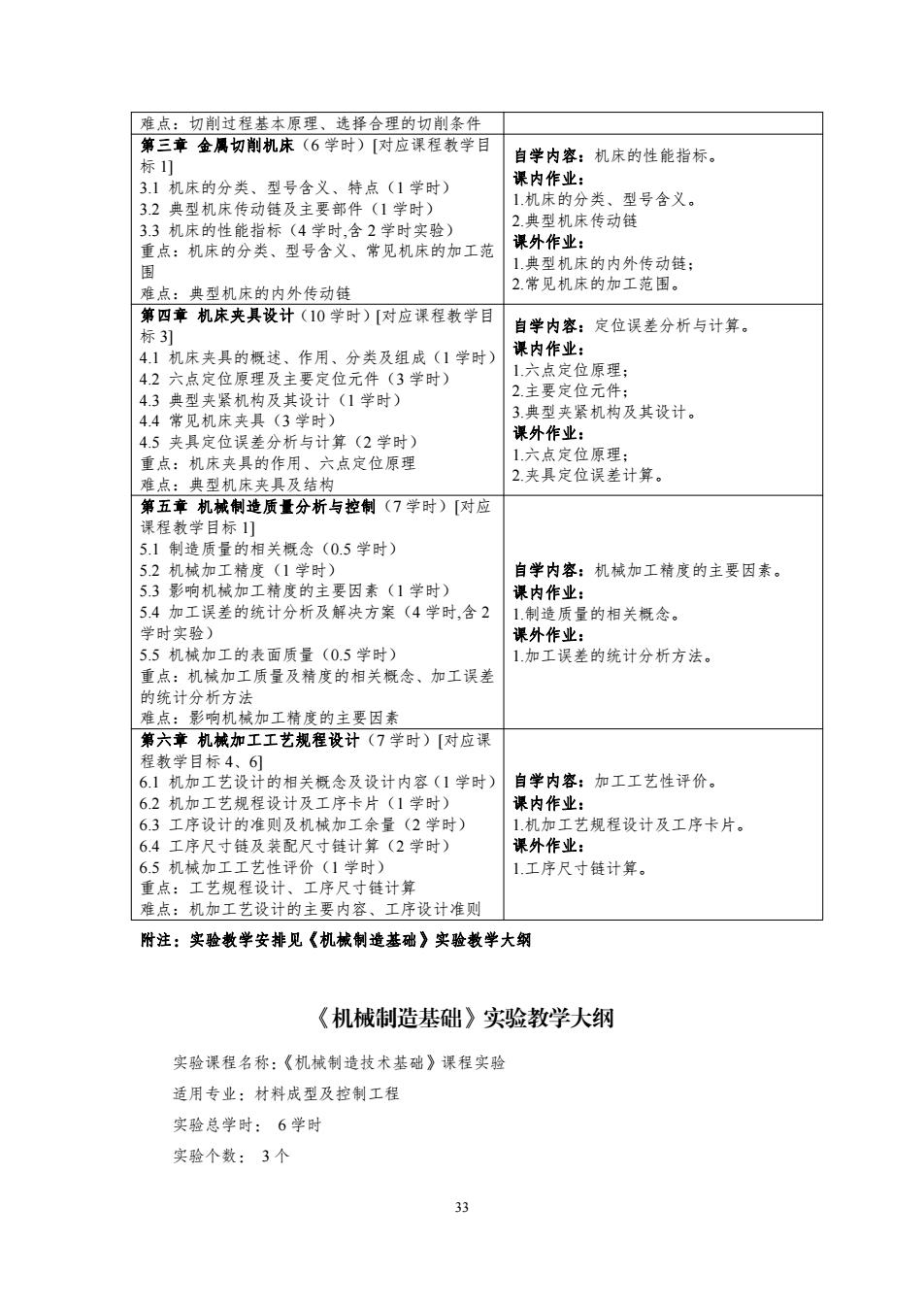
难点:切削过程基本原理、选择合理的切削条件 第三章金属切削机床(6学时)[对应课程教学目 自学内容:机床的性能指标。 标1] 3.1机床的分类、型号含义、特点(1学时) 课内作业: 3.2典型机床传动链及主要部件(1学时) 1机床的分类、型号含义。 3.3机床的性能指标(4学时,含2学时实验) 2.典型机床传动链 重点:机床的分类、型号含义、常见机床的加工范 课外作业: 1.典型机床的内外传动链: 难点:典型机床的内外传动链 2.常见机床的加工范围。 第四章机床夹具设计(10学时)[对应课程教学目 自学内容:定位误差分析与计算。 标3] 4.1机床夹具的概述、作用、分类及组成(1学时) 课内作业: 4.2六点定位原理及主要定位元件(3学时) 1六点定位原理: 4.3典型夹紧机构及其设计(1学时) 2.主要定位元件: 4.4常见机床夹具(3学时) 3.典型夹紧机构及其设计。 4.5夹具定位误差分析与计算(2学时) 课外作业: 重点:机床夹具的作用、六点定位原理 1六点定位原理; 难点:典型机床夹具及结构 2.夹具定位误差计算。 第五章机械制造质量分析与控制(7学时)[对应 课程教学目标1] 5.1制造质量的相关概念(0.5学时) 5.2机械加工精度(1学时) 自学内容:机械加工精度的主要因素。 5.3影响机械加工精度的主要因素(1学时) 课内作业: 5.4加工误差的统计分析及解决方案(4学时,含2 1.制造质量的相关概念。 学时实验) 课外作业: 5.5机械加工的表面质量(0.5学时) 1.加工误差的统计分析方法。 重点:机械加工质量及精度的相关概念、加工误差 的统计分析方法 难点:影响机械加工精度的主要因素 第六章机械加工工艺规程设计(7学时)「[对应课 程教学目标4、6] 6.1机加工艺设计的相关概念及设计内容(1学时) 自学内容:加工工艺性评价。 6.2机加工艺规程设计及工序卡片(1学时) 课内作业: 6.3工序设计的准则及机械加工余量(2学时) 1机加工艺规程设计及工序卡片。 6.4工序尺寸链及装配尺寸链计算(2学时) 课外作业: 6.5机械加工工艺性评价(1学时) 1工序尺寸链计算。 重点:工艺规程设计、工序尺寸链计算 难点:机加工艺设计的主要内容、工序设计准则 附注:实验教学安排见《机械制造基础》实验教学大纲 《机械制造基础》实验教学大纲 实验课程名称:《机械制造技术基础》课程实验 适用专业:材料成型及控制工程 实验总学时:6学时 实验个数:3个 33
