1. 运行 Shop Flor Design 设计生产场地Shop Floor Design 模块是整个系统的基础,用于分析和设计生产场地的布局,以抽象的图形块表示实际系统中需要使用的各个设备,在此需1)绘制生产场地绘制conveyor外形,尺寸不必太大约占绘图区的四分之一即可:在conveyor上根据工工位(Station)位置,此实验中放五个工位,分别对应于上载下载工件(工位作需要添加1)、车削单元(工位2)、铣削单元(工位 3)、监视器(工位4)、延时等待(工位 5)。在 Conveyor附近的适当位置依次添加Lathe、Miler、Robot、AS/RS、Clock、Code-tag对应的图标;绘制AGV运行路线:在AGV路线上添加CMM、Robot图标。最后的生产场地布局如图2:OCOOOO20图2生产场地布局2)调整各图标的相互位置,保证Robot的“可达性”除目测外可用软件中View/RobotReach菜单选项查看详情:见图3。图3View/Robot Reach3)用View/TransportNetwork菜单选项,可浏览工件在整个系统中物流传输网络,见图4。若发现在绘图环境下有的设备没有按照你设想的与其它设备相关联,可以到绘图环境下调整位置到合格;5-
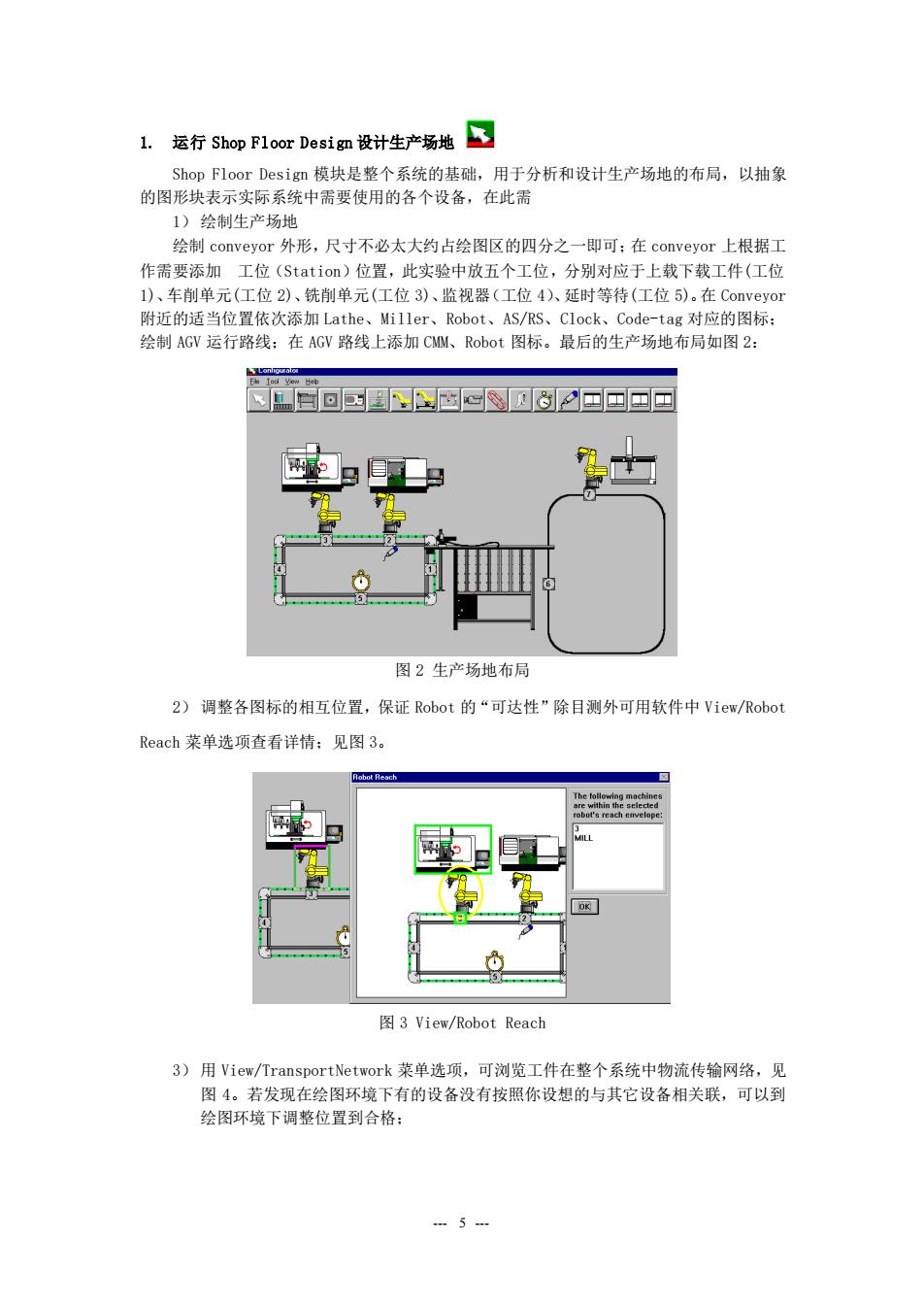
- 5 - 1. 运行 Shop Floor Design 设计生产场地 Shop Floor Design 模块是整个系统的基础,用于分析和设计生产场地的布局,以抽象 的图形块表示实际系统中需要使用的各个设备,在此需 1) 绘制生产场地 绘制 conveyor 外形,尺寸不必太大约占绘图区的四分之一即可;在 conveyor 上根据工 作需要添加 工位(Station)位置,此实验中放五个工位,分别对应于上载下载工件(工位 1)、车削单元(工位 2)、铣削单元(工位 3)、监视器(工位 4)、延时等待(工位 5)。在 Conveyor 附近的适当位置依次添加 Lathe、Miller、Robot、AS/RS、Clock、Code-tag 对应的图标; 绘制 AGV 运行路线;在 AGV 路线上添加 CMM、Robot 图标。