目录 第1章系统概述 11系统简介 12主要功能」 13名词解释 1.4产品接▣. 15操作流程」 第2章应用准备 第3章业务应用 3.1非标准生产订单 3.L1产品返工 8 3.12产品维修 .g 3.1.3严晶改电 99 10 32按订单装配生产订单 3.3重复制造计划 10 3.4直接生产 11 3.4.1前提条件」 3.4.2功能特性 3.4.3直接生产子件入库 12 第4查基本瓷料雄护 13 4.1生产订单类别资料维护 13 42物料生产线关系资料维折 13 第5章生产订单生成 15 51生产订单毛动输入 15 52集合生产订单维执 3 5.3重复计划手动输入 .24
目 录 第 1 章 系统概述 . 1 1.1 系统简介. 1 1.2 主要功能. 1 1.3 名词解释. 2 1.4 产品接口. 4 1.5 操作流程. 5 第 2 章 应用准备 . 7 第 3 章 业务应用 . 8 3.1 非标准生产订单. 8 3.1.1 产品返工 .8 3.1.2 产品维修 .9 3.1.3 产品改制 .9 3.1.4 产品拆卸 .9 3.1.5 设计原型 .9 3.1.6 其它应用 .10 3.2 按订单装配生产订单. 10 3.3 重复制造计划. 10 3.4 直接生产. 11 3.4.1 前提条件 .11 3.4.2 功能特性 .11 3.4.3 直接生产子件入库 .12 第 4 章 基本资料维护 . 13 4.1 生产订单类别资料维护. 13 4.2 物料生产线关系资料维护. 13 第 5 章 生产订单生成 . 15 5.1 生产订单手动输入. 15 5.2 集合生产订单维护. 23 5. 3 重复计划手动输入. 24
UFIDA用友 目录 5.4销售订单转生产订单 .30 5.5生产订单自动生成. m.31 5.6重复计划自动生成 33 5.7不良品返工处理 35 第6意生产打单处理 37 6.1生产订单整批处理 37 2己审核生产订单修改 .40 63 已审核重复计划修改 6.4生产订单综合查询. .52 65生产订单政制 53 6.6生产订单挪料 54 6.7生产订单改制挪料列表 55 第7章报表 56 7.1未审核生产订单明细表 .56 72生产订单通知单 56 73生产订单缺料明细表 74生产订单领料单 58 75 生产订单完工状况表 59 7.6生产订单用料分析表 59 7.7生产订单在制物料分析表 7.8生产订单与物料清单差异分析 .61 7.9生产订单工序领料单 61 7.10生产订单预警与报警资料表 62
II 目录 5. 4 销售订单转生产订单.30 5. 5 生产订单自动生成.31 5. 6 重复计划自动生成.33 5. 7 不良品返工处理.35 第 6 章 生产订单处理.37 6.1 生产订单整批处理.37 6.2 已审核生产订单修改.40 6.3 已审核重复计划修改.47 6.4 生产订单综合查询.52 6.5 生产订单改制.53 6.6 生产订单挪料.54 6.7 生产订单改制挪料列表.55 第 7 章 报表.56 7.1 未审核生产订单明细表.56 7.2 生产订单通知单.56 7.3 生产订单缺料明细表.57 7.4 生产订单领料单.58 7.5 生产订单完工状况表.59 7.6 生产订单用料分析表.59 7.7 生产订单在制物料分析表.60 7.8 生产订单与物料清单差异分析.61 7.9 生产订单工序领料单.61 7.10 生产订单预警与报警资料表.62