33 难点:切削过程基本原理、选择合理的切削条件 第三章 金属切削机床(6 学时)[对应课程教学目 标 1] 3.1 机床的分类、型号含义、特点(1 学时) 3.2 典型机床传动链及主要部件(1 学时) 3.3 机床的性能指标(4 学时,含 2 学时实验) 重点:机床的分类、型号含义、常见机床的加工范 围 难点:典型机床的内外传动链 自学内容:机床的性能指标。 课内作业: 1.机床的分类、型号含义。 2.典型机床传动链 课外作业: 1.典型机床的内外传动链; 2.常见机床的加工范围。 第四章 机床夹具设计(10 学时)[对应课程教学目 标 3] 4.1 机床夹具的概述、作用、分类及组成(1 学时) 4.2 六点定位原理及主要定位元件(3 学时) 4.3 典型夹紧机构及其设计(1 学时) 4.4 常见机床夹具(3 学时) 4.5 夹具定位误差分析与计算(2 学时) 重点:机床夹具的作用、六点定位原理 难点:典型机床夹具及结构 自学内容:定位误差分析与计算。 课内作业: 1.六点定位原理; 2.主要定位元件; 3.典型夹紧机构及其设计。 课外作业: 1.六点定位原理; 2.夹具定位误差计算。 第五章 机械制造质量分析与控制(7 学时)[对应 课程教学目标 1] 5.1 制造质量的相关概念(0.5 学时) 5.2 机械加工精度(1 学时) 5.3 影响机械加工精度的主要因素(1 学时) 5.4 加工误差的统计分析及解决方案(4 学时,含 2 学时实验) 5.5 机械加工的表面质量(0.5 学时) 重点:机械加工质量及精度的相关概念、加工误差 的统计分析方法 难点:影响机械加工精度的主要因素 自学内容:机械加工精度的主要因素。 课内作业: 1.制造质量的相关概念。 课外作业: 1.加工误差的统计分析方法。 第六章 机械加工工艺规程设计(7 学时)[对应课 程教学目标 4、6] 6.1 机加工艺设计的相关概念及设计内容(1 学时) 6.2 机加工艺规程设计及工序卡片(1 学时) 6.3 工序设计的准则及机械加工余量(2 学时) 6.4 工序尺寸链及装配尺寸链计算(2 学时) 6.5 机械加工工艺性评价(1 学时) 重点:工艺规程设计、工序尺寸链计算 难点:机加工艺设计的主要内容、工序设计准则 自学内容:加工工艺性评价。 