在刨床上分别刨削六个表面,达到图样要求:粗刨导轨面A,其余分两次切削:刨两越程槽:精刨导轨面A:钻孔:扩孔:铰孔:2×2去毛刺。6.如下图所示零件,毛坏为935mm棒料,批量生产时其机械加工工艺过程如下所述,试分析其工艺过程的组成。在锯床上切断下料,车一端面钻中心孔,调头,车另一端面钻中心孔,在另一台车床上将整批工件靠螺纹一边都车至o30mm,2调头再调刀车削整批工件的18mm外圆,又换一台车床车?20mm60外圆,在铣床上铣两平面,转90°后,铣另外两平面,最后车螺120纹,倒角。全部梦1X45155901202)Part2机械加工精度、判断题(正确的在题后括号内划“V",错误的划“×”。)1.经济加工精度是指同一设备最低加工成本所能达到的加工精度。()2.精密丝杠可采用冷校直方法克服其弯曲变形。(73.误差复映是由于工艺系统受力变形所引起的。()4.误差复映指的是机床的几何误差反映到被加工工件上的现象。()5.减小误差复映的有效方法是提高工艺系统的刚度。()6.加工原理误差是由于机床几何误差所引起的。(17.由于刀具磨损所引起的加工误差属于随机误差。()8.机械加工中允许有原理误差。)9.尽管机床磨损速度很慢,机床制造误差在一定时间内可视为常值,但在加工一批工件时,若多()次调整机床,其调整误差仍为随机性误差。10.在加工一批工件时,尽管多次调整机床,但因机床磨损速度很慢,机床制造误差在一定时间内()可视为常值,所以其调整误差为常值系统性误差。()11.复映误差属于变值系统性误差。()12.定位误差属于常值系统性误差。()13.刀具和机床磨损造成的误差属于随机性误差。()14.工件受热变形造成的误差属于随机性误差。二、单项选择题(在每小题的四个备选答案中选出一个正确的答案,并将正确答案的标号填在题干的括号内。)6
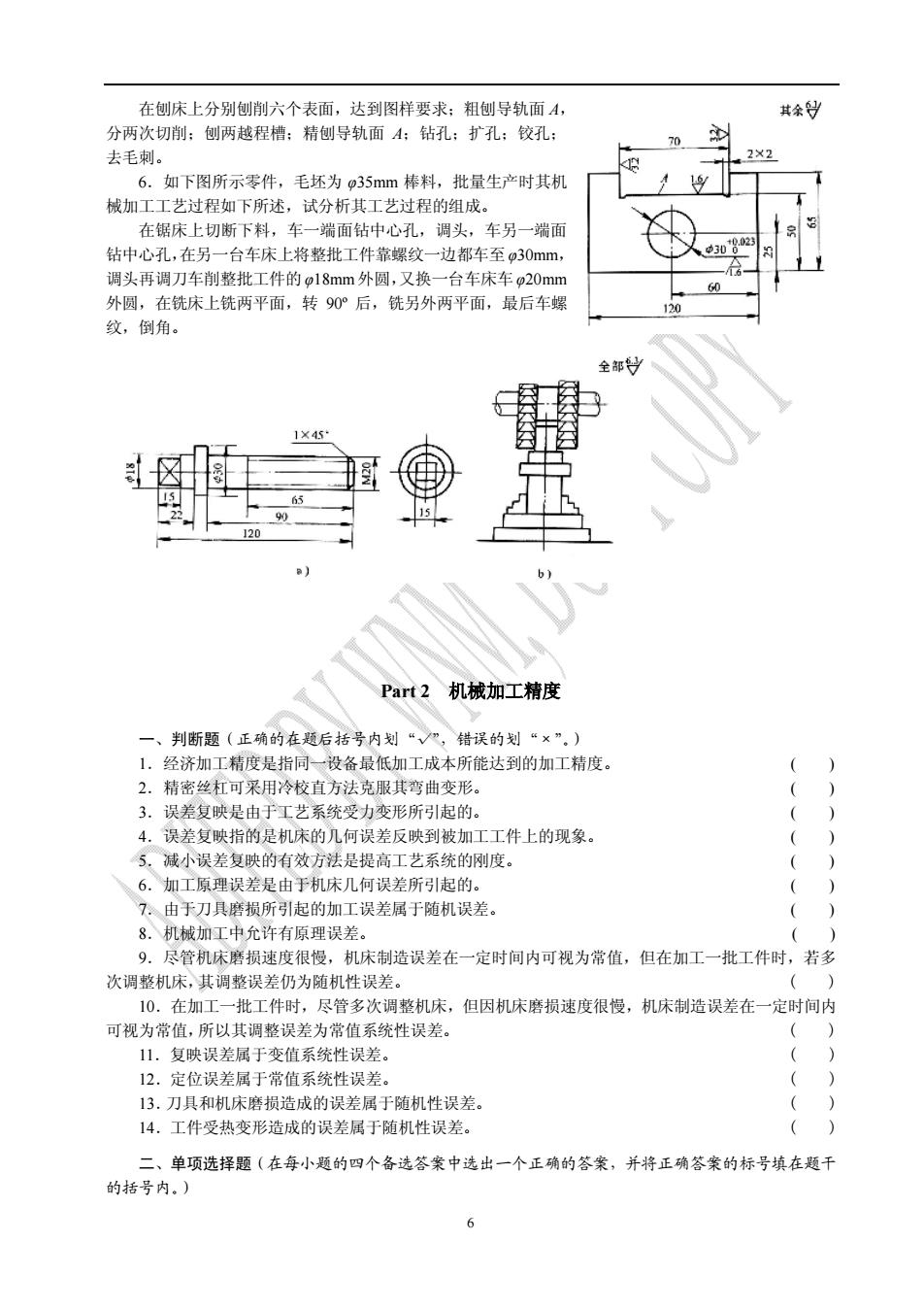
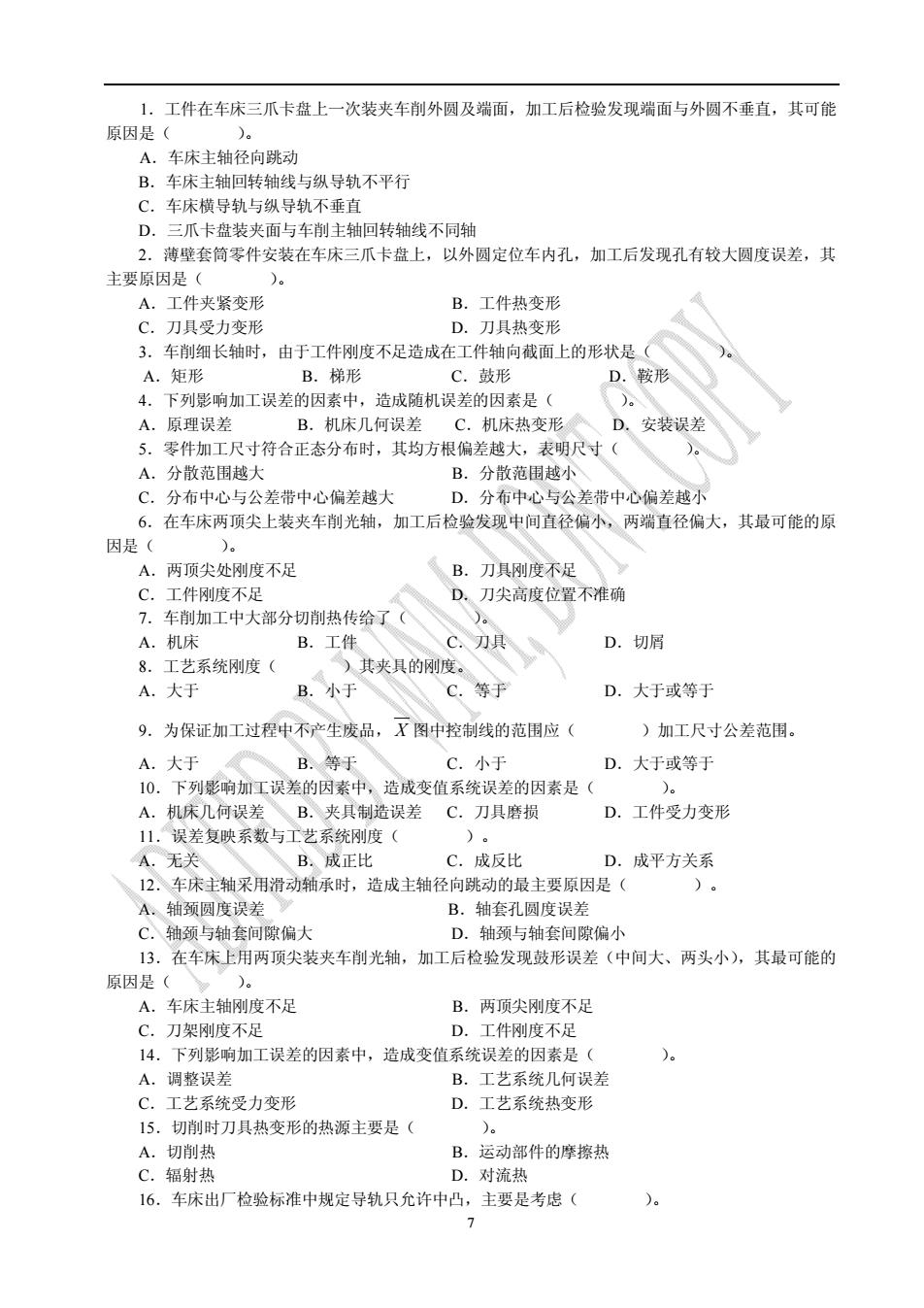
