机械制造工艺学讲义具,也可能虽只加工一个表面,但却要用若于把不同刀具。在加工表面和加工工具不变的情况下,所连续完成的那一部分工序,称为一个工步,如果上述二项中有一项改变,就成为另一工步。表3-1中的工序2,一次安装后要进行3个工步:车端面,称为工步1:车大端外圆,称为工步2;倒角,称为工步3。图5所示为六角车床上加工套类零件的工序包括六个工步。当几个相同的工步连续进行时,为了简化工艺,通常算作一个工步。D具有六个工步的工序图5第一工步第二工步第一次行程第二工步第二次行程图6选择不同粗基准时的不同加工结果复合工步-一采用几把刀具或一把复合刀具同时加工一个或几个表面可算作一个工步。如图36中工步3和工步4就是复合工步5.行程有些工步,由于余量较大或其它原因,需要用同一刀具,对同一表面进行多次切削,这样刀具对工件每切削一次就称为一次行程。如将棒料加工成阶梯轴,第二工步车右端外圆分两次行程。此外,螺纹表面的车削和磨削加工,也属多次行程。石河子大学机械电气工程学院7
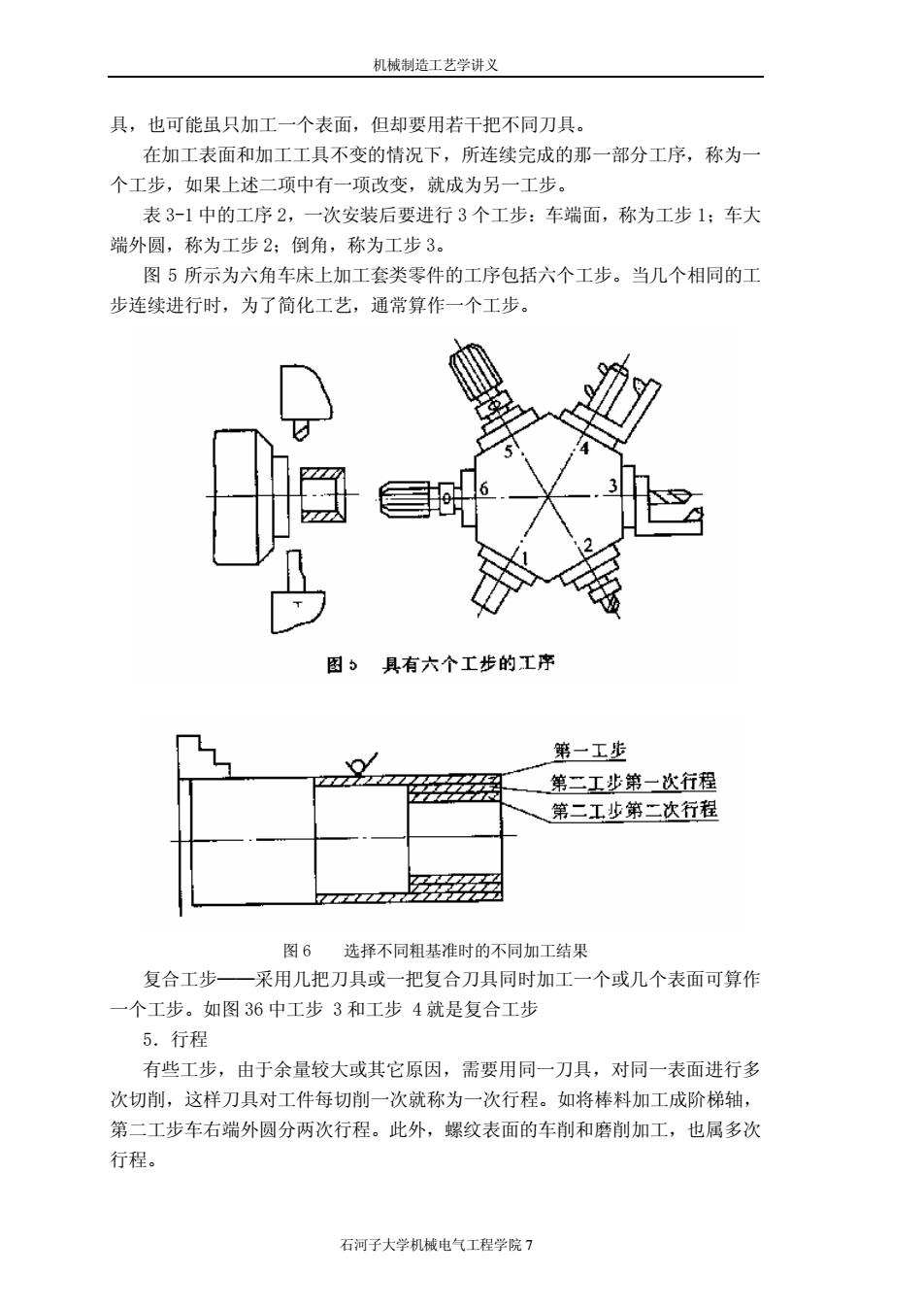
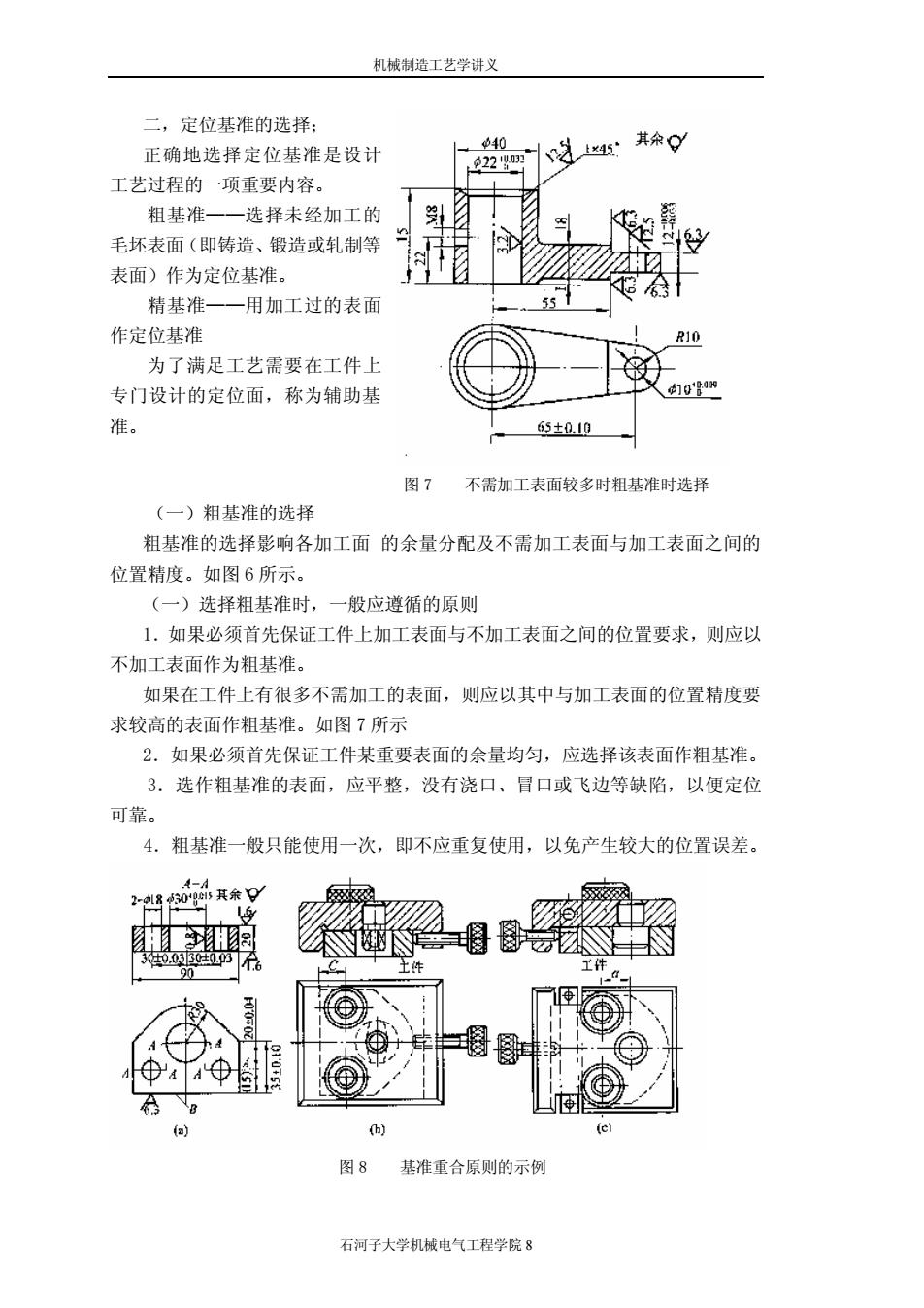
机械制造工艺学讲义 石河子大学机械电气工程学院 7 具,也可能虽只加工一个表面,但却要用若干把不同刀具。 在加工表面和加工工具不变的情况下,所连续完成的那一部分工序,称为一 个工步,如果上述二项中有一项改变,就成为另一工步。 表 3-1 中的工序 2,一次安装后要进行 3 个工步:车端面,称为工步 1;车大 端外圆,称为工步 2;倒角,称为工步 3。 图 5 所示为六角车床上加工套类零件的工序包括六个工步。当几个相同的工 步连续进行时,为了简化工艺,通常算作一个工步。 图 6 选择不同粗基准时的不同加工结果 复合工步——采用几把刀具或一把复合刀具同时加工一个或几个表面可算作 一个工步。如图 36 中工步 3 和工步 4 就是复合工步 5.行程 有些工步,由于余量较大或其它原因,需要用同一刀具,对同一表面进行多 次切削,这样刀具对工件每切削一次就称为一次行程。如将棒料加工成阶梯轴, 第二工步车右端外圆分两次行程。此外,螺纹表面的车削和磨削加工,也属多次 行程