课内作业: 1.机加工艺规程设计及工序卡片。 课外作业: 1.工序尺寸链计算。 附注:实验教学安排见《机械制造基础》实验教学大纲 《机械制造基础》实验教学大纲 实验课程名称:《机械制造技术基础》课程实验 适用专业:材料成型及控制工程 实验总学时: 6 学时 实验个数: 3 个
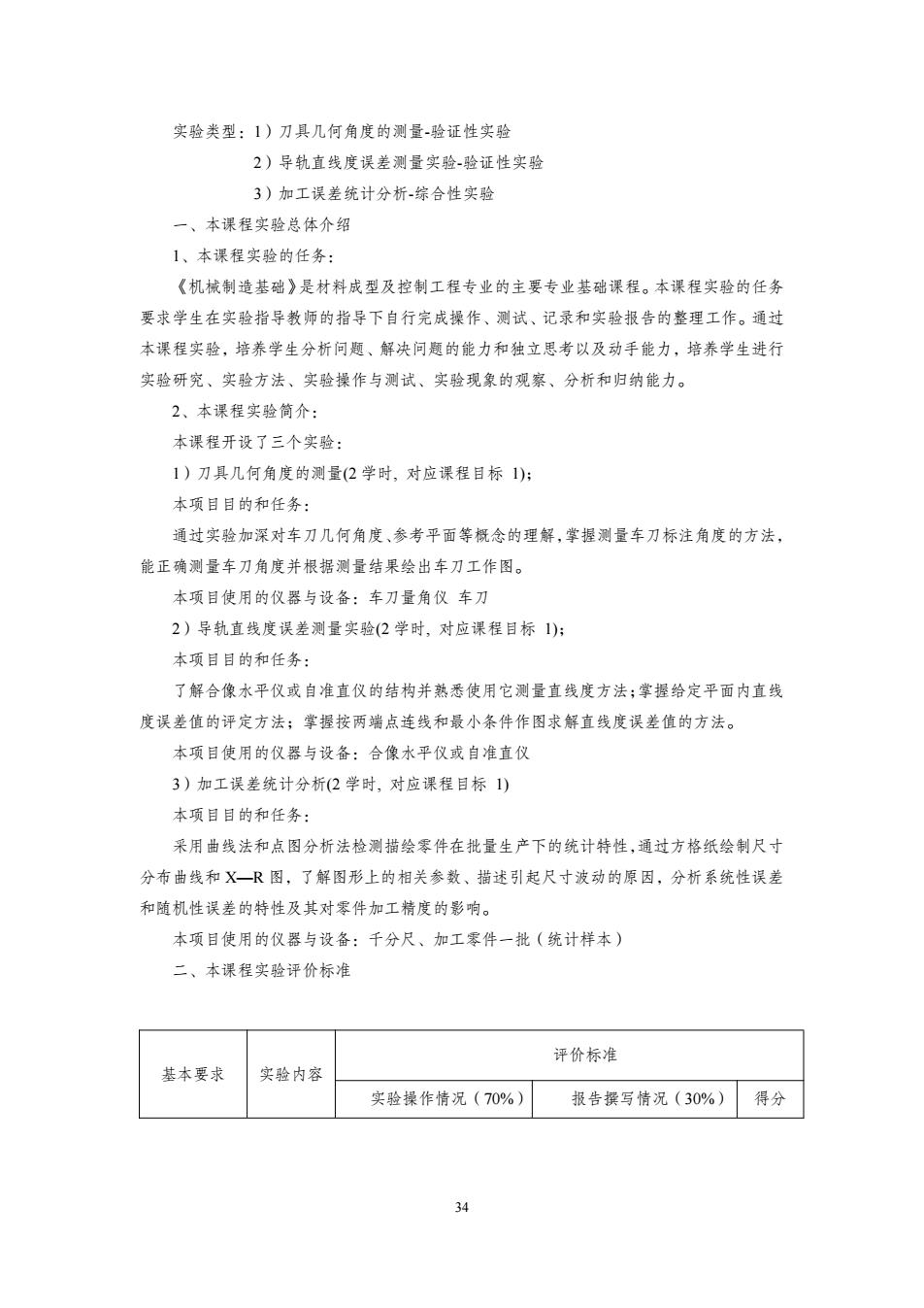
实验类型:1)刀具几何角度的测量-验证性实验 2)导轨直线度误差测量实验-验证性实验 3)加工误差统计分析-综合性实验 一、本课程实验总体介绍 1、本课程实验的任务: 《机械制造基础》是材料成型及控制工程专业的主要专业基础课程。本课程实验的任务 要求学生在实验指导教师的指导下自行完成操作、测试、记录和实验报告的整理工作。通过 本课程实验,培养学生分析问题、解决问题的能力和独立思考以及动手能力,培养学生进行 实验研究、实验方法、实验操作与测试、实验现象的观察、分析和归纳能力。 2、本课程实验简介: 本课程开设了三个实验: 1)刀具几何角度的测量(2学时,对应课程目标1): 本项目目的和任务: 通过实验加深对车刀几何角度、参考平面等概念的理解,掌握测量车刀标注角度的方法, 能正确测量车刀角度并根据测量结果绘出车刀工作图。 本项目使用的仪器与设备:车刀量角仪车刀 2)导轨直线度误差测量实验(2学时,对应课程目标1): 本项目目的和任务: 了解合像水平仪或自准直仪的结构并熟悉使用它测量直线度方法:掌握给定平面内直线 度误差值的评定方法;掌握按两端点连线和最小条件作图求解直线度误差值的方法。 本项目使用的仪器与设备:合像水平仪或自准直仪 3)加工误差统计分析(2学时,对应课程目标1) 本项目目的和任务: 采用曲线法和点图分析法检测描绘零件在批量生产下的统计特性,通过方格纸绘制尺寸 分布曲线和X一R图,了解图形上的相关参数、描述引起尺寸波动的原因,分析系统性误差 和随机性误差的特性及其对零件加工精度的影响。 本项目使用的仪器与设备:千分尺、加工零件一批(统计样本) 二、本课程实验评价标准 评价标准 基本要求 实验内容 实验操作情况(70%)》 报告撰写情况(30%) 得分 34
