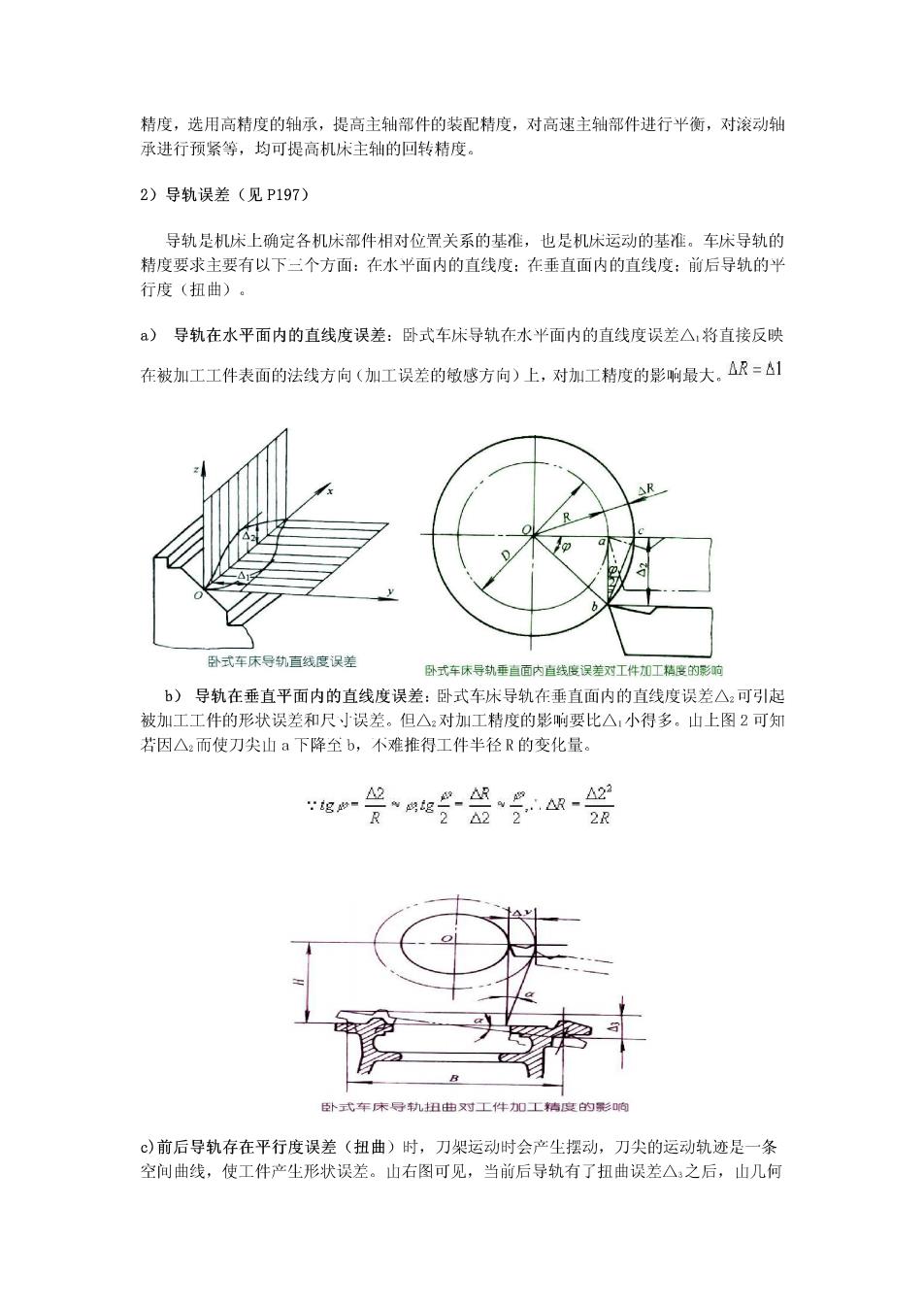
精度,选用高精度的轴承,提高主轴部件的装配精度,对高速主轴部件进行平衡,对滚动轴 承进行预紧等,均可提高机床主轴的回转精度。 2)导轨误差(见P197) 导轨是机床上确定各机床部件相对位胃关系的基准,也是机床运动的基准。车床导轨的 精度要求主要有以下三个方面:在水平面内的直线度:在垂直面内的直线度:前后导轨的平 行度(扭曲)。 a)导轨在水平面内的直线度误差:卧式车床导轨在水平面内的直线度误差△,将直接反映 在被加工工件表面的法线方向(加工误差的敏感方向)上,对加工精度的影啊最大。△R=△1 R 0 卧式车床导轨,直线度误差 卧式车床导轨垂直面内直线度误差对工件加工精度的影响 b)导轨在垂直平面内的直线度误差:卧式车床导轨在垂直面内的直线度误差△2可引起 被加工工件的形状误差和尺误差。但△:对加工精度的影响要比△,小得多。山上图2可知 若因△2而使刀尖山a下降全b,不难推得工件半径R的变化量。 42 g脚= g-品24-422 R 2△2 2R 卧式车末导轨扭曲又树工件力加工精度的影胸 c)前后导轨存在平行度误差(扭曲)时,刀架运动时会产生摆动,刀尖的运动轨迹是一条 空间曲线,使工件产生形状误差。山右图可见,当前后导轨有了扭曲误差△:之后,山几何