最后的生产场地布局如图 2: 图 2 生产场地布局 2) 调整各图标的相互位置,保证 Robot 的“可达性”除目测外可用软件中 View/Robot Reach 菜单选项查看详情;见图 3。 图 3 View/Robot Reach 3) 用 View/TransportNetwork 菜单选项,可浏览工件在整个系统中物流传输网络,见 图 4。若发现在绘图环境下有的设备没有按照你设想的与其它设备相关联,可以到 绘图环境下调整位置到合格;
Stanion2DELAYRROBOT2LATHECMM图4View/ransportNetwork4)用View/CellStructure菜单选项对生产场地中的设备进行控制分配,见图5。车、铣单元和传送带均由Cel1计算机控制,AGV、CODETAG、AS/RS、CMM单元由Host控制,在相应的"Supervisingcomputer:"文本框中输入控制计算机名Cell或Host;DELAY则不需更改Cell ConfiguratioLCell DetailCell NameCSNSCODETAGaddOK图5View/CeliStructure5)检查确认无误后,输入文件名(文件名以实验组名为标识)以系统默认的路径存盘每一步都必须按要求做,否则,将对以后的工作产生极大的影响。存盘后,生成后缀为*.sfl,*.cel,*.net三类文件。运行 Process Planner 进行过程规划此模块只是一个记录工具,用于描述生产的零件。此处仅需在Part Name 对话框中输入一个零件名称(名称按组名,如part_1)即可,见图6。系统提供了优化分类模块对所需加工的零件根据外形归类成组,可以不使用,对后续的加工和整个系统的运行不会产生任何影响。存盘生成*.pp后缀的文件。6:
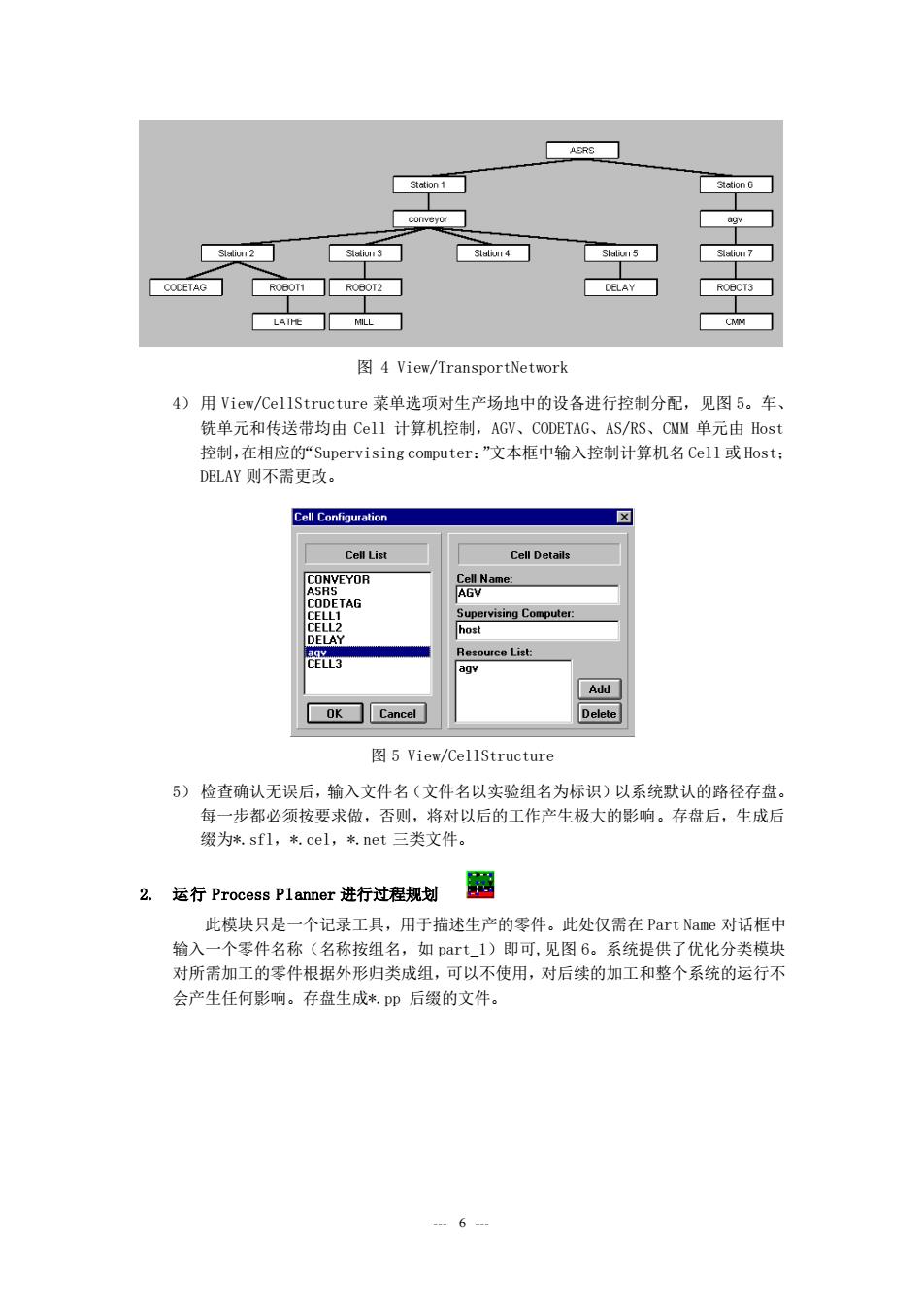