34 实验类型:1)刀具几何角度的测量-验证性实验 2)导轨直线度误差测量实验-验证性实验 3)加工误差统计分析-综合性实验 一、本课程实验总体介绍 1、本课程实验的任务: 《机械制造基础》是材料成型及控制工程专业的主要专业基础课程。本课程实验的任务 要求学生在实验指导教师的指导下自行完成操作、测试、记录和实验报告的整理工作。通过 本课程实验,培养学生分析问题、解决问题的能力和独立思考以及动手能力,培养学生进行 实验研究、实验方法、实验操作与测试、实验现象的观察、分析和归纳能力。 2、本课程实验简介: 本课程开设了三个实验: 1)刀具几何角度的测量(2 学时, 对应课程目标 1); 本项目目的和任务: 通过实验加深对车刀几何角度、参考平面等概念的理解,掌握测量车刀标注角度的方法, 能正确测量车刀角度并根据测量结果绘出车刀工作图。 本项目使用的仪器与设备:车刀量角仪 车刀 2)导轨直线度误差测量实验(2 学时, 对应课程目标 1); 本项目目的和任务: 了解合像水平仪或自准直仪的结构并熟悉使用它测量直线度方法;掌握给定平面内直线 度误差值的评定方法;掌握按两端点连线和最小条件作图求解直线度误差值的方法。 本项目使用的仪器与设备:合像水平仪或自准直仪 3)加工误差统计分析(2 学时, 对应课程目标 1) 本项目目的和任务: 采用曲线法和点图分析法检测描绘零件在批量生产下的统计特性,通过方格纸绘制尺寸 分布曲线和 X—R 图,了解图形上的相关参数、描述引起尺寸波动的原因,分析系统性误差 和随机性误差的特性及其对零件加工精度的影响。 本项目使用的仪器与设备:千分尺、加工零件一批(统计样本) 二、本课程实验评价标准 基本要求 实验内容 评价标准 实验操作情况(70%) 报告撰写情况(30%) 得分
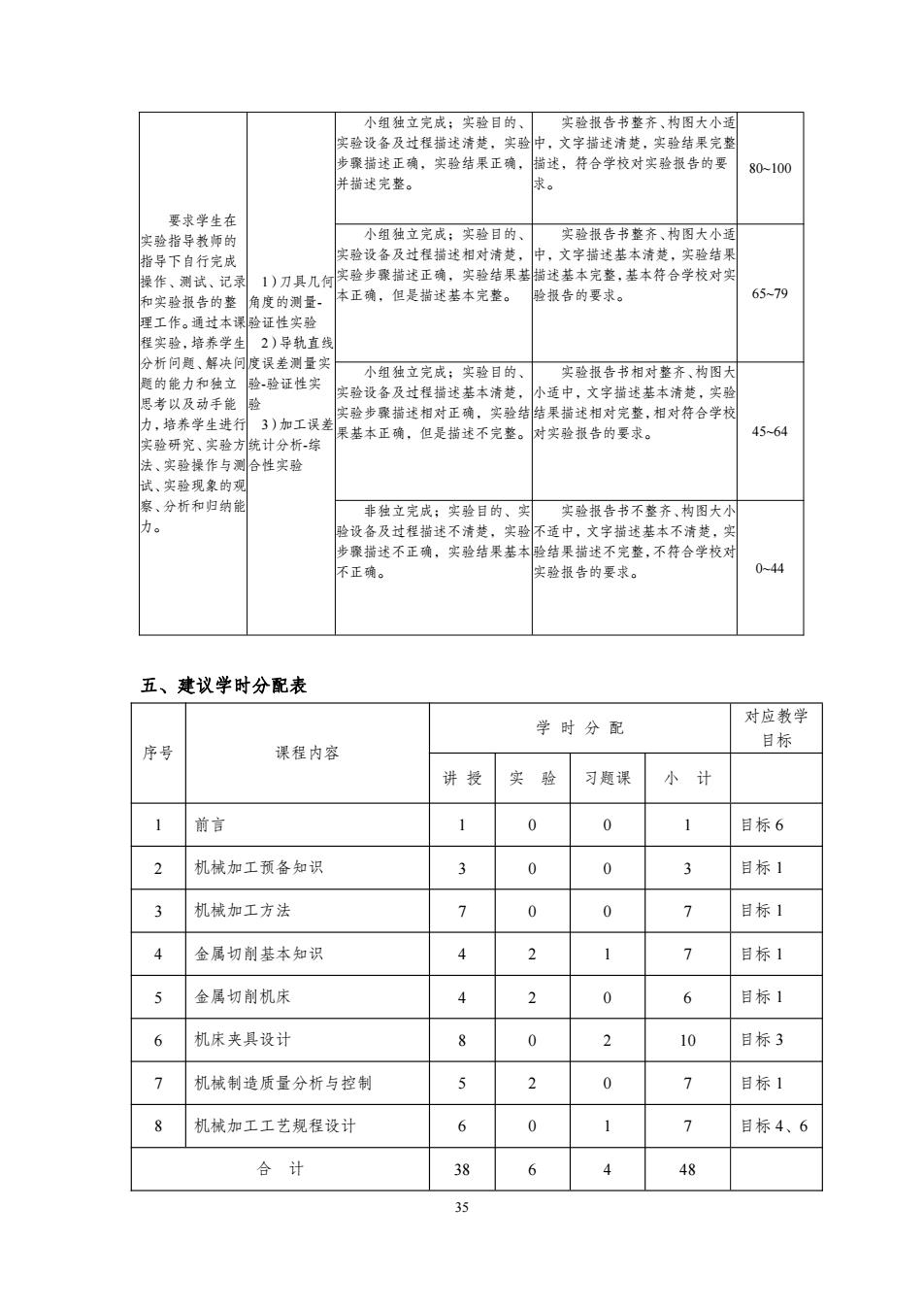
小组独立完成:实验目的、 实验报告书整齐、构图大小适 实验设备及过程描述清楚,实验中,文字描述清楚,实验结果完整 步骤描述正确,实验结果正确, 描述,符合学校对实验报告的要 80-100 并描述完整。 求。 要求学生在 实验指导教师的 小组独立完成:实验目的、 实验报告书整齐、构图大小适 指导下自行完成 实验设备及过程描述相对清楚, 中,文字描述基本清楚,实验结果 操作、测试、记录 1)刀具几何 实验步骤描述正确,实验结果基横述基本完整,基本符合学校对实 和实验报告的整角度的测量 本正确,但是描述基本完整。 