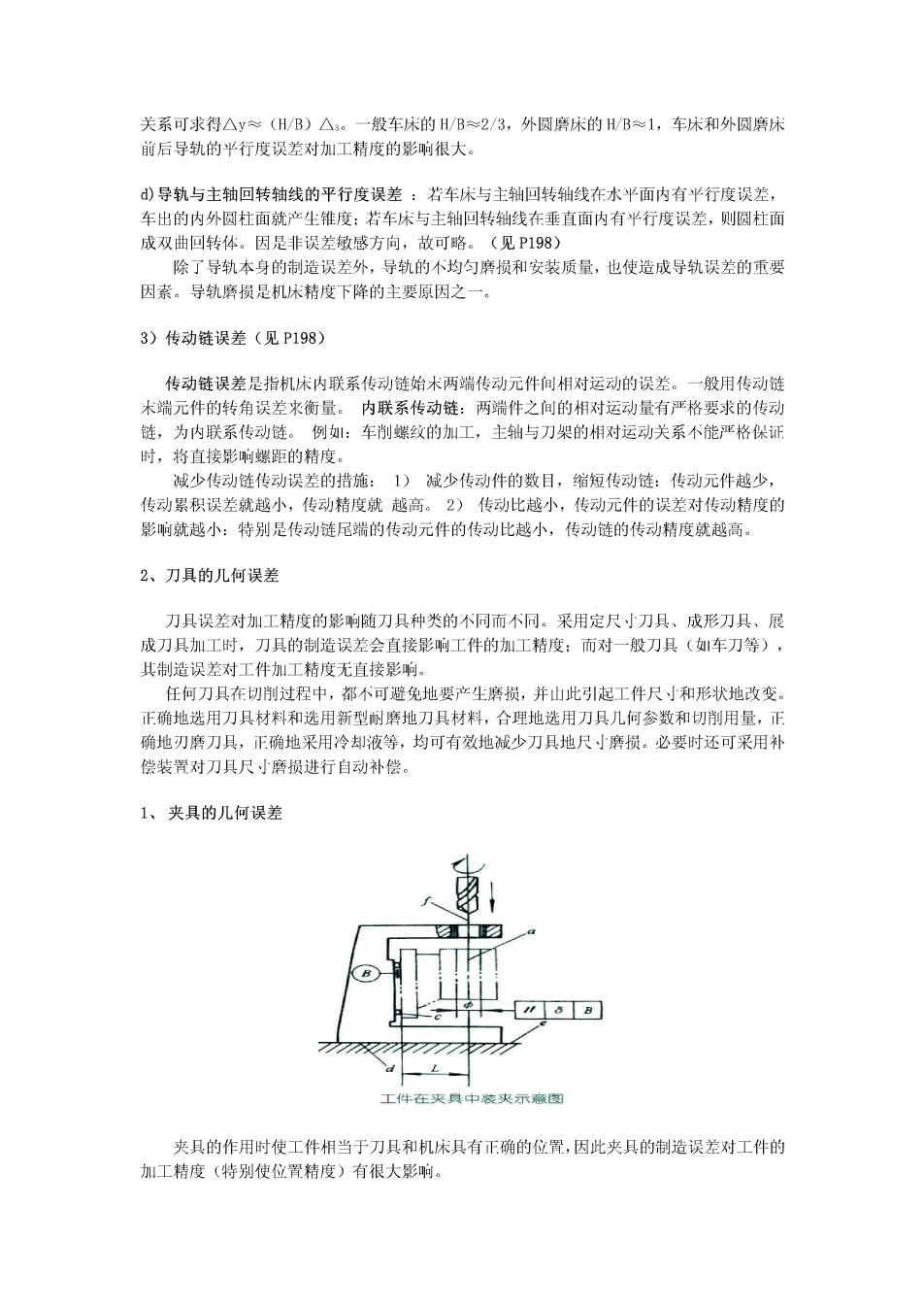
关系可求得△y≈(H/B)△3。一般车床的H/B≈2/3,外圆磨床的H/B≈1,车床和外圆磨床 前后导轨的平行度误差对加工精度的影响很大。 )导轨与主轴回转轴线的平行度误差:若车床与主轴回转轴线在水平面内有平行度误差, 车出的内外圆柱面就产尘锥度:若车床与主轴回转轴线在垂直面内有平行度误差,则圆柱面 成双曲回转体。因是非误差敏感方向,故可略。(见P198) 除了导轨本身的制造误差外,导轨的不均匀磨损和安装质量,也使造成导轨误差的重要 因素。导轨磨损是机床精度下降的主要原因之一。 3)传动链误差(见P198) 传动链误差是指机床内联系传动链始木两端传动元件间相对运动的误差。一般用传动链 木端元件的转角误差来衡量。内联系传动链:两端件之间的相对运动量有严格要求的传动 链,为内联系传动链。例:车削螺纹的加工,主轴与刀架的相对运动关系不能严格保证 时,将直接影响螺距的精度。 城少传动链传动误差的措施:1)城少传动件的数目,猫短传动链:传动元件越少, 传动累积误差就越小,传动精度就越高。