
4 UFIDA用友 第一章系统概述 文本框中的数字(1,2,3)表示计算步骤,当后面的需求出现供应不足时,就挪 用前面较近期间的多余的数重 供需日期 供应最 需求量 ATP数量())ATP数最(2) ATP数量(3) 2006.4.3 100 50 50 0 2006-46 50 2006-4-8 200 200 100 0 2006-4.10 100 2006-4-12 200 -50 ●集合订单(Collective Order) 个集合订单内,BOM内各阶生产物料的计划订单或生产订单相互关联。集合订 单内的每一个订单都有自己的订单号。生产过程中,如果子件是直接为上阶订单生 产,且子件实体不必进入库存,则可使用集合订单,这些子件称为直接生产子件。 1.4产品接口 物料清单 销售管理 出口管理 需求规划 车间管理 主生产计划 生产订单 库存管理 质量管理 产能管理 成木管理 【产品接口】 ·《物料清单》系统中的物料清单,是生产订单生成子件用量所必须先行建立的 其础瓷料 ·《销售管理》和《出口管理》系统中,ATO模型的销售订单在产品选配完成后, 可直接转为锁定状态的标准生产订单。 ●《主生产计划》和《需求规划》系统通过MPS/MRP/BRP展开自动产生的自制 物料的建议生产量即自制计划订单,是本系统自动生成生产订单的依据:同时 《生产订单》系统中己锁定、 PMRP净时将考忠上达生产子的应时 已审核不 关闭的生 单, MPS/MRP
4 第一章 系统概述 文本框中的数字(1,2,3)表示计算步骤,当后面的需求出现供应不足时,就挪 用前面较近期间的多余的数量。 供需日期 供应量 需求量 ATP 数量 (1) ATP 数量(2) ATP 数量(3) 2006-4-3 100 50 50 0 2006-4-6 50 2006-4-8 200 200 100 0 2006-4-10 100 2006-4-12 200 -50 z 集合订单(Collective Order) 一个集合订单内,BOM 内各阶生产物料的计划订单或生产订单相互关联。集合订 单内的每一个订单都有自己的订单号。生产过程中,如果子件是直接为上阶订单生 产,且子件实体不必进入库存,则可使用集合订单,这些子件称为直接生产子件。 1.4 产品接口 成本管理 车间管理 产能管理 库存管理 质量管理 出口管理 需求规划 销售管理 主生产计划 物料清单 生产订单 【产品接口】 z 《物料清单》系统中的物料清单,是生产订单生成子件用量所必须先行建立的 基础资料。 z 《销售管理》和《出口管理》系统中,ATO 模型的销售订单在产品选配完成后, 可直接转为锁定状态的标准生产订单。 z 《主生产计划》和《需求规划》系统通过 MPS/MRP/BRP 展开自动产生的自制 物料的建议生产量即自制计划订单,是本系统自动生成生产订单的依据;同时 《生产订单》系统中已锁定、已审核未关闭的生产订单,是 MPS/MRP 计算时 必须考虑要素之一,即 MPS/MRP 净算时将考虑上述生产订单的有效供应量(母 件)和有效需求量(子件)