- 6 - 图 4 View/TransportNetwork 4) 用 View/CellStructure 菜单选项对生产场地中的设备进行控制分配,见图 5。车、 铣单元和传送带均由 Cell 计算机控制,AGV、CODETAG、AS/RS、CMM 单元由 Host 控制,在相应的“Supervising computer:”文本框中输入控制计算机名 Cell 或 Host; DELAY 则不需更改。 图 5 View/CellStructure 5) 检查确认无误后,输入文件名(文件名以实验组名为标识)以系统默认的路径存盘。 每一步都必须按要求做,否则,将对以后的工作产生极大的影响。存盘后,生成后 缀为*.sfl,*.cel,*.net 三类文件。 2. 运行 Process Planner 进行过程规划 此模块只是一个记录工具,用于描述生产的零件。此处仅需在 Part Name 对话框中 输入一个零件名称(名称按组名,如 part_1)即可,见图 6。系统提供了优化分类模块 对所需加工的零件根据外形归类成组,可以不使用,对后续的加工和整个系统的运行不 会产生任何影响。存盘生成*.pp 后缀的文件
CcodeC MCnoia Do图6Process Planner运行 Route Planer 进行路径规划1)要创建一条路径,用户必须通过按下Load Process Plan和 Load Shop Floor菜单选项或按钮来加载一个场地设置和一个工艺过程规划。通过鼠标点选物流的路径,此实验路径如下:AS/RS、Conveyor上的Stationl、Codetag、车削单元,镜削单元,Station4、Clock、AS/RS、AGV、CMM单元、AGV、AS/RS。使用GRAPH图标查看所选路径,并可从右边的LIST框中查看设备情况,若有不完备的设备可通过DELETE、INSTERT进行更改,直到满意。见图7。使用View/TheBillof Processes对每一个Cel1中的细节进行修改,当每选中一个Process后系统会有特征对话框提供修改界面,此实验需修改:(1)LoadStation1fromASRS项的Instruction文本框中输入改为1FROM**(添加零件名称,与在ProcessPlanner中输入的零件名称相同,如part1)TO CONVEYOR。