2)传动比越小,传动元件的误差对传动精度的 影响就越小:特别是传动链尾端的传动元件的传动比越小,传动链的传动精度就越高。 2、刀具的几何误差 刀具误差对加工精度的影响随刀具种类的不同而个同。采用定尺小刀具,成形刀具、展 成刀具加工时,刀具的制造误差会直接影响工件的加工精度:而对一般刀具(如车刀等), 其制造误差对工件加工精度无直接影响。 任何刀具在切削过程中,都个可避免地要产尘磨损,并山此引起工件尺和形状地改变。 正确地选用刀具材料和选用新型耐磨地刀具材料,合理地选用刀具几何参数和切削用量,正 确地刃磨刀具,正确地采用冷却液等,均可有效地减少刀具地尺小磨损。必要时还可采用补 偿装置对刀具尺寸磨损进行自动补偿。 1、夹具的几何误差 工件在夹具中装夹示颜图 夹具的作用时使工件相当于刀具和机床具有正确的位置,因此夹具的制造误差对工件的 加工精度(特别使位胃精度)有很大影响
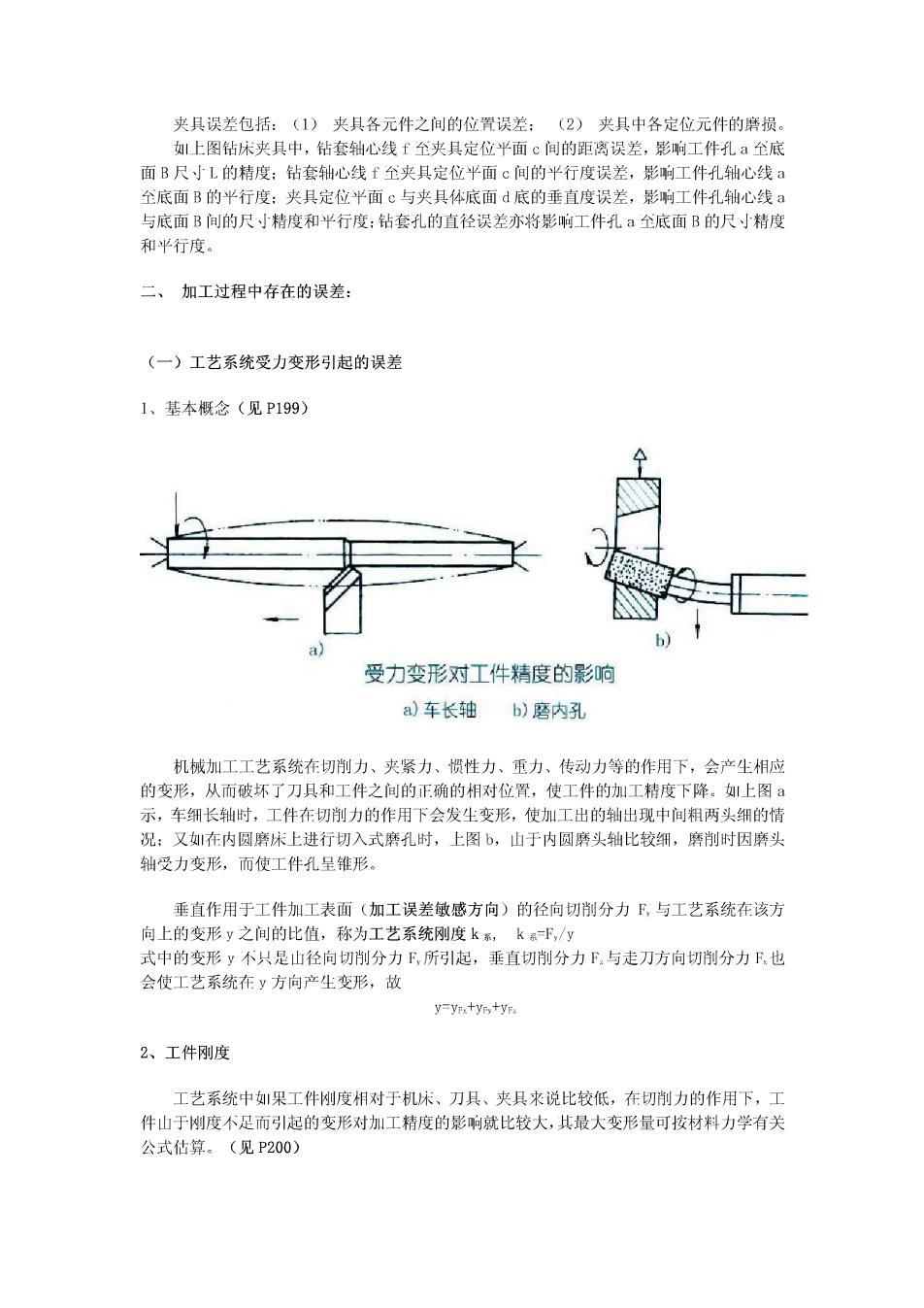
夹具误差包括:(1)夹具各元件之间的位置误差:(2)夹具中各定位元件的磨损。 上图钻床夹具中,钻套轴心线f至夹具定位平面c间的距离误差,影响工件孔至底 面B尺小L的精度:钻套轴心线f全夹具定位平面c间的平行度误差,影响工件孔轴心线a 全底面B的平行度:夹具定位平面c与夹具体底面d底的垂直度误差,影响工件孔轴心线a 与底面B间的尺寸精度和平行度:钻套孔的直径误差亦将影响工件孔a金底面B的尺精度 和平行度。 