(2) influence of the spindle error on machining accuracyDifferent rotational error of the spindle has different influence on themachiningaccuracy,eventhe samerotationalerrorhasdifferentinfluencewhenthe machining method is different,shown as Fig.3.5、3.6、3.7、3.8 and table3.1.巡造止室热形状·车出实师位置经于实品头(a)Turninginfluencedbyradial jump(b)Boring influencedby radial jumpmoviemovie
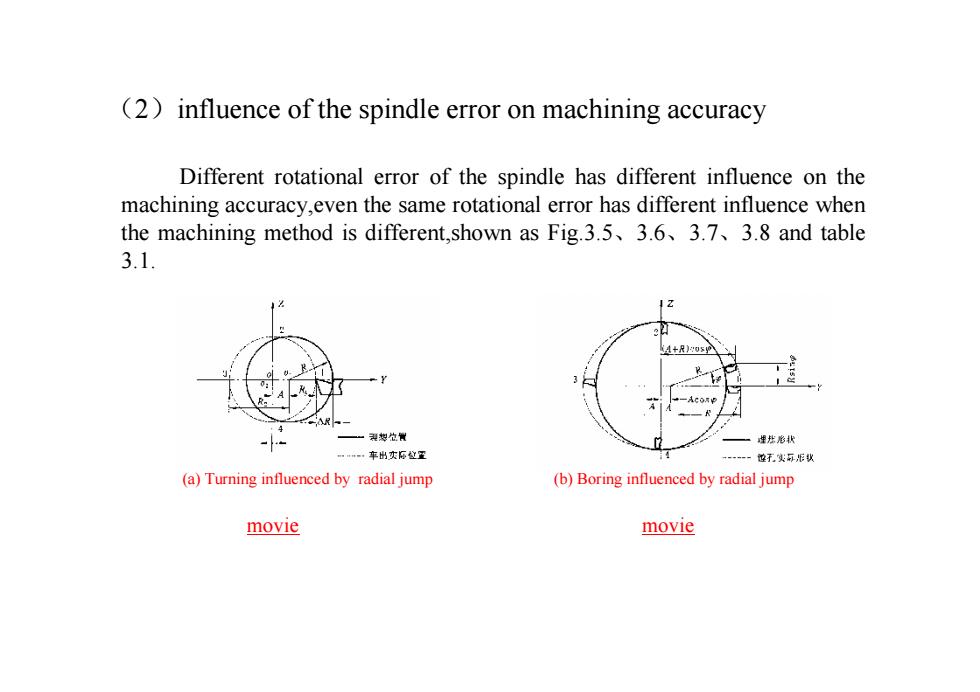
(2)influence of the spindle error on machining accuracy Different rotational error of the spindle has different influence on the machining accuracy,even the same rotational error has different influence when the machining method is different,shown as Fig.3.5、3.6、3.7、3.8 and table 3.1. movie movie (a) Turning influenced by radial jump (b) Boring influenced by radial jump
KBoringinfluencedbyAngularmovementerrorEndsurfaceinfluencedbyAngularmovemovieTableinfluenceofthespindleerroronthesurfacesunderdifferentmachiningmethod车床1车割主轴内转说差的基本彩式爱螺纹孔内、外园端纯检司联法影抗极小无影响国度洗差无彩南平面度误差半自度误荐尤影埔燃旭设荣七影响纯物向审动直度设养重直度议点纯角度钢动国排度误差影响极小嫁范误差国柱文误款平面度淡瓶
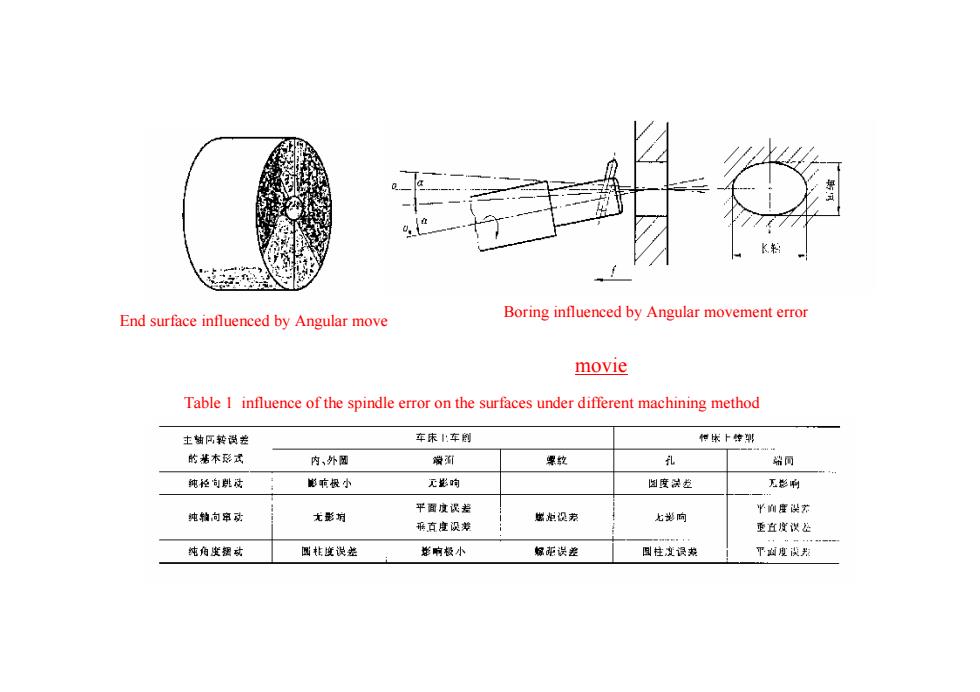
movie End surface influenced by Angular move Boring influenced by Angular movement error Table 1 influence of the spindle error on the surfaces under different machining method