(2)CodeTagInspection项的Instruction文本框中输入改为30*(按托盘的实际标识名称更改,如pallet)。(3)车削单元的Load/Process/Unload Sequencefor LATHE 项的 Instruction文本框中输入:*.seg(文件名称按组名,如partl.seq)。(4)铣削单元的Load/Process/Unload Sequence for MILL项的Instruction文本框中输入:*.seq(文件名称按组名,如mpartl.seq)。(5)将 AGV 的 AGV moving part #PART# to Station7 和 AGV moving part #PART#to Station6 的 Instruction 文本框中分别改为 12、2 1以表示两次不同的位置。(6)CMM单元的Load/Process/Unload Sequencefor CMM项的Instruction文本框同车铣单元一样加入*seg(文件名称按组名,如part1.seg)(7)LoadingASRSfromstation6项的Instruction文本框中输入改为1FROMAGVTO*(添加零件名称,与在Process Planner中输入的零件名称相司,如part1)。(8)在资源管理器中找到某个*seg修改,修改后存为相应的*。seg(文件名称按组名,如lpart1l.seg,mpartl.seq,partl.seq)。同样方式修改*。tap文件,存储文件名称按组名,如lpart1.tap,mpartl.tap。将lpart?.Seg以及Ipart?.tap存储到CELL单元微机的c:cimlcelll目录下,将7
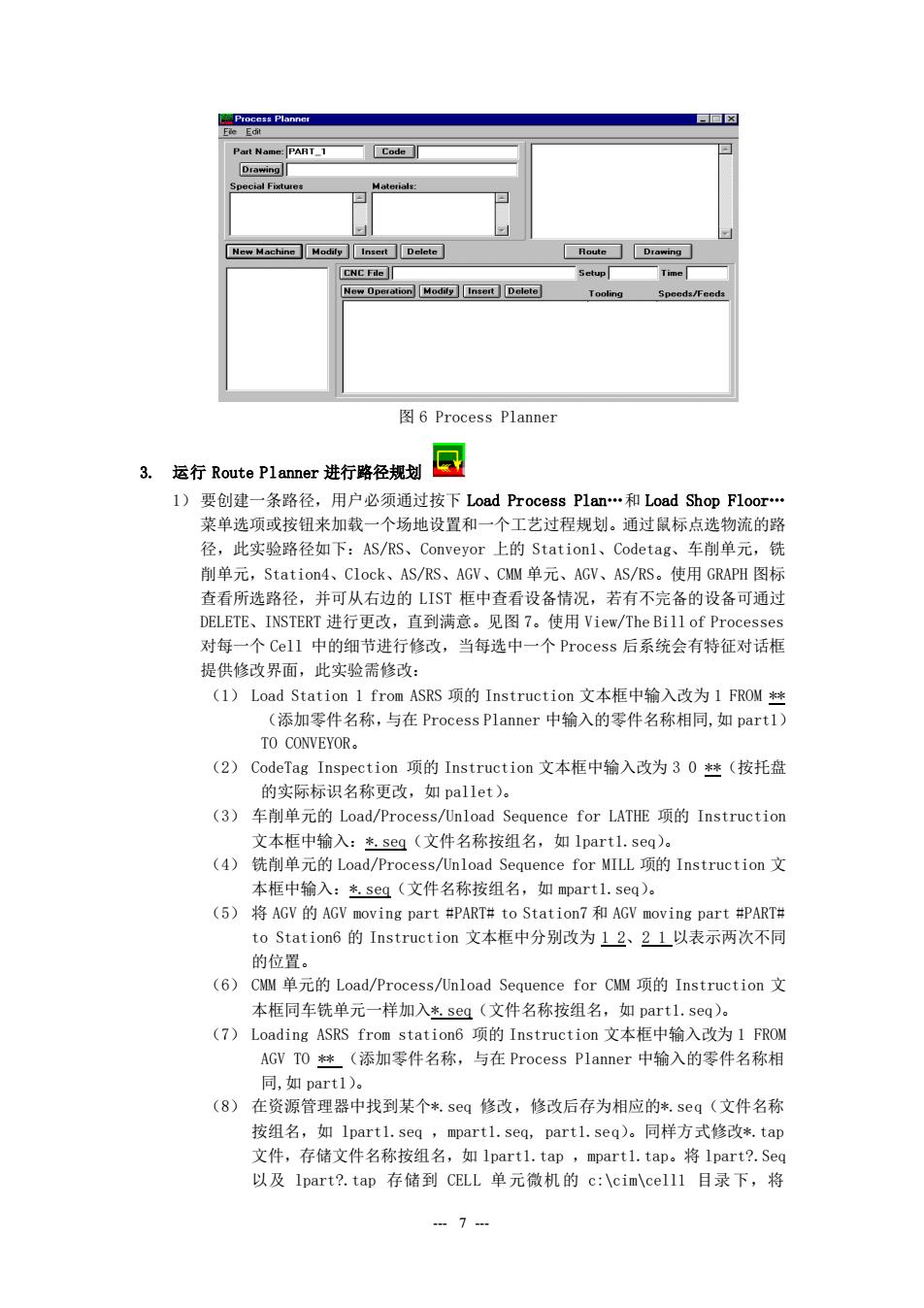
- 7 - 图 6 Process Planner 3. 运行 Route Planner 进行路径规划 1) 要创建一条路径,用户必须通过按下 Load Process Plan.和 Load Shop Floor. 菜单选项或按钮来加载一个场地设置和一个工艺过程规划。