二、加工过程中存在的误差: (一)工艺系统受力变形引起的误差 1、基本概念(见P199) 受力变形对工件精度的影响 a车长轴b)磨内孔 机械加训工工艺系统在切削力、夹紧力、惯性力、重力、传动力等的作用下,会产生相应 的变形,从而破坏了刀具和工件之间的正确的相对位置,使工件的加工精度下降。上图 示,车细长轴时,工件在切削力的作用下会发生变形,使加工出的轴出现中间粗两头细的情 况:又在内圆磨床上进行切入式磨孔时,上图b,山于内圆磨头轴比较细,磨削时因磨头 轴受力变形,而使工件孔呈锥形。 垂直作用于工件加工表面(加工误差敏感方向)的径向切削分力F,与工艺系统在该方 向上的变形y之间的比值,称为工艺系统刚度k系,k系F,/y 式中的变形y不只是山径向切削分力F,所引起,垂直切削分力F,与走刀方向切削分力F也 会使工艺系统在y方向产尘变形,故 y=yFx+yFy+yFs 2、工件刚度 工艺系统中如果工件刚度相对于机床、刀具、夹具来说比较低,在切削力的作用下,工 件山于州度不足而引起的变形对加工精度的影响就比较大,其最大变形量可按材料力学有关 公式估算。(见P200)