第一章系统概述 UFIDA用友 己审核未关闭的生产订单可按其选定的工艺 路线转入《车间管理》系统,以生成生产订单的工序计划、资源需求计划。 。《生产订单》系统中已审核未关闭的生产订单,是《库存管理》系统按生产订 单领/退料和产品入库的依据:同时库存系统中按生产订单的领/退料单,将自动 更新生产订单的子件已领料量,产品入库单将自动更新生产订单的累计入库量 ● 是生产征系紫纯格品技转的管理》系统的生产订单。 (含已关闭生产订单),是《成本管理》 1.5操作流程 应用准备 生产订单/重复计划手动输入 未审核生产订单明细表 生产订单重复计划自动生成 生产订单缺料明细表 ATO销售订单转生产订单 ↑弃审 生产订单整批处理 报检 质量系统报检单 审核 还际已审枝生产订单重复计划修支 生产订单通知单 生产订单领料单 库存系统领退料入退库作业 关闭 生产订单完工状况表 生产订单用料分析表
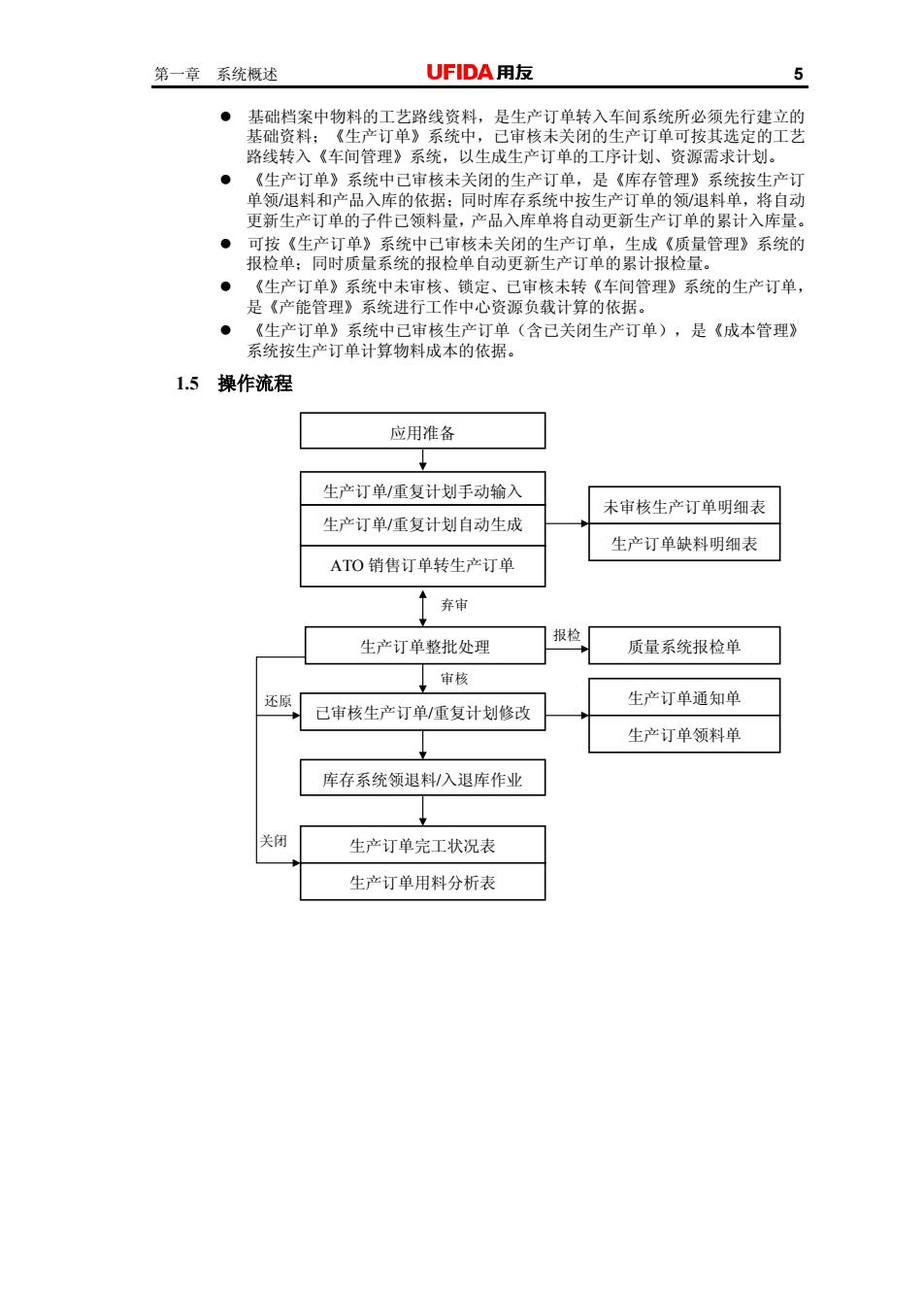
第一章 系统概述 5 z 基础档案中物料的工艺路线资料,是生产订单转入车间系统所必须先行建立的 基础资料;《生产订单》系统中,已审核未关闭的生产订单可按其选定的工艺 路线转入《车间管理》系统,以生成生产订单的工序计划、资源需求计划。 z 《生产订单》系统中已审核未关闭的生产订单,是《库存管理》系统按生产订 单领/退料和产品入库的依据;同时库存系统中按生产订单的领/退料单,将自动 更新生产订单的子件已领料量,产品入库单将自动更新生产订单的累计入库量。 z 可按《生产订单》系统中已审核未关闭的生产订单,生成《质量管理》系统的 报检单;同时质量系统的报检单自动更新生产订单的累计报检量。 z 《生产订单》系统中未审核、锁定、已审核未转《车间管理》系统的生产订单, 是《产能管理》系统进行工作中心资源负载计算的依据。 z 《生产订单》系统中已审核生产订单(含已关闭生产订单),是《成本管理》 系统按生产订单计算物料成本的依据。 1.5 操作流程 ATO 销售订单转生产订单 还原 关闭 报检 生产订单用料分析表 生产订单完工状况表 质量系统报检单 生产订单领料单 生产订单通知单 生产订单缺料明细表 未审核生产订单明细表 弃审 审核 应用准备 库存系统领退料/入退库作业 已审核生产订单/重复计划修改 生产订单整批处理 生产订单/重复计划自动生成 生产订单/重复计划手动输入
6 UFIDA用友 第一章系统概述 【操作流程】 1.先进行应用准备工作,参见“应用准备”及《系统管理》。 2.应用准备工作完成,即可使用“生产订单手动输入”和“重复计划手动输入”作 手工输入生产订单,输入的生产订单其状态为未审核或锁定:或使用“生 动生成的和重复计动 成” ,将《主生 十划》 车求规划 获祖管的统将是市入的销单转为领定状念的单 本系统使用”销售订单转生产订单将己审核ATO的销售订单转为锁定状态的 生产订单。 3.生产订单建立后,可打印“未审核生产订单明细表”和“生产订单缺料明细表” 作为生产订单审核时核对和参考。 4.确定可发放到现场的生产订单后,即可使用“生产订单整批处理”作业,将未 如果已审核 订 状泰 5. 生立 业,修改审核后的生产订单资料: 己审核的生产订单,可在“生产订单整批处理 作业中执行报检处理,也可在《车间管理》系统将其转入以生成工序计划。 6 可打印“生 订单完工状况和进行用料分析, 7.当生产订单累计入库最大于或等于其MRP净算量时,该生产订单将自动关闭 休息一会儿