6 在刨床上分别刨削六个表面,达到图样要求;粗刨导轨面 A, 分两次切削;刨两越程槽;精刨导轨面 A;钻孔;扩孔;铰孔; 去毛刺。 6.如下图所示零件,毛坯为 φ35mm 棒料,批量生产时其机 械加工工艺过程如下所述,试分析其工艺过程的组成。 在锯床上切断下料,车一端面钻中心孔,调头,车另一端面 钻中心孔,在另一台车床上将整批工件靠螺纹一边都车至 φ30mm, 调头再调刀车削整批工件的 φ18mm外圆,又换一台车床车 φ20mm 外圆,在铣床上铣两平面,转 90º 后,铣另外两平面,最后车螺 纹,倒角。 Part 2 机械加工精度 一、判断题(正确的在题后括号内划“√”,错误的划“×”。) 1.经济加工精度是指同一设备最低加工成本所能达到的加工精度。 ( ) 2.精密丝杠可采用冷校直方法克服其弯曲变形。 ( ) 3.误差复映是由于工艺系统受力变形所引起的。 ( ) 4.误差复映指的是机床的几何误差反映到被加工工件上的现象。 ( ) 5.减小误差复映的有效方法是提高工艺系统的刚度。 ( ) 6.加工原理误差是由于机床几何误差所引起的。 ( ) 7.由于刀具磨损所引起的加工误差属于随机误差。 ( ) 8.机械加工中允许有原理误差。 ( ) 9.尽管机床磨损速度很慢,机床制造误差在一定时间内可视为常值,但在加工一批工件时,若多 次调整机床,其调整误差仍为随机性误差。 ( ) 10.在加工一批工件时,尽管多次调整机床,但因机床磨损速度很慢,机床制造误差在一定时间内 可视为常值,所以其调整误差为常值系统性误差。 ( ) 11.复映误差属于变值系统性误差。 ( ) 12.定位误差属于常值系统性误差。 ( ) 13.刀具和机床磨损造成的误差属于随机性误差。 ( ) 14.工件受热变形造成的误差属于随机性误差。 ( ) 二、单项选择题(在每小题的四个备选答案中选出一个正确的答案,并将正确答案的标号填在题干 的括号内。)
1.工件在车床三爪卡盘上一次装夹车削外圆及端面,加工后检验发现端面与外圆不垂直,其可能)。原因是(A.车床主轴径向跳动B.车床主轴回转轴线与纵导轨不平行C.车床横导轨与纵导轨不垂直D.三爪卡盘装夹面与车削主轴回转轴线不同轴2.薄壁套筒零件安装在车床三爪卡盘上,以外圆定位车内孔,加工后发现孔有较大圆度误差,其主要原因是()。A工件夹紧变形B.工件热变形C.刀具受力变形D.刀具热变形3车削细长轴时,由于工件刚度不足造成在工件轴向截面上的形状是1D. 鞍形A.矩形B.梯形C.鼓形)04.下列影响加工误差的因素中,造成随机误差的因素是(A.原理误差B.机床几何误差C.机床热变形D.