机械制造工艺学讲义二,定位基准的选择;其朵040×45正确地选择定位基准是设计$22 1.03工艺过程的一项重要内容,粗基准一一选择未经加工的263毛坏表面(即铸造、锻造或轧制等公HA1表面)作为定位基准。BG55精基准一一用加工过的表面作定位基准R10为了满足工艺需要在工件上$109009专门设计的定位面,称为辅助基准。65±0.10图 7不需加工表面较多时粗基准时选择(一)粗基准的选择粗基准的选择影响各加工面的余量分配及不需加工表面与加工表面之间的位置精度。如图6所示。(一)选择粗基准时,一般应遵循的原则1.如果必须首先保证工件上加工表面与不加工表面之间的位置要求,则应以不加工表面作为粗基准。如果在工件上有很多不需加工的表面,则应以其中与加工表面的位置精度要求较高的表面作粗基准。如图7所示2.如果必须首先保证工件某重要表面的余量均匀,应选择该表面作粗基准。3.选作粗基准的表面,应平整,没有浇口、冒口或飞边等缺陷,以便定位可靠。4.粗基准一般只能使用一次,即不应重复使用,以免产生较大的位置误差。4-A2-g1830-g01s其余S00.03130±003工件图金E(c)(h)(a)图8 基准重合原则的示例石河子大学机械电气工程学院8
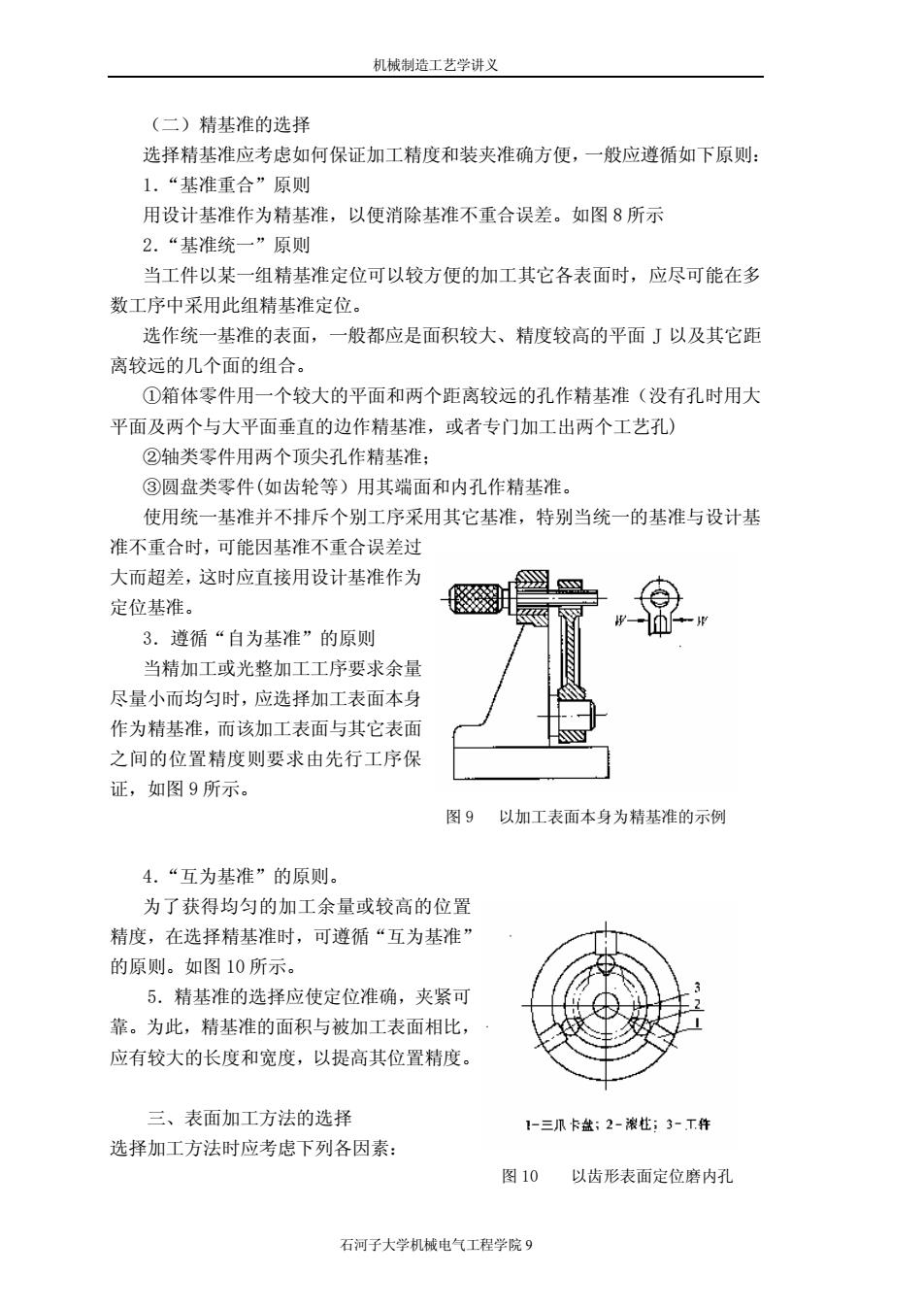
机械制造工艺学讲义 石河子大学机械电气工程学院 8 二,定位基准的选择; 正确地选择定位基准是设计 工艺过程的一项重要内容。 粗基准——选择未经加工的 毛坯表面(即铸造、锻造或轧制等 表面)作为定位基准。 精基准——用加工过的表面 作定位基准 为了满足工艺需要在工件上 专门设计的定位面,称为辅助基 准。 图 7 不需加工表面较多时粗基准时选择 (一)粗基准的选择 粗基准的选择影响各加工面 的余量分配及不需加工表面与加工表面之间的 位置精度。如图 6 所示。 (一)选择粗基准时,一般应遵循的原则 1.