影响切削变形的因素:工件材料:1.工件塑性入延伸率8?②刀具角度:M塑性变形Yo↓刀具锋利→③切削速度:EK
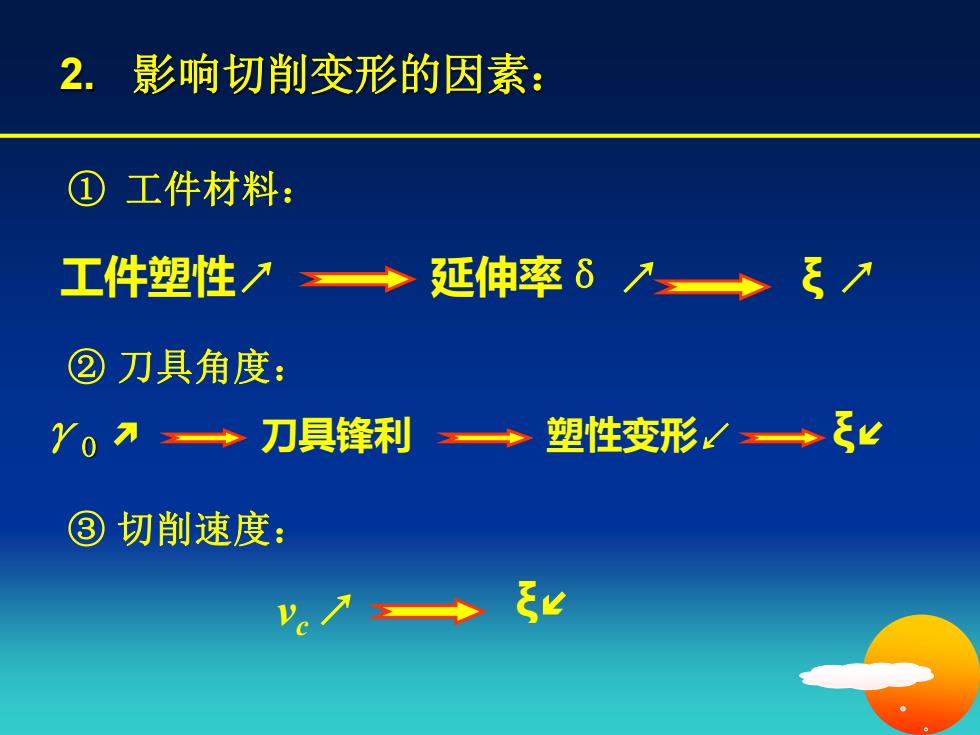
2. 影响切削变形的因素: ① 工件材料: ② 刀具角度: ③ 切削速度: 工件塑性↗ 延伸率δ ↗ ξ ↗ γO ↗ 刀具锋利 塑性变形↙ ξ↙ vc↗ ξ↙
五、积屑瘤YA“在一定的温度和压力下,切削塑性金属时,切3.对切削过程的影响:屑底层与前刀面嵌入式①积屑瘤代替刀刃进行切削,保护结合发生冷焊现象,使一了刀刃,增大了前角。部分切屑粘结在前刀面②积屑瘤形状不规则,频繁生长脱上,形成积屑瘤”落,影响尺寸精度和表面质量。孜:粗加工时可人为控制积屑瘤的生长,使积屑瘤能稳定存在。精加工时应抑制积屑瘤的产生
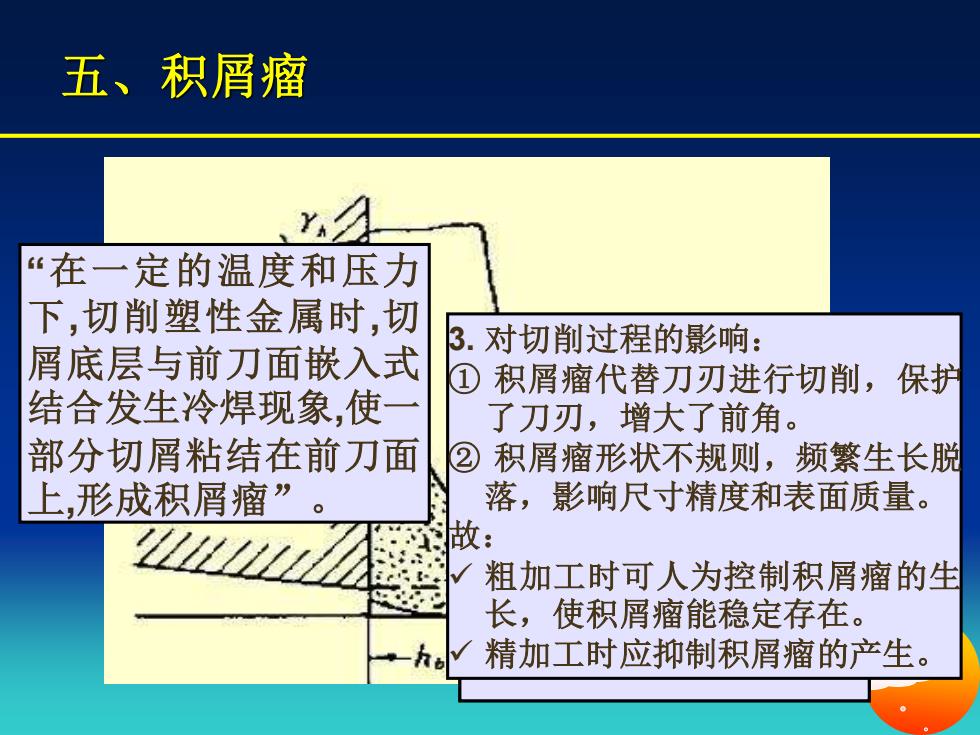
