机。 (3)并条→条并卷:小卷横向均匀,牵伸大,纤维伸直好。目前国外多数厂均采用这种工艺。 它前面配的是较高倍数牵伸的并条机,后面是低倍牵伸的条并卷联合机,用 2-3 组棉条喂入成卷, 兼有条卷与并卷机的功能,这一工艺特点是牵伸倍数由大到小,条子并合次数多,纤维混和充分, 伸直平行度好,但其小卷横向均匀度不如并卷工艺,适用与较高档次与高档次精梳产品;同时该机 产量高,一套可供应 6-8 台新型精梳机,但占地面积比条卷—并卷工艺要大。 2、精梳准备工序的偶数法则 精梳机的梳理特点是上、下钳板握持棉丛的尾端,锡林梳理前端。因此当喂入精梳机的棉层内 的纤维呈前弯钩状态时,易于被锡林梳直;而纤维呈后弯钩状态时,无法被锡林梳直,在被顶梳梳
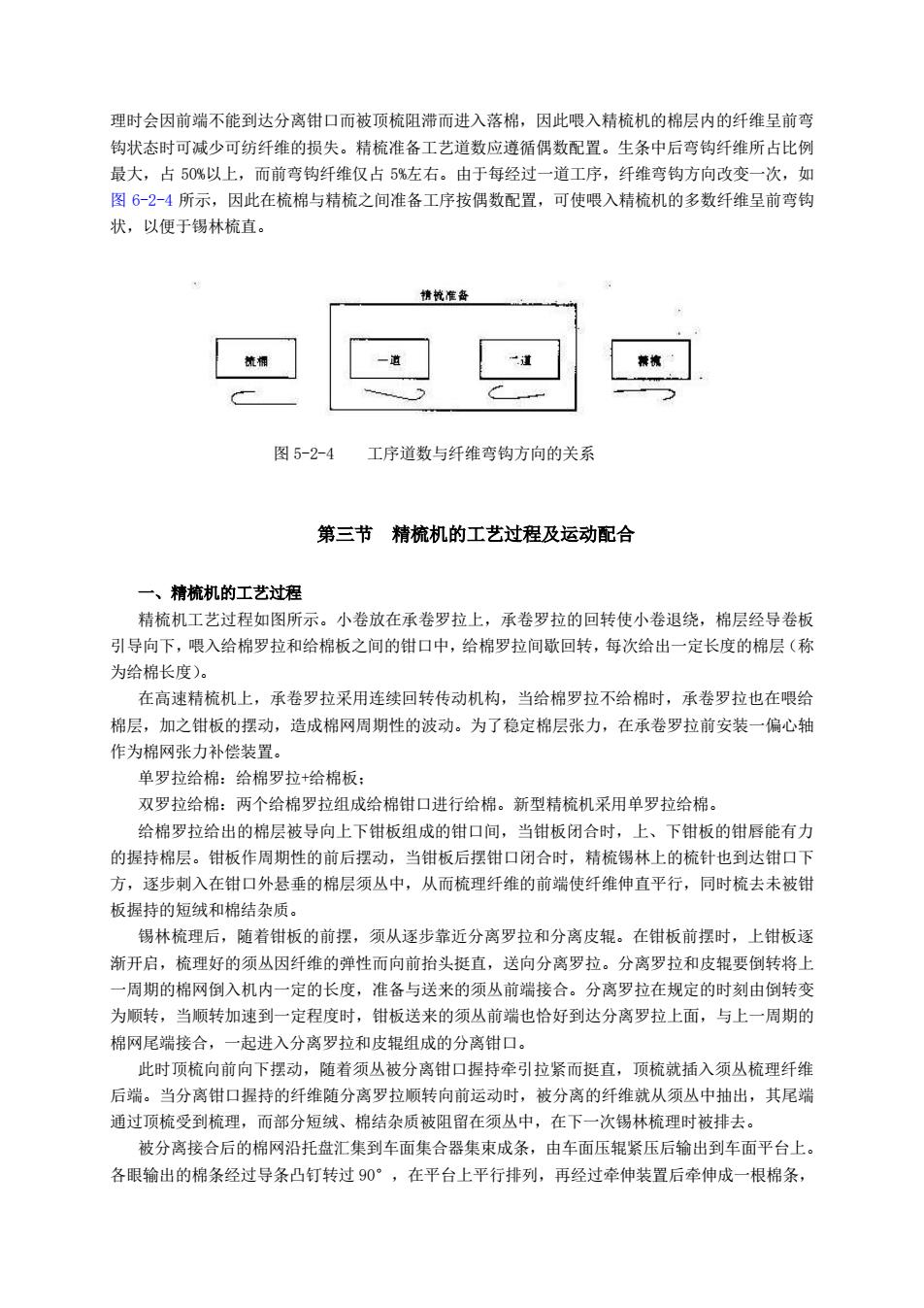
理时会因前端不能到达分离钳口而被顶梳阻滞而进入落棉,因此喂入精梳机的棉层内的纤维呈前弯 物状态时可减少可纺纤维的损失。结梳准各工艺首数应遵循偶数配留。生条中后弯钩纤维所占比例 最大,占50%以上,而前弯钩纤维仅占%左右。由于每经过一道工序,纤维弯钩方向改变一次,如 图62-4所示,因此在梳棉与精梳之间准备工序按偶数配置,可使喂入精梳机的多数纤维呈前弯钩 状,以便于锡林梳直。 图5-2-4 工序道数与纤维弯钩方向的关系 第三节精梳机的工艺过程及运动配合 一、精梳机的工艺过程 精梳机工艺过程如图所示。小卷放在承卷罗拉上,承卷罗拉的回转使小卷退绕,棉层经导卷板 引导向下,喂入给棉罗拉和给棉板之间的钳口中,给棉罗拉间歇回转,每次给出一定长度的棉层(称 为给棉长度) 在高速精梳机上,承卷罗拉采用连续回转传动机构,当给棉罗拉不给棉时,承卷罗拉也在喂给 棉层,加之钳板的摆动,造成棉网周期性的波动。为了稳定棉层张力,在承卷罗拉前安装一偏心轴 作为棉网张力补偿装置。 单罗拉给棉:给棉罗拉+给棉板: 双罗拉给棉:两个给棉罗拉组成给棉钳口进行给棉。新型精梳机采用单罗拉给棉 给棉罗拉给出的棉层被导向上下钳板组成的钳口间,当钳板闭合时,上、下钳板的钳唇能有力 的握持棉层。钳板作周期性的前后摆动,当钳板后摆钳口闭合时,精梳锡林上的梳针也到达钳口下 方,逐步刺入在钳口外悬垂的棉层须丛中,从而梳理纤维的前端使纤维伸直平行,同时梳去未被 板握持的短绒和棉结杂质。 锡林梳理后,随着钳板的前摆,须从逐步靠近分离罗拉和分离皮辊。在钳板前摆时,上钳板逐 渐开启,梳理好的须丛因纤维的弹性而向前抬头挺直,送向分离罗拉。分离罗拉和皮辊婴倒转将上 一周期的棉网倒入机内一定的长度,准备与送来的须丛前端接合。分离罗拉在规定的时刻由倒转变 为顺转,当顺转加速到一定程度时,钳板送来的须丛前端也恰好到达分离罗拉上面 ,与上一周期的 棉网尾端接合,一起进入分离罗拉和皮辊组成的分离钳口。 此时顶梳向前向下摆动,随若须丛被分离钳口握持牵引拉紧而挺直,顶梳就插入须丛梳理纤维 后端。当分离钳口握持的纤维随分离罗拉顺转向前运动时,被分离的纤维就从须丛中抽出,其尾端 通过顶梳受到梳理,而部分短绒、棉结杂质被阻留在须丛中,在下一次锡林梳理时被排去。 被分离接合后的棉网沿托盘汇集到车面集合器集束成条,由车面压辊紧压后输出到车面平台上 各眼输出的棉条经过导条凸钉转过90°,在平台上平行排列,再经过牵伸装置后牵伸成一根棉条