第1章 系统概述 1.1系统简介 生产计及需求规划生成的建议生产量,提供分批计划功能,或手动建 使生产计划作业更具弹性。 ·提供生产订单锁定和审核功能,有效控制计划执行过程。 提供各种角度的跟催讯息,有效掌握生产进度 提供生 订单缺 料模拟分析 作为调整生产进度参考 提供按生产订单设定特殊用料功能,供替代料及特殊用料使用 ·提供生产订单用料分析,以有效掌握各生产订单的用料及成本差异讯息。 1.2主要功能 ·支持建立标准、非标准(返工、拆解、新品等)生产订单和按生产线建立重复 可人为手动建立生产订单,或从MPS/MRP/BRP计算产生的建议生产量自动生 成生立的 可根据销售订单建立按订单装配产品(ATO)的总装生产订单 码加结构自由 拉物绿建支我弹包对助食单度入及很自动热见 ·线疲不变餐亮以提生产产品的物料清单版本或替代物料清单,以及工艺路 建立非 维护母 立其物科清单安修等:可不 事先推效 ●可按生产订单设定子件用量为周定用量(子件用量不依母件生产数量面改变) 或为变动用量(子件用量依母件生产数量而改变)。 。可定义生产订单用料清单中子件是否为产出品,如副产品等。 ●可指定生产单用料清 1中子件的领料仓库,若领料仓库为非MRP仓,则系 将该子件用量视为非有效需求量
第 1 章 系统概述 1.1 系统简介 本系统是针对制造有关的生产订单计划、锁定、审核、备料、关闭等作业的管理。 协助企业有效掌握各项制造活动的讯息,达成下列目的: z 针对主生产计划及需求规划生成的建议生产量,提供分批计划功能,或手动建 立生产订单资料,使生产计划作业更具弹性。 z 提供生产订单锁定和审核功能,有效控制计划执行过程。 z 提供各种角度的跟催讯息,有效掌握生产进度。 z 提供生产订单缺料模拟分析,作为调整生产进度参考。 z 提供按生产订单设定特殊用料功能,供替代料及特殊用料使用。 z 提供生产订单用料分析,以有效掌握各生产订单的用料及成本差异讯息。 1.2 主要功能 z 支持建立标准、非标准(返工、拆解、新品等)生产订单和按生产线建立重复 性生产计划。 z 可人为手动建立生产订单,或从 MPS/MRP/BRP 计算产生的建议生产量自动生 成生产订单。 z 可根据销售订单建立按订单装配产品(ATO)的总装生产订单。 z 可按物料编码加结构自由项组合,建立生产订单。 z 生产订单建立支持主计量单位和辅助计量单位输入及数量自动换算。 z 生产订单建立可以选择生产产品的物料清单版本或替代物料清单,以及工艺路 线版本或替代工艺路线。 z 建立非标准生产订单时,可维护母件的 MRP 净算量(有效供应量)不等于母件 的生产数量,如拆解、返修等;可不必事先维护其主要或替代清单而可临时建 立其物料清单或工艺路线。 z 可关联生产产品的工艺路线,按工序指定生产订单子件的用料数量和需求日期。 并可指定子件供应类型为“入库倒冲/工序倒冲/领用”之一。 z 可按生产订单设定子件用量为固定用量(子件用量不依母件生产数量而改变) 或为变动用量(子件用量依母件生产数量而改变)。 z 可定义生产订单用料清单中子件是否为产出品,如副产品等。 z 可指定生产订单用料清单中子件的领料仓库,若领料仓库为非 MRP 仓,则系统 将该子件用量视为非有效需求量