通过鼠标点选物流的路 径,此实验路径如下:AS/RS、Conveyor 上的 Station1、Codetag、车削单元,铣 削单元,Station4、Clock、AS/RS、AGV、CMM 单元、AGV、AS/RS。使用 GRAPH 图标 查看所选路径,并可从右边的 LIST 框中查看设备情况,若有不完备的设备可通过 DELETE、INSTERT 进行更改,直到满意。见图 7。使用 View/The Bill of Processes 对每一个 Cell 中的细节进行修改,当每选中一个 Process 后系统会有特征对话框 提供修改界面,此实验需修改: (1) Load Station 1 from ASRS 项的 Instruction 文本框中输入改为 1 FROM ** (添加零件名称,与在 Process Planner 中输入的零件名称相同,如 part1) TO CONVEYOR。 (2) CodeTag Inspection 项的 Instruction 文本框中输入改为 3 0 **(按托盘 的实际标识名称更改,如 pallet)。 (3) 车削单元的 Load/Process/Unload Sequence for LATHE 项的 Instruction 文本框中输入:*.seq(文件名称按组名,如 lpart1.seq)。 (4) 铣削单元的 Load/Process/Unload Sequence for MILL 项的 Instruction 文 本框中输入:*.seq(文件名称按组名,如 mpart1.seq)。 (5) 将 AGV 的 AGV moving part #PART# to Station7 和 AGV moving part #PART# to Station6 的 Instruction 文本框中分别改为 1 2、2 1 以表示两次不同 的位置。 (6) CMM 单元的 Load/Process/Unload Sequence for CMM 项的 Instruction 文 本框同车铣单元一样加入*.seq(文件名称按组名,如 part1.seq)。 (7) Loading ASRS from station6 项的 Instruction 文本框中输入改为 1 FROM AGV TO ** (添加零件名称,与在 Process Planner 中输入的零件名称相 同,如 part1)。 (8) 在资源管理器中找到某个*.seq 修改,修改后存为相应的*.seq(文件名称 按组名,如 lpart1.seq ,mpart1.seq, part1.seq)。同样方式修改*.tap 文件,存储文件名称按组名,如 lpart1.tap ,mpart1.tap。将 lpart?.Seq 以及 lpart?.tap 存储到 CELL 单元微机的 c:\cim\cell1 目录下,将
mpart?.Seg以及mpart?.tap存储到CELL单元微机的c:lcimcel12目录下。将part?.Seq存储到HOST主机的c:Icimlcel13目录下。见图8。也可将lpart?.fnl车数控程序,mpart?.fnc 铣数控程序拷贝到以上的相应目录下以备加工时使用。060007071HDene图7View/Graph查看路径连接例1king.seg文件(部分)【注:实验时,用save as菜单选项存文件为所需文件名如part?.seq。可调用mking.seq经改动,存为mpart?.seq。调用king.seq经改动,存为part?.seq。】MACHINE NUMBER COMMAND NUMBER COMMAND PARAMETERLoad/Unload Lathe (Part1)22015Cking.ta+修改成lpart?.tap【注:part?.seq的修改:调king.seq文件,将king改为part?,另存即可。1例1king.tap文件【注:实验时,用saveas菜单选项存文件为所需名如lpart?.tap】$smachine from (king.fnD→修改成lpart?.fnl图8举例说明文件的修改2)在单调成功后,用上述方法,用本组的场地分别再做3个不同零件的加工路径。E4。运行 Scheduler 进行调度,合理安排系统加工
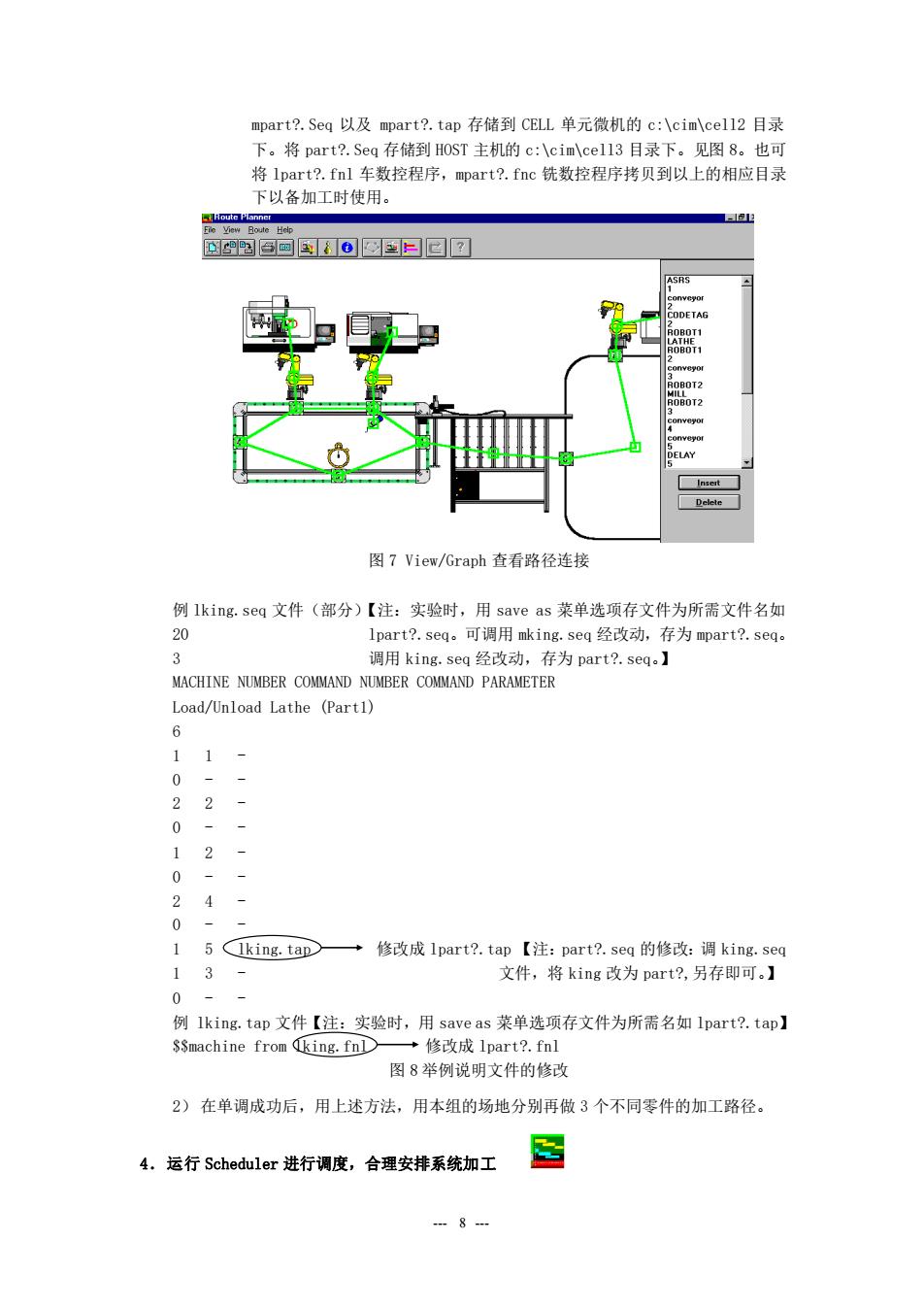