如果必须首先保证工件上加工表面与不加工表面之间的位置要求,则应以 不加工表面作为粗基准。 如果在工件上有很多不需加工的表面,则应以其中与加工表面的位置精度要 求较高的表面作粗基准。如图 7 所示 2.如果必须首先保证工件某重要表面的余量均匀,应选择该表面作粗基准。 3.选作粗基准的表面,应平整,没有浇口、冒口或飞边等缺陷,以便定位 可靠。 4.粗基准一般只能使用一次,即不应重复使用,以免产生较大的位置误差。 图 8 基准重合原则的示例
机械制造工艺学讲义(二)精基准的选择选择精基准应考虑如何保证加工精度和装夹准确方便,一般应遵循如下原则:1.“基准重合”原则用设计基准作为精基准,以便消除基准不重合误差。如图8所示2.“基准统一”原则当工件以某一组精基准定位可以较方便的加工其它各表面时,应尽可能在多数工序中采用此组精基准定位。选作统一基准的表面,一般都应是面积较大、精度较高的平面J以及其它距离较远的儿个面的组合。①箱体零件用一个较大的平面和两个距离较远的孔作精基准(没有孔时用大平面及两个与大平面垂直的边作精基准,或者专门加工出两个工艺孔)②轴类零件用两个顶尖孔作精基准:③圆盘类零件(如齿轮等)用其端面和内孔作精基准。使用统一基准并不排斥个别工序采用其它基准,特别当统一的基准与设计基准不重合时,可能因基准不重合误差过大而超差,这时应直接用设计基准作为定位基准。3.遵循“自为基准”的原则当精加工或光整加工工序要求余量尽量小而均匀时,应选择加工表面本身作为精基准,而该加工表面与其它表面之间的位置精度则要求由先行工序保证,如图9所示。图9以加工表面本身为精基准的示例4.“互为基准”的原则。为了获得均匀的加工余量或较高的位置精度,在选择精基准时,可遵循“互为基准”的原则。如图10所示。5.精基准的选择应使定位准确,夹紧可靠。为此,精基准的面积与被加工表面相比,应有较大的长度和宽度,以提高其位置精度。三、表面加工方法的选择1-三爪卡盘:2-浓柱:3-T.件选择加工方法时应考虑下列各因素:图10以齿形表面定位磨内孔石河子大学机械电气工程学院9