安装误差5.零件加工尺寸符合正态分布时,其均方根偏差越大,表明尺寸()。A.分散范围越大B.分散范围越小C.分布中心与公差带中心偏差越大D.分布中心与公差带中心偏差越小6.在车床两顶尖上装夹车削光轴,加工后检验发现中间直径偏小,两端直径偏大,其最可能的原)。因是(B.刀具刚度不足A.两顶尖处刚度不足C.工件刚度不足D.刀尖高度位置不准确57.车削加工中大部分切削热传给了A.机床B.工件C. 刀具D.切屑8.工艺系统刚度()其夹具的刚度。A.大于等于B.小于C.D.大于或等于9.为保证加工过程中不产生废品,X图中控制线的范围应()加工尺寸公差范围。B. 等于C.小于A.大于D.大于或等于)。10.下列影响加工误差的因素中,造成变值系统误差的因素是(A.机床几何误差B.夹具制造误差C.刀具磨损D.工件受力变形)。11.误差复映系数与工艺系统刚度(A.无关B.成正比C.成反比D.成平方关系)。12.车床主轴采用滑动轴承时,造成主轴径向跳动的最主要原因是(A.轴颈圆度误差B.轴套孔圆度误差C.轴颈与轴套间隙偏大D.轴颈与轴套间隙偏小13.在车床上用两顶尖装夹车削光轴,加工后检验发现鼓形误差(中间大、两头小),其最可能的)。原因是(福A.车床主轴刚度不足B.两顶尖刚度不足C.刀架刚度不足D.工件刚度不足14.下列影响加工误差的因素中,造成变值系统误差的因素是()。A.调整误差B.工艺系统几何误差C.工艺系统受力变形D.工艺系统热变形)。15.切削时刀具热变形的热源主要是(A.切削热B.运动部件的摩擦热C.辐射热D.对流热)。16.车床出厂检验标准中规定导轨只允许中凸,主要是考虑(7
7 1.工件在车床三爪卡盘上一次装夹车削外圆及端面,加工后检验发现端面与外圆不垂直,其可能 原因是( )。 A.车床主轴径向跳动 B.车床主轴回转轴线与纵导轨不平行 C.车床横导轨与纵导轨不垂直 D.三爪卡盘装夹面与车削主轴回转轴线不同轴 2.薄壁套筒零件安装在车床三爪卡盘上,以外圆定位车内孔,加工后发现孔有较大圆度误差,其 主要原因是( )。 A.工件夹紧变形 B.工件热变形 C.刀具受力变形 D.刀具热变形 3.车削细长轴时,由于工件刚度不足造成在工件轴向截面上的形状是( )。 A.矩形 B.梯形 C.鼓形 D.鞍形 4.下列影响加工误差的因素中,造成随机误差的因素是( )。 