验报告的要求。 65~79 理工作。通过本课险证性实验 程实验,培养学生2)导轨直线 分析问题、解决问度误差测量实 小组独立完成;实验目的、 实验报告书相对整齐、构图大 题的能力和独立险验证性实 思考以及动手能险 实验设备及过程描述基本清楚, 小适中,文字描述基本清楚,实验 实验步骤描述相对正确,实验结结果描述相对完整,相对符合学校 力,培养学生进行3)加工误差 果基本正确,但是描述不完整。 对实验报告的要求。 45-64 实验研究、实验方统计分析综 法、实验操作与测合性实验 试、实验现象的观 察、分析和归纳能 非独立完成:实验目的、实 实验报告书不整齐、构图大小 力。 验设备及过程描述不清楚,实验不适中,文字描述基本不清楚,实 步骤描述不正确,实验结果基本险结果描述不完整,不符合学校对 不正确。 实验报告的要求。 044 五、建议学时分配表 对应教学 学时分配 目标 序号 课程内容 讲授 实验 习题课 小计 1 前言 1 0 0 目标6 2 机械加工预备知识 3 0 0 目标1 3 机械加工方法 > 0 0 > 目标1 金属切削基本知识 2 7 目标1 金属切削机床 2 0 6 目标1 6 机床夹具设计 8 0 2 10 目标3 7 机械制造质量分析与控制 5 2 0 目标1 8 机械加工工艺规程设计 6 0 1 > 目标4、6 合计 38 6 4 48 35
35 五、建议学时分配表 要求学生在 实验指导教师的 指导下自行完成 操作、测试、记录 和实验报告的整 理工作。通过本课 程实验,培养学生 分析问题、解决问 题的能力和独立 思考以及动手能 力,培养学生进行 实验研究、实验方 法、实验操作与测 试、实验现象的观 察、分析和归纳能 力。 1)刀具几何 角度的测量- 验证性实验 2)导轨直线 度误差测量实 验-验证性实 验 3)加工误差 统计分析-综 合性实验 小组独立完成;实验目的、 实验设备及过程描述清楚,实验 步骤描述正确,实验结果正确, 并描述完整。 实验报告书整齐、构图大小适 中,文字描述清楚,实验结果完整 描述,符合学校对实验报告的要 求。 80~100 小组独立完成;实验目的、 实验设备及过程描述相对清楚, 实验步骤描述正确,实验结果基 本正确,但是描述基本完整。 实验报告书整齐、构图大小适 中,文字描述基本清楚,实验结果 描述基本完整,基本符合学校对实 验报告的要求。 