2 UFIDA用友 第一章系统概述 ·自宽义的AP规则、执行生产订单子件AP数量查询,协助料查询 ·为配合实务需要,以增加作业弹性,可临时修改生产订单的子件用料资料,如 特殊用料或梦代等 ·提供各生产订单缺料状况模拟功能,以便及时掌握缺料状况,生产订单派工前 避免发生缺料停丁 ●已审核生产订单的子件用料内容,为库存系统领用或自动倒神子件的依据,同 时库存系统领发/退料资料将及时更新生产订单子件的未领用量。并可设定是否 允许超生产订单定额领料。 ·生产订单转入车间系统时,其工序计划可支持顺排和逆排两种计划方式。 ·可于生产制造参数中设置需要保留修改历史记录的生产订单的状态。对于选定 状态的生 产订单,如果生产订单资料有任何变更,系统将自动记录其变更历史 资料以供查询。 可与库存系 干可设定是否 许超生 完成 ·可与质量系统集成,即可以按生产订单生成产品入库报检单。 浦生产打单的先状浸、物料稀、生产部小、完工日期、生产线等角度、 ·提产订单子件标准用量成本与实际用量成本比较分析资料,以供成本分析 ·提供生产订单库存入库完成自动关闭功能,也可手动强制关闭与还原生产订单 ● 生提供预警 克供 钉的 1.3名词解释 ●生产订单(Mau 又称制造命令或工作订单,它主要表示某一物料的生产数量,以及计划开工完工日 期等。为现场自制派工或领料的依据,工厂的生管或物管通常以生产订单为中心, 以控制其产能利用、缺料、效率、进度等情形。 ●生产线(Production Line): 在本系统,一条生产线即可定义为一个工作中心。它是企业内的一个区域,它由 个或多个人员、设备或供应商组成。可以在工作中心内收集成本以及比较能力负荷 可以指过 中的酵道工序 开指足可用 1作 心的资海 个物料
2 第一章 系统概述 z 可按照自定义的 ATP 规则,执行生产订单子件 ATP 数量查询,协助缺料查询 及替代料处理。 z 为配合实务需要,以增加作业弹性,可临时修改生产订单的子件用料资料,如 特殊用料或替代料等。 z 提供各生产订单缺料状况模拟功能,以便及时掌握缺料状况,生产订单派工前 避免发生缺料停工。 z 已审核生产订单的子件用料内容,为库存系统领用或自动倒冲子件的依据,同 时库存系统领发/退料资料将及时更新生产订单子件的未领用量。并可设定是否 允许超生产订单定额领料。 z 生产订单转入车间系统时,其工序计划可支持顺排和逆排两种计划方式。 z 可于生产制造参数中设置需要保留修改历史记录的生产订单的状态。对于选定 状态的生产订单,如果生产订单资料有任何变更,系统将自动记录其变更历史 资料以供查询。 z 可与库存系统集成,即库存系统可以按照生产订单办理入/退库手续,并及时更 新生产订单母件的未完成量。并可设定是否允许超生产订单完成。 z 可与质量系统集成,即可以按生产订单生成产品入库报检单。 z 可按生产订单、销售订单、物料编码、生产部门、完工日期、生产线等角度, 查询生产订单的完工状况。 z 提供生产订单子件标准用量/成本与实际用量/成本比较分析资料,以供成本分析 与控制。 z 提供生产订单库存入库完成自动关闭功能,也可手动强制关闭与还原生产订单。 z 可对临近开工或完工、逾期与超量完成的生产订单,提供预警和报警报告,供 生管及相关人员提前准备生产订单处理与及时掌握生产订单执行的例外状况。 