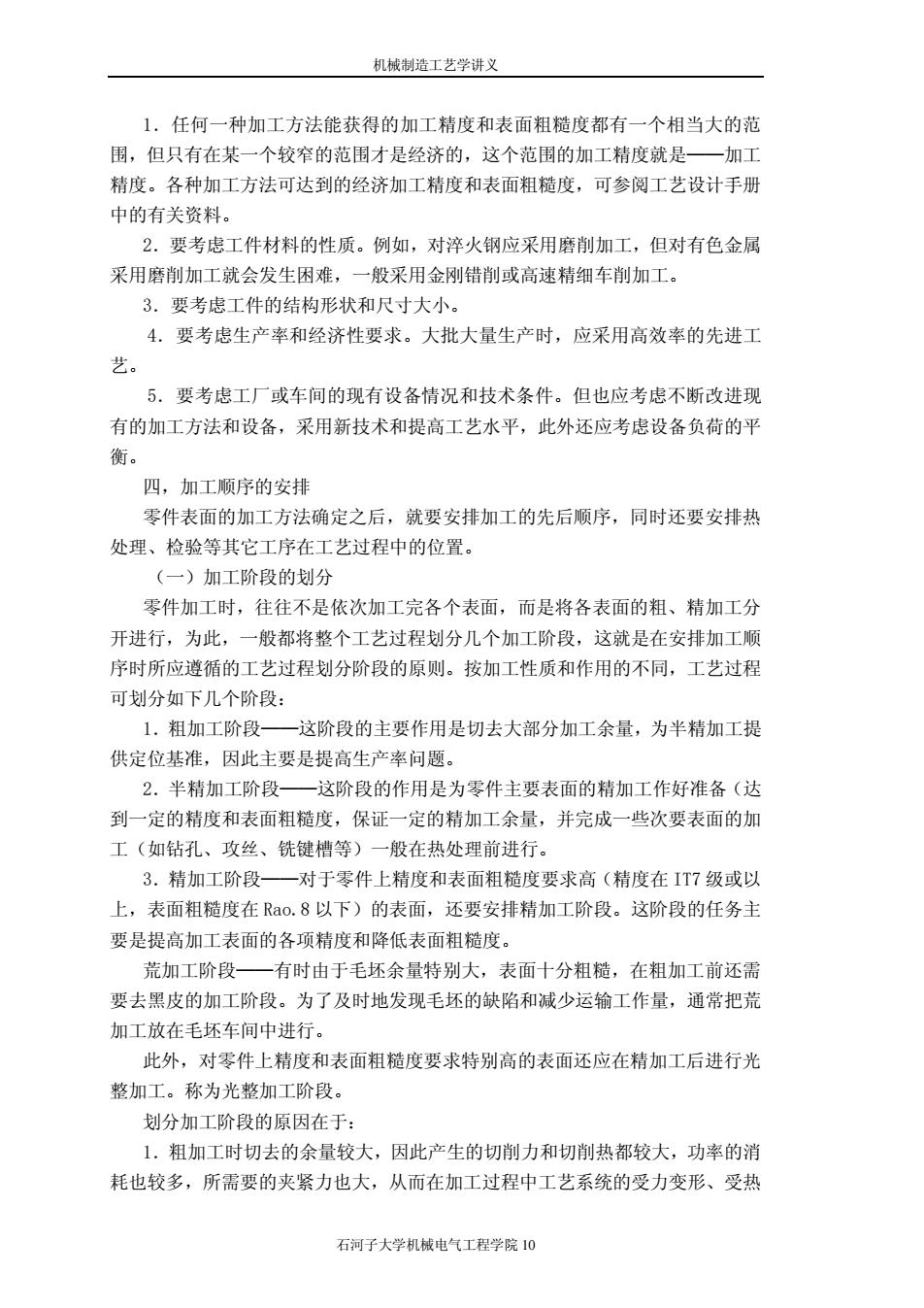
机械制造工艺学讲义 石河子大学机械电气工程学院 9 (二)精基准的选择 选择精基准应考虑如何保证加工精度和装夹准确方便,一般应遵循如下原则: 1.“基准重合”原则 用设计基准作为精基准,以便消除基准不重合误差。如图 8 所示 2.“基准统一”原则 当工件以某一组精基准定位可以较方便的加工其它各表面时,应尽可能在多 数工序中采用此组精基准定位。 选作统一基准的表面,一般都应是面积较大、精度较高的平面 J 以及其它距 离较远的几个面的组合。 ①箱体零件用一个较大的平面和两个距离较远的孔作精基准(没有孔时用大 平面及两个与大平面垂直的边作精基准,或者专门加工出两个工艺孔) ②轴类零件用两个顶尖孔作精基准; ③圆盘类零件(如齿轮等)用其端面和内孔作精基准。 使用统一基准并不排斥个别工序采用其它基准,特别当统一的基准与设计基 准不重合时,可能因基准不重合误差过 大而超差,这时应直接用设计基准作为 定位基准。 3.遵循“自为基准”的原则 当精加工或光整加工工序要求余量 尽量小而均匀时,应选择加工表面本身 作为精基准,而该加工表面与其它表面 之间的位置精度则要求由先行工序保 证,如图 9 所示。 图 9 以加工表面本身为精基准的示例 4.“互为基准”的原则。 为了获得均匀的加工余量或较高的位置 精度,在选择精基准时,可遵循“互为基准” 的原则。如图 10 所示。 5.精基准的选择应使定位准确,夹紧可 靠。为此,精基准的面积与被加工表面相比, 应有较大的长度和宽度,以提高其位置精度。 三、表面加工方法的选择 选择加工方法时应考虑下列各因素: 图 10 以齿形表面定位磨内孔
机械制造工艺学讲义1:任何一种加工方法能获得的加工精度和表面粗糙度都有一个相当大的范围,但只有在某一个较窄的范围才是经济的,这个范围的加工精度就是一一加工精度。各种加工方法可达到的经济加工精度和表面粗糙度,可参阅工艺设计手册中的有关资料。2.要考虑工件材料的性质。