65~79 小组独立完成;实验目的、 实验设备及过程描述基本清楚, 实验步骤描述相对正确,实验结 果基本正确,但是描述不完整。 实验报告书相对整齐、构图大 小适中,文字描述基本清楚,实验 结果描述相对完整,相对符合学校 对实验报告的要求。 45~64 非独立完成;实验目的、实 验设备及过程描述不清楚,实验 步骤描述不正确,实验结果基本 不正确。 实验报告书不整齐、构图大小 不适中,文字描述基本不清楚,实 验结果描述不完整,不符合学校对 实验报告的要求。 0~44 序号 课程内容 学 时 分 配 对应教学 目标 讲 授 实 验 习题课 小 计 1 前言 1 0 0 1 目标 6 2 机械加工预备知识 3 0 0 3 目标 1 3 机械加工方法 7 0 0 7 目标 1 4 金属切削基本知识 4 2 1 7 目标 1 5 金属切削机床 4 2 0 6 目标 1 6 机床夹具设计 8 0 2 10 目标 3 7 机械制造质量分析与控制 5 2 0 7 目标 1 8 机械加工工艺规程设计 6 0 1 7 目标 4、6 合 计 38 6 4 48
六、教学方法(本课程的主要教学方法) 1.课堂讲授 (1)教学方法 本课程是本专业一门理论与实践并重的专业基础课程。学好本课程前学生需要具备工程 制图、力学基础知识。因此在课堂教学中教师应具备较好的制图力学知识背景,能充分借助 图、文、声并茂的PPT和视频素材等信息教育技术手段对学生进行讲解展现、认识理解和 回顾补充,同时对多种实例进行分析。 (2)教学手段 基于PPT课件或其他多媒体手段,采用面向学生的启发式教学,培养学生思考问题、 分析问题和解决问题的能力,引导和鼓励学生通过实验和自学获取知识,相应地增加习题课 及答疑、质疑及讨论等教学环节。 安排课堂提问环节,促进学生对课上讲解内容的理解与消化巩固,同时还可以此环节作 为学生上课出勤记录。 2.讨论及习题练习 安排在齿轮传动、带传动、链传动、轴、滚动轴承等章节授课完成后进行实施。 3.课堂表现及答疑和课堂作业 (1)课堂表现及答疑 课堂教学通过随机抽查出勤情况等作为考核学生课堂表现的重要依据,每次课后任课教 师均安排答疑或质疑。课堂表现及答疑情况成绩占总成绩15%。 (2)课堂作业 本门课程有4次,课外作业(实际采点2~3次)要求学生必须独立完成,并按规定规 定时间按时提交,之后不再接收作业。