A.原理误差 B.机床几何误差 C.机床热变形 D.安装误差 5.零件加工尺寸符合正态分布时,其均方根偏差越大,表明尺寸( )。 A.分散范围越大 B.分散范围越小 C.分布中心与公差带中心偏差越大 D.分布中心与公差带中心偏差越小 6.在车床两顶尖上装夹车削光轴,加工后检验发现中间直径偏小,两端直径偏大,其最可能的原 因是( )。 A.两顶尖处刚度不足 B.刀具刚度不足 C.工件刚度不足 D.刀尖高度位置不准确 7.车削加工中大部分切削热传给了( )。 A.机床 B.工件 C.刀具 D.切屑 8.工艺系统刚度( )其夹具的刚度。 A.大于 B.小于 C.等于 D.大于或等于 9.为保证加工过程中不产生废品, X 图中控制线的范围应( )加工尺寸公差范围。 A.大于 B.等于 C.小于 D.大于或等于 10.下列影响加工误差的因素中,造成变值系统误差的因素是( )。 A.机床几何误差 B.夹具制造误差 C.刀具磨损 D.工件受力变形 11.误差复映系数与工艺系统刚度( )。 A.无关 B.成正比 C.成反比 D.成平方关系 12.车床主轴采用滑动轴承时,造成主轴径向跳动的最主要原因是( )。 A.轴颈圆度误差 B.轴套孔圆度误差 C.轴颈与轴套间隙偏大 D.轴颈与轴套间隙偏小 13.在车床上用两顶尖装夹车削光轴,加工后检验发现鼓形误差(中间大、两头小),其最可能的 原因是( )。 A.车床主轴刚度不足 B.两顶尖刚度不足 C.刀架刚度不足 D.工件刚度不足 14.下列影响加工误差的因素中,造成变值系统误差的因素是( )。 A.调整误差 B.工艺系统几何误差 C.工艺系统受力变形 D.工艺系统热变形 15.切削时刀具热变形的热源主要是( )。 A.切削热 B.运动部件的摩擦热 C.辐射热 D.对流热 16.车床出厂检验标准中规定导轨只允许中凸,主要是考虑( )
A.导轨工作时的受力变形B.导轨工作时的热变形C.导轨磨损D.机床安装误差)。17:采用静调整法加工外圆表面时,造成调整误差的主要因素有(A样件的制造误差B.进给机构示值误差C.刀具安装误差D.对刀误差)。18.当存在变值系统误差时,X图上的点子将(A呈现随机性变化B..呈现规律性变化C.在中心线附近无规律波动D.在控制限(线)附近无规律波动19.