例如,对淬火钢应采用磨削加工,但对有色金属采用磨削加工就会发生困难,一般采用金刚错削或高速精细车削加工。3.要考虑工件的结构形状和尺寸大小。4.要考虑生产率和经济性要求。大批大量生产时,应采用高效率的先进工艺。5.要考虑工厂或车间的现有设备情况和技术条件。但也应考虑不断改进现有的加工方法和设备,采用新技术和提高工艺水平,此外还应考虑设备负荷的平衡。四,加工顺序的安排零件表面的加工方法确定之后,就要安排加工的先后顺序,同时还要安排热处理、检验等其它工序在工艺过程中的位置。(一)加工阶段的划分零件加工时,往往不是依次加工完各个表面,而是将各表面的粗、精加工分开进行,为此,一般都将整个工艺过程划分几个加工阶段,这就是在安排加工顺序时所应遵循的工艺过程划分阶段的原则。按加工性质和作用的不同,工艺过程可划分如下几个阶段:1.粗加工阶段一一这阶段的主要作用是切去大部分加工余量,为半精加工提供定位基准,因此主要是提高生产率问题。2.半精加工阶段一一这阶段的作用是为零件主要表面的精加工作好准备(达到一定的精度和表面粗糙度,保证一定的精加工余量,并完成一些次要表面的加工(如钻孔、攻丝、铣键槽等)一般在热处理前进行。3.精加工阶段一一对于零件上精度和表面粗糙度要求高(精度在IT7级或以上,表面粗糙度在Rao.8以下)的表面,还要安排精加工阶段。这阶段的任务主要是提高加工表面的各项精度和降低表面粗糙度荒加工阶段一一有时由于毛坏余量特别大,表面十分粗糙,在粗加工前还需要去黑皮的加工阶段。为了及时地发现毛环的缺陷和减少运输工作量,通常把荒加工放在毛坏车间中进行。此外,对零件上精度和表面粗糙度要求特别高的表面还应在精加工后进行光整加工。称为光整加工阶段。划分加工阶段的原因在于:1.粗加工时切去的余量较大,因此产生的切削力和切削热都较大,功率的消耗也较多,所需要的夹紧力也大,从而在加工过程中工艺系统的受力变形、受热石河子大学机械电气工程学院10