不能按时提交作业者,一般按未按时提交作业处理(特 殊情况除外)。未按时提交作业或作业有抄袭(雷同)现象,该次作业成绩按零分计。具体 课外作业如下: 作业一、刀具角度标注; 作业二、机床型号认识及工艺范围标定; 作业三、工艺尺寸链计算; 作业四、查阅检索科技文献,完成课程报告《制造技术发展现状》。 课外作业成绩占总成绩的20%。 4.实验环节 针对教学大纲内容要与实际工程相结合和加强学生认知能力等培养目标,开设对应实验 环节,使学生能够通过实验加深对基础知识的掌握,开设实验环节具体如下: 实验(1):刀具角度测量实验;(对应课程目标1) 实验(2):机床导轨直线度误差测量实验;(对应课程目标1) 36
36 六、教学方法(本课程的主要教学方法) 1. 课堂讲授 (1)教学方法 本课程是本专业一门理论与实践并重的专业基础课程。学好本课程前学生需要具备工程 制图、力学基础知识。因此在课堂教学中教师应具备较好的制图力学知识背景,能充分借助 图、文、声并茂的 PPT 和视频素材等信息教育技术手段对学生进行讲解展现、认识理解和 回顾补充,同时对多种实例进行分析。 (2)教学手段 基于 PPT 课件或其他多媒体手段,采用面向学生的启发式教学,培养学生思考问题、 分析问题和解决问题的能力,引导和鼓励学生通过实验和自学获取知识,相应地增加习题课 及答疑、质疑及讨论等教学环节。 安排课堂提问环节,促进学生对课上讲解内容的理解与消化巩固,同时还可以此环节作 为学生上课出勤记录。 2. 讨论及习题练习 安排在齿轮传动、带传动、链传动、轴、滚动轴承等章节授课完成后进行实施。 3. 课堂表现及答疑和课堂作业 (1)课堂表现及答疑 课堂教学通过随机抽查出勤情况等作为考核学生课堂表现的重要依据,每次课后任课教 师均安排答疑或质疑。课堂表现及答疑情况成绩占总成绩 15%。 (2)课堂作业 本门课程有 4 次,课外作业(实际采点 2~3 次)要求学生必须独立完成,并按规定规 定时间按时提交,之后不再接收作业。不能按时提交作业者,一般按未按时提交作业处理(特 殊情况除外)。未按时提交作业或作业有抄袭(雷同)现象,该次作业成绩按零分计。具体 课外作业如下: 作业一、刀具角度标注; 作业二、机床型号认识及工艺范围标定; 作业三、工艺尺寸链计算; 作业四、查阅检索科技文献,完成课程报告《制造技术发展现状》。 