3.2.2.2Error oftheguidewayThe guideway of the machine tool is themain reference datumfortherelativepositionand motionof themaincomponentswiththeothercomponents.Itwillinfluencethemachiningaccuracydirectly(1)linear error in the vertical plane movieThe linear error in the vertical plane of the guideway on a horizontal lathe or externalcylindrical grinding machine can be omitted because the error is in the non-sensitive directionwhich is △R/ 2R.But for plane grinding machine or gantry planer, the errorwill directlyreflectontheworkpiece.五城(b)Fig.3.9 The linear error of the guideway
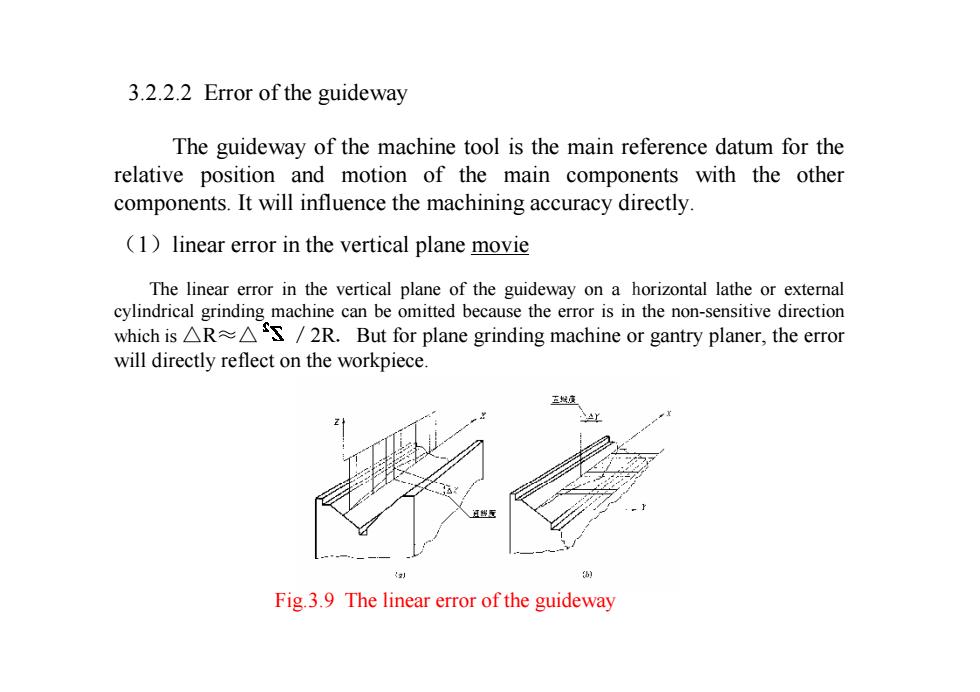
3.2.2.2 Error of the guideway The guideway of the machine tool is the main reference datum for the relative position and motion of the main components with the other components. It will influence the machining accuracy directly. (1)linear error in the vertical plane movie The linear error in the vertical plane of the guideway on a horizontal lathe or external cylindrical grinding machine can be omitted because the error is in the non-sensitive direction which is △R≈△ /2R. But for plane grinding machine or gantry planer, the error will directly reflect on the workpiece. Fig.3.9 The linear error of the guideway
(2) linear error in horizontal planeForahorizontal lathe,the linear errorinhorizontal planeis in thesensitive direction, shown as Fig.3.9(b),which will cause a cylindricashape error R=Y on the workpiece.But for plane grindingmachine,vertical lathe and planer,the error can be ignored,as it is inthenon-sensitivedirection