理时会因前端不能到达分离钳口而被顶梳阻滞而进入落棉,因此喂入精梳机的棉层内的纤维呈前弯 钩状态时可减少可纺纤维的损失。精梳准备工艺道数应遵循偶数配置。生条中后弯钩纤维所占比例 最大,占 50%以上,而前弯钩纤维仅占 5%左右。由于每经过一道工序,纤维弯钩方向改变一次,如 图 6-2-4 所示,因此在梳棉与精梳之间准备工序按偶数配置,可使喂入精梳机的多数纤维呈前弯钩 状,以便于锡林梳直。 图 5-2-4 工序道数与纤维弯钩方向的关系 第三节 精梳机的工艺过程及运动配合 一、精梳机的工艺过程 精梳机工艺过程如图所示。小卷放在承卷罗拉上,承卷罗拉的回转使小卷退绕,棉层经导卷板 引导向下,喂入给棉罗拉和给棉板之间的钳口中,给棉罗拉间歇回转,每次给出一定长度的棉层(称 为给棉长度)。 在高速精梳机上,承卷罗拉采用连续回转传动机构,当给棉罗拉不给棉时,承卷罗拉也在喂给 棉层,加之钳板的摆动,造成棉网周期性的波动。为了稳定棉层张力,在承卷罗拉前安装一偏心轴 作为棉网张力补偿装置。 单罗拉给棉:给棉罗拉+给棉板; 双罗拉给棉:两个给棉罗拉组成给棉钳口进行给棉。新型精梳机采用单罗拉给棉。 给棉罗拉给出的棉层被导向上下钳板组成的钳口间,当钳板闭合时,上、下钳板的钳唇能有力 的握持棉层。钳板作周期性的前后摆动,当钳板后摆钳口闭合时,精梳锡林上的梳针也到达钳口下 方,逐步刺入在钳口外悬垂的棉层须丛中,从而梳理纤维的前端使纤维伸直平行,同时梳去未被钳 板握持的短绒和棉结杂质。 锡林梳理后,随着钳板的前摆,须从逐步靠近分离罗拉和分离皮辊。在钳板前摆时,上钳板逐 渐开启,梳理好的须丛因纤维的弹性而向前抬头挺直,送向分离罗拉。分离罗拉和皮辊要倒转将上 一周期的棉网倒入机内一定的长度,准备与送来的须丛前端接合。分离罗拉在规定的时刻由倒转变 为顺转,当顺转加速到一定程度时,钳板送来的须丛前端也恰好到达分离罗拉上面,与上一周期的 棉网尾端接合,一起进入分离罗拉和皮辊组成的分离钳口。 此时顶梳向前向下摆动,随着须丛被分离钳口握持牵引拉紧而挺直,顶梳就插入须丛梳理纤维 后端。当分离钳口握持的纤维随分离罗拉顺转向前运动时,被分离的纤维就从须丛中抽出,其尾端 通过顶梳受到梳理,而部分短绒、棉结杂质被阻留在须丛中,在下一次锡林梳理时被排去。 被分离接合后的棉网沿托盘汇集到车面集合器集束成条,由车面压辊紧压后输出到车面平台上。 各眼输出的棉条经过导条凸钉转过 90°,在平台上平行排列,再经过牵伸装置后牵伸成一根棉条