普通车床纵向导轨在垂直面内直线度对加工精度中的圆柱度误差影响()。A:很大B.特大C.较小D.等于零20.为保证加工精度,在制订工艺规程选择机床时,主要应考虑(A.机床的新旧程度B.机床精度与工序要求相适应C.机床的生产自动化水平D.机床的成本21.工件直接安放在立式钻床的工作台上,主轴进给钻孔,加工后发现孔中心线与定位平面不垂直,)。其可能原因是(A:钻床主轴径向跳动B.钻床主轴轴向串动C.钻床主轴套筒轴线与工作台面不垂直D.钻床工作台面与导轨不垂直22.工件以外圆表面在三爪卡盘上定位,车削内孔和端面,若三爪卡盘定位面与车床主轴回转轴线)。不同轴将会造成(A.被加工孔的圆度误差B.被加工端面平面度误差D.被加工孔与外圆的同轴度误差C.孔与端面的垂直度误差三、多项选择题(在每小题的四个备选答案中,选出二至四个正确的答案,并将正确答案的标号分别填在题干的括号内。正确答案未选全或有选错的,该小题无分。)U。1.加工精度包括(c.位置精度A.尺寸精度B.形状精度D.表面粗糙度)。2.机械加工中,获得尺寸精度的方法有(A.试切法B.调整法C.定尺寸刀具法D.自动控制法)等。3.产生变值系统误差的因素有(A.工艺系统几何误差B.工艺系统受力变形C.工艺系统热变形D.刀具磨损)。4.从误差分布曲线图中可以看出(A误差的分散范围B.误差的平均位置C.误差随时间变化的规律D.废品率的大小5.工艺系统的内部热源有()。A.切削热C.辐射热B.摩擦热D.环境温度6.主轴回转误差包括()。A.主轴径向圆跳动(径向跳动)B主轴轴向圆跳动(轴向窜动)C.主轴角度摆动D.主轴锥孔形状误差)。7车削端面时,影响端面平面度的因素有(A:主轴径向圆跳动(径向跳动)B.主轴轴向圆跳动(轴向窜动)C.横向导轨的直线度误差D.横向导轨与主轴回转轴线的垂直度误差8.在普通车床两顶尖上加工细长光轴,加工后发现有鼓形误差(中间部分直径大,两端部分直径小),其主要原因是()。A.刀架刚度不足B.工件刚度不足8