- 8 - mpart?.Seq 以及 mpart?.tap 存储到 CELL 单元微机的 c:\cim\cell2 目录 下。将 part?.Seq 存储到 HOST 主机的 c:\cim\cell3 目录下。见图 8。也可 将 lpart?.fnl 车数控程序,mpart?.fnc 铣数控程序拷贝到以上的相应目录 下以备加工时使用。 图 7 View/Graph 查看路径连接 例 lking.seq 文件(部分)【注:实验时,用 save as 菜单选项存文件为所需文件名如 20 lpart?.seq。可调用 mking.seq 经改动,存为 mpart?.seq。 3 调用 king.seq 经改动,存为 part?.seq。】 MACHINE NUMBER COMMAND NUMBER COMMAND PARAMETER Load/Unload Lathe (Part1) 6 1 1 - 0 - - 2 2 - 0 - - 1 2 - 0 - - 2 4 - 0 - - 1 5 lking.tap 修改成 lpart?.tap 【注:part?.seq 的修改:调 king.seq 1 3 - 文件,将 king 改为 part?,另存即可。】 0 - - 例 lking.tap 文件【注:实验时,用 save as 菜单选项存文件为所需名如 lpart?.tap】 $$machine from lking.fnl 修改成 lpart?.fnl 图 8 举例说明文件的修改 2) 在单调成功后,用上述方法,用本组的场地分别再做 3 个不同零件的加工路径。 4.运行 Scheduler 进行调度,合理安排系统加工
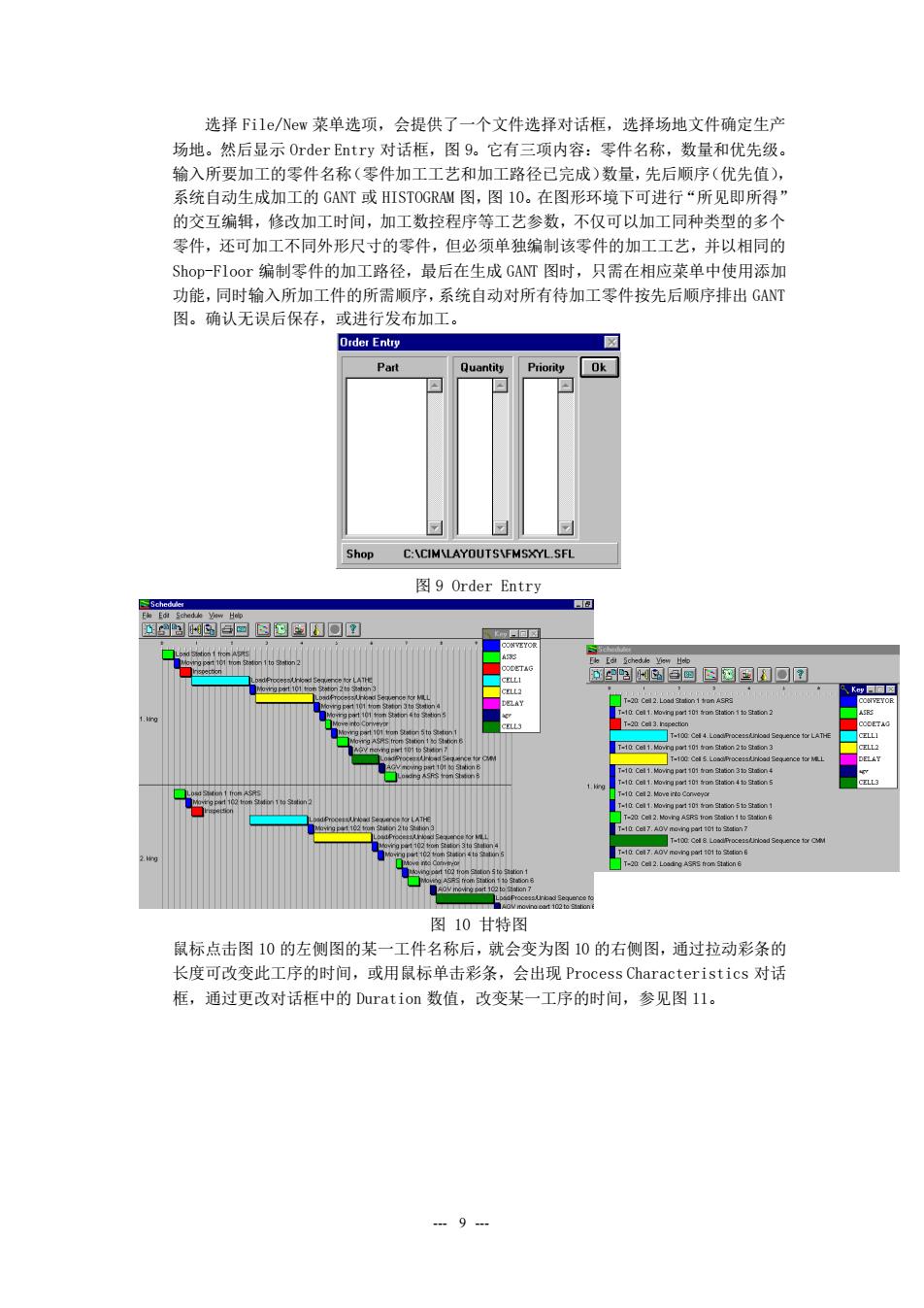
选择File/New菜单选项,会提供了一个文件选择对话框,选择场地文件确定生产场地。然后显示OrderEntry对话框,图9。它有三项内容:零件名称,数量和优先级。输入所要加工的零件名称(零件加工工艺和加工路径已完成)数量,先后顺序(优先值),系统自动生成加工的GANT或HISTOGRAM图,图10。