机械制造工艺学讲义 石河子大学机械电气工程学院 10 1.任何一种加工方法能获得的加工精度和表面粗糙度都有一个相当大的范 围,但只有在某一个较窄的范围才是经济的,这个范围的加工精度就是——加工 精度。各种加工方法可达到的经济加工精度和表面粗糙度,可参阅工艺设计手册 中的有关资料。 2.要考虑工件材料的性质。例如,对淬火钢应采用磨削加工,但对有色金属 采用磨削加工就会发生困难,一般采用金刚错削或高速精细车削加工。 3.要考虑工件的结构形状和尺寸大小。 4.要考虑生产率和经济性要求。大批大量生产时,应采用高效率的先进工 艺。 5.要考虑工厂或车间的现有设备情况和技术条件。但也应考虑不断改进现 有的加工方法和设备,采用新技术和提高工艺水平,此外还应考虑设备负荷的平 衡。 四,加工顺序的安排 零件表面的加工方法确定之后,就要安排加工的先后顺序,同时还要安排热 处理、检验等其它工序在工艺过程中的位置。 (一)加工阶段的划分 零件加工时,往往不是依次加工完各个表面,而是将各表面的粗、精加工分 开进行,为此,一般都将整个工艺过程划分几个加工阶段,这就是在安排加工顺 序时所应遵循的工艺过程划分阶段的原则。按加工性质和作用的不同,工艺过程 可划分如下几个阶段: 1.粗加工阶段——这阶段的主要作用是切去大部分加工余量,为半精加工提 供定位基准,因此主要是提高生产率问题。 2.半精加工阶段——这阶段的作用是为零件主要表面的精加工作好准备(达 到一定的精度和表面粗糙度,保证一定的精加工余量,并完成一些次要表面的加 工(如钻孔、攻丝、铣键槽等)一般在热处理前进行。 3.精加工阶段——对于零件上精度和表面粗糙度要求高(精度在 IT7 级或以 上,表面粗糙度在 Rao.8 以下)的表面,还要安排精加工阶段。这阶段的任务主 要是提高加工表面的各项精度和降低表面粗糙度。 荒加工阶段——有时由于毛坯余量特别大,表面十分粗糙,在粗加工前还需 要去黑皮的加工阶段。为了及时地发现毛坯的缺陷和减少运输工作量,通常把荒 加工放在毛坯车间中进行。 此外,对零件上精度和表面粗糙度要求特别高的表面还应在精加工后进行光 整加工。称为光整加工阶段。 划分加工阶段的原因在于: 1.粗加工时切去的余量较大,因此产生的切削力和切削热都较大,功率的消 耗也较多,所需要的夹紧力也大,从而在加工过程中工艺系统的受力变形、受热