8 A.导轨工作时的受力变形 B.导轨工作时的热变形 C.导轨磨损 D.机床安装误差 17.采用静调整法加工外圆表面时,造成调整误差的主要因素有( )。 A.样件的制造误差 B.进给机构示值误差 C.刀具安装误差 D.对刀误差 18.当存在变值系统误差时,X 图上的点子将( )。 A.呈现随机性变化 B.呈现规律性变化 C.在中心线附近无规律波动 D.在控制限(线)附近无规律波动 19.普通车床纵向导轨在垂直面内直线度对加工精度中的圆柱度误差影响( )。 A.很大 B.特大 C.较小 D.等于零 20.为保证加工精度,在制订工艺规程选择机床时,主要应考虑( )。 A.机床的新旧程度 B.机床精度与工序要求相适应 C.机床的生产自动化水平 D.机床的成本 21.工件直接安放在立式钻床的工作台上,主轴进给钻孔,加工后发现孔中心线与定位平面不垂直, 其可能原因是( )。 A.钻床主轴径向跳动 B.钻床主轴轴向串动 C.钻床主轴套筒轴线与工作台面不垂直 D.钻床工作台面与导轨不垂直 22.工件以外圆表面在三爪卡盘上定位,车削内孔和端面,若三爪卡盘定位面与车床主轴回转轴线 不同轴将会造成( )。 A.被加工孔的圆度误差 B.被加工端面平面度误差 C.孔与端面的垂直度误差 D.被加工孔与外圆的同轴度误差 三、多项选择题(在每小题的四个备选答案中,选出二至四个正确的答案,并将正确答案的标号分 别填在题干的括号内。正确答案未选全或有选错的,该小题无分。) 1.加工精度包括( )。 A.尺寸精度 B.形状精度 C.位置精度 D.表面粗糙度 2.机械加工中,获得尺寸精度的方法有( )。 A.试切法 B.调整法 C.定尺寸刀具法 D.自动控制法 3.产生变值系统误差的因素有( )等。 A.工艺系统几何误差 B.工艺系统受力变形 C.工艺系统热变形 D.刀具磨损 4.从误差分布曲线图中可以看出( )。 A.误差的分散范围 B.误差的平均位置 C.误差随时间变化的规律 D.废品率的大小 5.工艺系统的内部热源有( )。 A.切削热 B.摩擦热 C.辐射热 D.环境温度 6.主轴回转误差包括( )。 A.主轴径向圆跳动(径向跳动) B.主轴轴向圆跳动(轴向窜动) C.主轴角度摆动 D.主轴锥孔形状误差 7.车削端面时,影响端面平面度的因素有( )。 A.主轴径向圆跳动(径向跳动) B.主轴轴向圆跳动(轴向窜动) C.横向导轨的直线度误差 D.横向导轨与主轴回转轴线的垂直度误差 8.在普通车床两顶尖上加工细长光轴,加工后发现有鼓形误差(中间部分直径大,两端部分直径 小),其主要原因是( )。 A.刀架刚度不足 B.工件刚度不足