(2)linear error in horizontal plane For a horizontal lathe,the linear error in horizontal plane is in the sensitive direction, shown as Fig.3.9(b) ,which will cause a cylindrical shape error △R=△Y on the workpiece. But for plane grinding machine ,vertical lathe and planer, the error can be ignored, as it is in the non-sensitive direction
(3) parallel error between the guidewaysThe parallel error (twisted) between the guideways will cause theshapeerror onthe workpiece ifahorizontal lathe is used.If theparallelerror in the section of the cutting tool pass is △ Z, the radial error ontheworkpieceis:△R~△Y=△Z·H/BNormallyforlatheH/B2/3,forexternal grindingmachine,H/Bl, Therefore, it can not be ignored.movieFig.3.10theparallel errorbetweentheguideways
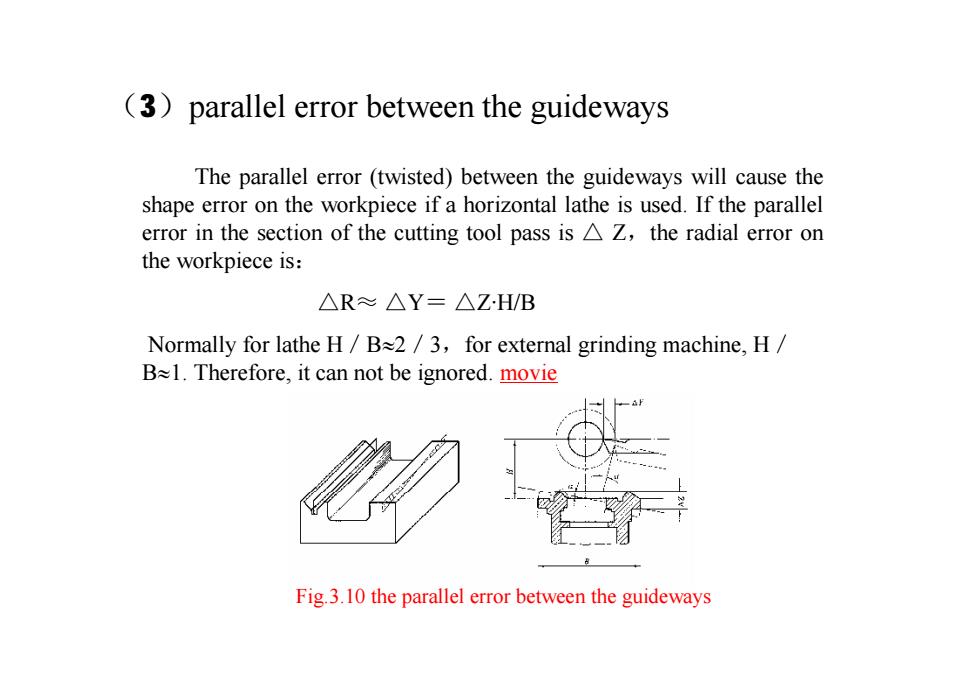
(3)parallel error between the guideways The parallel error (twisted) between the guideways will cause the shape error on the workpiece if a horizontal lathe is used. If the parallel error in the section of the cutting tool pass is △ Z,the radial error on the workpiece is: △R≈ △Y= △Z·H/B Normally for lathe H/B»2/3,for external grinding machine, H/ B»1. Therefore, it can not be ignored. movie Fig.3.10 the parallel error between the guideways