6 第一章 系统概述 【操作流程】 1. 先进行应用准备工作,参见“应用准备”及《系统管理》。 2. 应用准备工作完成,即可使用“生产订单手动输入”和“重复计划手动输入”作 业,手工输入生产订单,输入的生产订单其状态为未审核或锁定;或使用“生产 订单自动生成”和“重复计划自动生成”作业,将《主生产计划》和《需求规划》 系统自动产生的计划订单,转为正式生产订单,其状态为锁定;或在《销售管理》 和《出口管理》系统将已审核 ATO 的销售订单转为锁定状态的生产订单。或在 本系统使用”销售订单转生产订单”将已审核 ATO 的销售订单转为锁定状态的 生产订单。 3. 生产订单建立后,可打印“未审核生产订单明细表”和“生产订单缺料明细表” 作为生产订单审核时核对和参考。 4. 确定可发放到现场的生产订单后,即可使用“生产订单整批处理”作业,将未 审核生产订单进行审核处理;反之,如果已审核生产订单未执行任何库存交易、 未转车间系统、未报检,也可将已审核生产订单进行弃审处理,还原为审核前 状态。 5. 审核后的生产订单,可打印“生产订单通知单”和“生产订单领料单”发放现场 生产;若有必要,可利用“已审核生产订单修改”和“已审核重复计划修改”作 业,修改审核后的生产订单资料;已审核的生产订单,可在“生产订单整批处理” 作业中执行报检处理,也可在《车间管理》系统将其转入以生成工序计划。 6. 《库存管理》系统可按审核后的生产订单,进行领/退料和入/退库作业,使用者 可打印“生产订单完工状况表”和“生产订单用料分析表”,以随时了解生产 订单完工状况和进行用料分析。 7. 当生产订单累计入库量大于或等于其 MRP 净算量时,该生产订单将自动关闭 (视生产制造参数设定中”生产订单自动关闭”设置)。也可使用“生产订单整 批处理”作业,将未完成的生产订单强制关闭,若有必要,也可将已关闭的生 产订单还原为审核状态。 休息一会儿
第2章应用准备 《生产订单》系统应用准备包括以下作业: ·气果额建套时可选择工业版。可设置用户包、分 ·德 化在后 ,系统提示是否进行系统启用设置,只有设置了系统 ·得用户可以对作员权限选行管是包搭功能权限、数限、金 ·基础档案:用户需要进行基础档案设置。“部门档案、职员档案、存货分类、 计量单位、存货档案、仓库档案、自定义项、生产制造参数、工作日历、工作 中心”是使用《生产订单》系统应该先行建立的基础资料。 ·单据设置:用户可以对《生产订单》系统所有单据进行格式设置、编号设置。 ·基木资料维护:使用《生产订单》系统时,“生产订单类别资料、物料生产线 关系资料”等基础档案,是系统内部应首先建立的基础资料。 休息一会儿
第 2 章 应用准备 《生产订单》系统应用准备包括以下作业: z 建立账套:用户在新建账套时可以选择工业版,可设置用户单位信息、分类编 码方案、数据精度等。 z 系统启用:在新建账套后,系统提示是否进行系统启用设置,只有设置了系统 启用,才可使用相应系统。 z 权限管理:用户可以对操作员权限进行管理,包括功能权限、数据权限、金额 权限等。 z 基础档案:用户需要进行基础档案设置。“部门档案、职员档案、存货分类、 计量单位、存货档案、仓库档案、自定义项、生产制造参数、工作日历、工作 中心”是使用《生产订单》系统应该先行建立的基础资料。 z 单据设置:用户可以对《生产订单》系统所有单据进行格式设置、编号设置。 z 基本资料维护:使用《生产订单》系统时,“生产订单类别资料、物料生产线 关系资料”等基础档案,是系统内部应首先建立的基础资料。 休息一会儿