机械制造工艺学讲义变形和工件残余应力变形也都大,不可能达到高的加工精度和表面质量。2粗加工阶段中可采用功率大而精度一般的高效率设备,而精加工阶段中则应采用相应的精密机床。这样,既发挥了机床设备的各自性能特点,又可延长高精度机床的使用寿命。3.零件的工艺过程中插人了必要的热处理工序,这样也就使工艺过程以热处理为界,自然地划分为几个各具不同特点和目的的加工阶段。例如,在精密主轴的加工中,在粗加工后进行消除残余应力的时效处理,半精加工后进行淬火,精加工后进行冰冷处理和低温回火,最后再进行光整加工。此外,划分加工阶段还有两个好处:一是粗加工后可及早发现毛坏的缺陷,及时修补或报废;二是零件表面的精加工安排在最后,可防止或减少表面损伤。零件加工阶段的划分也不是绝对的,当加工质量要求不高、工件刚度足够、毛坏质量高和加工余量小,可以不划分加工阶段。(二)机械加工顺序的安排一个零件上往往有几个表面需要加工,这些表面不仅本身有一定的精度要求而且各表面间还有一定的位置要求。为了达到这些精度要求,各表面的加工顺序就不能随意安排,而必须遵循一定的原则。1.基面先行2.先粗后精3.先主后次4.先面后孔(三)热处理工序的安排热处理的方法、次数和在工艺过程中的位置,应根据零件材料和热处理的目的而定。1.退火与正火为了得到较好的表面质量、减少刀具磨损,需要对毛坏预先进行热处理,以消除组织的不均匀,降低硬度、细化晶粒,提高加工性。退火、正火等,一般应安排在机械加工之前进行。2.时效为了消除残余应力应进行时效处理(其中包括人工时效和自然时效)。例如巫标镇床箱体的加工工艺路线中即安排两次人工时效:铸造一退火一粗加工一人工时效一半精加工一人工时效一精加工。3.淬火萍火可以提高材料的机械性能(硬度和抗拉强度等人淬火后尚需回火以取得所需要的硬度与组织。淬火工序一般安排在精加工阶段的磨削加工之前进行。4.渗碳由于渗碳的温度高,容易产生变形,因此一般渗碳工序安排在精加工之前进石河子大学机械电气工程学院11