课外作业成绩占总成绩的 20%。 4. 实验环节 针对教学大纲内容要与实际工程相结合和加强学生认知能力等培养目标,开设对应实验 环节,使学生能够通过实验加深对基础知识的掌握,开设实验环节具体如下: 实验(1):刀具角度测量实验;(对应课程目标 1) 实验(2):机床导轨直线度误差测量实验;(对应课程目标 1)
实验(3):零件加工误差统计分析实验。(对应课程目标1) 具体内容详见本课程实验教学大纲。实验环节成绩占总成绩的I0%。 七、课程考核内容及方式 1考核方式:考试 2考核形式:总评成绩由平时考核、实验考核、期末考核三部分成绩综合评定。 3成绩评定:采用百分制,按以下3项考核指标进行总评成绩综合评定,其构成比例如下: 平时考核成绩:占课程总成绩的30%:(其中考勤占30%,作业占50%,平时测验 20%) 实验考核成绩:占课程总成绩的10%; 期末考核成绩:占课程总成绩的60%; 八、推荐教材和教学参考书 教材:《机械制造技术基础》(第4版),卢秉恒编著,机械工业出版社。 参考书:《机械制造技术基础》,陈朴编著,重庆大学出版社。 参考书:《机械制造技术基础》,倪晓丹编著,清华大学出版社。 参考书:《机械制造技术基础》,袁绩乾、李文贵,机械工业出版社。 撰写人:钱扬顺 审核人: 学院分管领导签字(盖章): 年月日 37
37 实验(3):零件加工误差统计分析实验。(对应课程目标 1) 具体内容详见本课程实验教学大纲。实验环节成绩占总成绩的 10%。 七、课程考核内容及方式 1.考核方式:考试 2.考核形式:总评成绩由平时考核、实验考核、期末考核三部分成绩综合评定。 3.成绩评定:采用百分制,按以下 3 项考核指标进行总评成绩综合评定,其构成比例如下: 平时考核成绩:占课程总成绩的 30%;(其中考勤占 30%,作业占 50%,平时测验 20%) 实验考核成绩:占课程总成绩的 10%; 期末考核成绩:占课程总成绩的 60%; 八、推荐教材和教学参考书 教 材:《机械制造技术基础》(第 4 版),卢秉恒编著,机械工业出版社。 参考书:《机械制造技术基础》,陈朴编著,重庆大学出版社。 参考书:《机械制造技术基础》,倪晓丹编著,清华大学出版社。 参考书:《机械制造技术基础》,袁绩乾、李文贵,机械工业出版社。 撰写人:钱扬顺 审核人: 学院分管领导签字(盖章): 年 月 日