第3章业务应用 《生产订单》业务应用: ·非标准生产订单 ·按订单装配生产订单 ·重复制造计划 ●直接生产 3.1非标准生产订单 U8系统将生产订单分为三种类型:标准、非标准、重复制造生产订单。 常折华限资陆有设路科用料和喷新药末。以及玫集镜收木, 非标准生 改制、拆卸和设计原型等。 非标准生产订单与标准生产订单相似,但它们之间存在以下显著的区别: ·MPS系统不会为标准生产单建文计订单建议生产量〉 ,必须人 整标准 件的物料 津非标准生产 单时,可以通过输入小于生产订单生产数量的MRP净算量来 表示母件的有效供应量】 3.1.1产品返工 批产品不 非标准生产订 进行返工处理。可先将该不良产品入非MRP仓 非标准生入 为 格产品 格量输入作为MRP净算量:可选择事先已建立的该产品常用的返工用物料清单(替 代清单)或输入生产订单时临时建立其物料清单,子件为该母件自身和其它返工必 需的物料组成:也可选择事先已建立的该产品常用的返工用工艺路线(替代工艺路 线或右 三间骨理》系统 时建立其工艺路线。 后续交易处理,同标准生产订单
第 3 章 业务应用 《生产订单》业务应用: z 非标准生产订单 z 按订单装配生产订单 z 重复制造计划 z 直接生产 3.1 非标准生产订单 U8 系统将生产订单分为三种类型:标准、非标准、重复制造生产订单。 非标准生产订单可以用来控制生产进度、子件用料和资源需求,以及收集制造成本, 常用作返工、维修、改制、拆卸和设计原型等。 非标准生产订单与标准生产订单相似,但它们之间存在以下显著的区别: z MPS/MRP 系统不会为非标准生产订单建立计划订单(建议生产量),必须人工 建立非标准生产订单。但是,如果非标准生产订单有指定母件的物料清单或(和) 工艺路线,系统会将非标准生产订单的子件需求作为有效需求,并将其母件作 为有效供应来考虑,同时产能管理系统也会考虑非标准生产订单的资源需求。 z 建立非标准生产订单时,可以通过输入小于生产订单生产数量的 MRP 净算量来 表示母件的有效供应量。 z 对于非标准生产订单,可以不必建立母件的物料清单,如维修等;也可以定义 物料清单循环,即可以将母件自身定义为它的子件需求,如拆卸和维修等。 3.1.1 产品返工 假如库存中有一批产品不良,需进行返工处理。可先将该不良产品入非 MRP 仓, 再建立一非标准生产订单进行处理。 该非标准生产订单,母件即为该不良品,输入要返工的产品数量作为生产订单的生 产数量,假设预计返工后将产出合格产品的数量小于生产数量,则可以将该预计合 格量输入作为 MRP 净算量;可选择事先已建立的该产品常用的返工用物料清单(替 代清单)或输入生产订单时临时建立其物料清单,子件为该母件自身和其它返工必 需的物料组成;也可选择事先已建立的该产品常用的返工用工艺路线(替代工艺路 线)或在《车间管理》系统临时建立其工艺路线。 后续交易处理,同标准生产订单