机械制造工艺学讲义 石河子大学机械电气工程学院 11 变形和工件残余应力变形也都大,不可能达到高的加工精度和表面质量。 2.粗加工阶段中可采用功率大而精度一般的高效率设备,而精加工阶段中则 应采用相应的精密机床。这样,既发挥了机床设备的各自性能特点,又可延长高 精度机床的使用寿命。 3.零件的工艺过程中插人了必要的热处理工序,这样也就使工艺过程以热处 理为界,自然地划分为几个各具不同特点和目的的加工阶段。例如,在精密主轴 的加工中,在粗加工后进行消除残余应力的时效处理,半精加工后进行淬火,精 加工后进行冰冷处理和低温回火,最后再进行光整加工。 此外,划分加工阶段还有两个好处:一是粗加工后可及早发现毛坯的缺陷, 及时修补或报废;二是零件表面的精加工安排在最后,可防止或减少表面损伤。 零件加工阶段的划分也不是绝对的,当加工质量要求不高、工件刚度足够、 毛坯质量高和加工余量小,可以不划分加工阶段。 (二)机械加工顺序的安排 一个零件上往往有几个表面需要加工,这些表面不仅本身有一定的精度要求, 而且各表面间还有一定的位置要求。为了达到这些精度要求,各表面的加工顺序 就不能随意安排,而必须遵循一定的原则。 1.基面先行 2.先粗后精 3.先主后次 4.先面后孔 (三)热处理工序的安排 热处理的方法、次数和在工艺过程中的位置,应根据零件材料和热处理的目 的而定。 1.退火与正火 为了得到较好的表面质量、减少刀具磨损,需要对毛坯预先进行热处理,以 消除组织的不均匀,降低硬度、细化晶粒,提高加工性。退火、正火等,一般应 安排在机械加工之前进行。 2.时效 为了消除残余应力应进行时效处理(其中包括人工时效和自然时效)。 例如坐标镇床箱体的加工工艺路线中即安排两次人工时效: 铸造一退火一粗加工一人工时效一半精加工一人工时效一精加工。 3.淬火 淬火可以提高材料的机械性能(硬度和抗拉强度等人淬火后尚需回火以取得 所需要的硬度与组织。淬火工序一般安排在精加工阶段的磨削加工之前进行。 4.渗碳 由于渗碳的温度高,容易产生变形,因此一般渗碳工序安排在精加工之前进