1.3 名词解释 z 生产订单(Manufacture Oder): 又称制造命令或工作订单,它主要表示某一物料的生产数量,以及计划开工/完工日 期等。为现场自制派工或领料的依据,工厂的生管或物管通常以生产订单为中心, 以控制其产能利用、缺料、效率、进度等情形。 z 生产线(Production Line): 在本系统,一条生产线即可定义为一个工作中心。它是企业内的一个区域,它由一 个或多个人员、设备或供应商组成。可以在工作中心内收集成本以及比较能力负荷。 可以将工作中心指定到工艺路线中的每道工序,并指定可用于该工作中心的资源。 可以通过生产线来管理重复性生产。可以在一条或多条生产线上生产同一个物料, 也可以在一条生产线上生产单一物料或多个物料。 z 重复计划(Repetitive Plan): 在本系统,重复计划作为生产订单的一种,但其表示方式和内容不同
第一章系统概述 UFIDA用友 3 重复计划是根据日产量以及起始/结束日期而非某一时点的离散数量对物料需求或 供应进行的计:然重复计离计刘有许多相 但其中仍有显 的区 可单使用离数进定义,为划时单定义的离 散数量仅表示计划订单计划完工日那一天的供应。 ·生产订单状态(MW/Status): ◆ 锁定(F:Firmed):锁定状态的生产订单不能进行任何库存交易作业(领 由核状态 可以进行库存 易作业(到退料、入退库),或报检、转车间处理。MPS八MRP将纳入计 可承诺量(ATP:Available To Pro +200 +100 -50 -100 .20
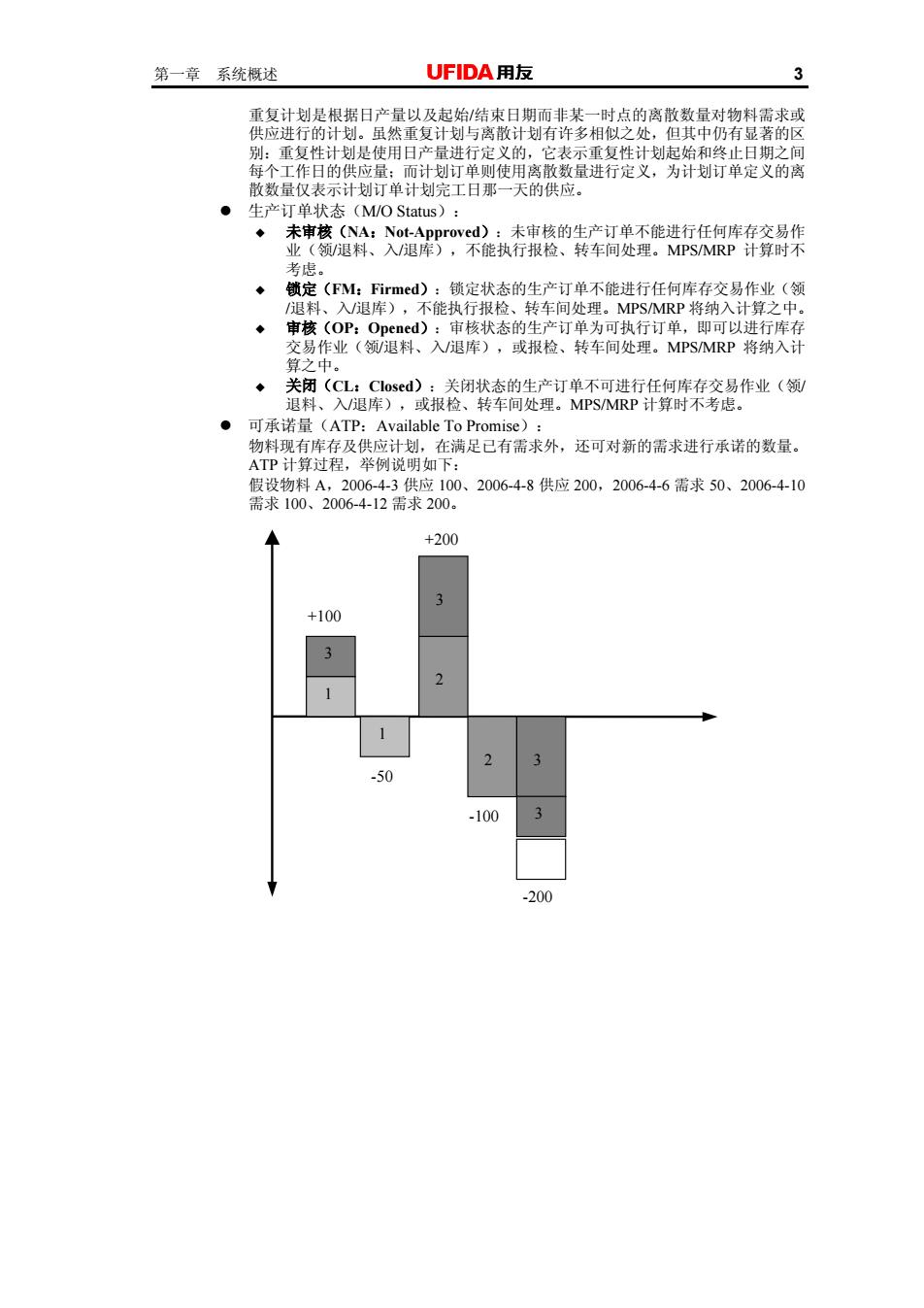
第一章 系统概述 3 重复计划是根据日产量以及起始/结束日期而非某一时点的离散数量对物料需求或 供应进行的计划。虽然重复计划与离散计划有许多相似之处,但其中仍有显著的区 别:重复性计划是使用日产量进行定义的,它表示重复性计划起始和终止日期之间 每个工作日的供应量;而计划订单则使用离散数量进行定义,为计划订单定义的离 散数量仅表示计划订单计划完工日那一天的供应。 z 生产订单状态(M/O Status): 未审核(NA:Not-Approved):未审核的生产订单不能进行任何库存交易作 业(领/退料、入/退库),不能执行报检、转车间处理。MPS/MRP 计算时不 考虑。 锁定(FM:Firmed):锁定状态的生产订单不能进行任何库存交易作业(领 /退料、入/退库),不能执行报检、转车间处理。MPS/MRP 将纳入计算之中。 审核(OP:Opened):审核状态的生产订单为可执行订单,即可以进行库存 交易作业(领/退料、入/退库),或报检、转车间处理。MPS/MRP 将纳入计 算之中。 关闭(CL:Closed):关闭状态的生产订单不可进行任何库存交易作业(领/ 退料、入/退库),或报检、转车间处理。MPS/MRP 计算时不考虑。 z 可承诺量(ATP:Available To Promise): 物料现有库存及供应计划,在满足已有需求外,还可对新的需求进行承诺的数量。 ATP 计算过程,举例说明如下: 假设物料 A,2006-4-3 供应 100、2006-4-8 供应 200,2006-4-6 需求 50、2006-4-10 需求 100、2006-4-12 需求 200。 +200 3 2 3 1 3 -200 -100 -50 +100 3 2 1