五、积屑瘤 “在一定的温度和压力 下,切削塑性金属时,切 屑底层与前刀面嵌入式 结合发生冷焊现象,使一 部分切屑粘结在前刀面 上,形成积屑瘤” 。 1.特点: ①硬 度 是 工 件 材料 的 2~3.5倍,可以代替 刀具切削。 ②周而复始的生长、脱 落。 2.产生条件: ①切削塑性材料。 ②切削区的温度、压力 和界面状况符合在刀 面上发生冷焊的条件。 3. 对切削过程的影响: ① 积屑瘤代替刀刃进行切削,保护 了刀刃,增大了前角。 ② 积屑瘤形状不规则,频繁生长脱 落,影响尺寸精度和表面质量。 故: ✓ 粗加工时可人为控制积屑瘤的生 长,使积屑瘤能稳定存在。 ✓ 精加工时应抑制积屑瘤的产生
4.控制措施:33米/秒提高前刀面的光滑程度提高工件的硬度,降低月采用合适的切削液:避开积屑瘤产生的速度4IIIIIV切削速度Ue
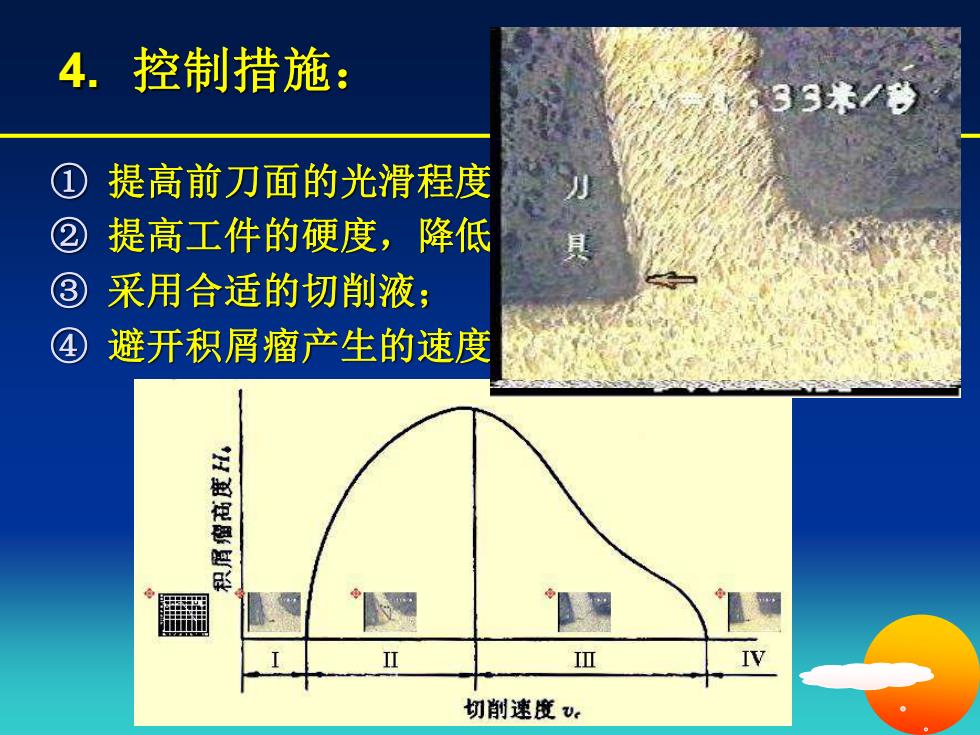
4. 控制措施: ① 提高前刀面的光滑程度; ② 提高工件的硬度,降低塑性; ③ 采用合适的切削液; ④ 避开积屑瘤产生的速度范围