在图形环境下可进行“所见即所得”的交互编辑,修改加工时间,加工数控程序等工艺参数,不仅可以加工同种类型的多个零件,还可加工不同外形尺寸的零件,但必须单独编制该零件的加工工艺,并以相同的Shop-Floor编制零件的加工路径,最后在生成GANT图时,只需在相应菜单中使用添加功能,同时输入所加工件的所需顺序,系统自动对所有待加工零件按先后顺序排出GANT图。确认无误后保存,或进行发布加工Order EntryPartQuantyPiority okShopC:ACIMALAYOUTSIFMSXYL.SFL图9OrderEntryA0600000ONa1ito8657000000E图10甘特图鼠标点击图10的左侧图的某一工件名称后,就会变为图10的右侧图,通过拉动彩条的长度可改变此工序的时间,或用鼠标单击彩条,会出现Process Characteristics 对话框,通过更改对话框中的Duration数值,改变某一工序的时间,参见图11
- 9 - 选择 File/New 菜单选项,会提供了一个文件选择对话框,选择场地文件确定生产 场地。然后显示 Order Entry 对话框,图 9。它有三项内容:零件名称,数量和优先级。 输入所要加工的零件名称(零件加工工艺和加工路径已完成)数量,先后顺序(优先值), 系统自动生成加工的 GANT 或 HISTOGRAM 图,图 10。在图形环境下可进行“所见即所得” 的交互编辑,修改加工时间,加工数控程序等工艺参数,不仅可以加工同种类型的多个 零件,还可加工不同外形尺寸的零件,但必须单独编制该零件的加工工艺,并以相同的 Shop-Floor 编制零件的加工路径,最后在生成 GANT 图时,只需在相应菜单中使用添加 功能,同时输入所加工件的所需顺序,系统自动对所有待加工零件按先后顺序排出 GANT 图。确认无误后保存,或进行发布加工。 图 9 Order Entry 图 10 甘特图 鼠标点击图 10 的左侧图的某一工件名称后,就会变为图 10 的右侧图,通过拉动彩条的 长度可改变此工序的时间,或用鼠标单击彩条,会出现 Process Characteristics 对话 框,通过更改对话框中的 Duration 数值,改变某一工序的时间,参见图 11