二、切削变形区第一变形区:(基本变形区)区域,是切削第三变形区:形区,是切削工件已加工表面与刀具后刀面之擦要来源。间的挤压、摩擦变形区域形造成工件表面的纤维化与加工硬化。滑移变形Y该区域对工件表面的残余应力以及后刀面的磨损有很大的影响第二变形区E第三变形区
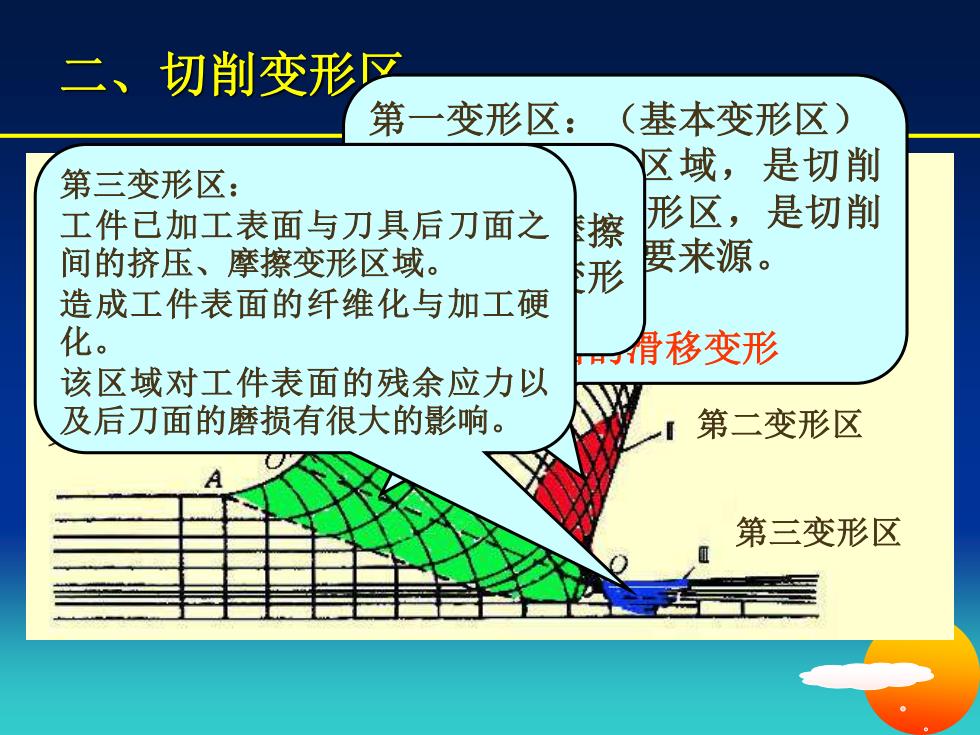
二、切削变形区 第一变形区:(基本变形区) OA~OM之间的区域,是切削 过程中的主要变形区,是切削 力和切削热的主要来源。 主要特征: 剪切面的滑移变形 第二变形区: 切屑底层与前刀面之间的摩擦 变形区。主要影响切屑的变形 和积屑瘤的产生。 第三变形区 第一变形区 第二变形区 第三变形区: 工件已加工表面与刀具后刀面之 间的挤压、摩擦变形区域。 造成工件表面的纤维化与加工硬 化。 该区域对工件表面的残余应力以 及后刀面的磨损有很大的影响
三、切屑的类型带状切屑:特点:F切削过程变形小,切削力小且稳定:已加工表面粗糙度低。对生产安全有危害。则刀具锋利;hp小则切削力小。故易得带状切屑
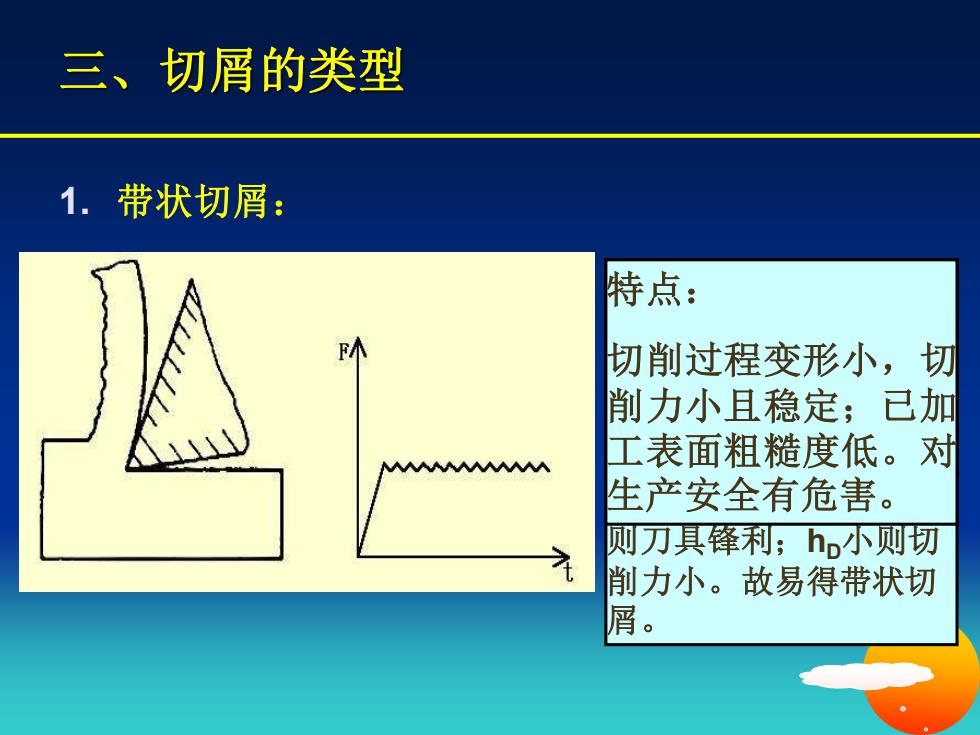
三、切屑的类型 1. 带状切屑: 产生条件: 切削塑性材料、切削 速度高、切削厚度较 小、前角大。 形状: 连绵不断呈带状,切 屑底面很光滑而背面 呈毛茸状。 形成原因: 切速高,切削层未及充 分变形即变为切屑,剪 切面上的应力还未达到 破坏值,因此只有塑性 滑移而无断裂;前角大, 则刀具锋利;hD小则切 削力小。故易得带状切 屑。 特点: 切削过程变形小,切 削力小且稳定;已加 工表面粗糙度低。对 生产安全有危害
三、切屑的类型挤裂切屑:(节状切屑)2.特点:切屑冷硬度高,脆且易断,便于处理;F/变形相对较大,切削力波动较大,易产生振动;已加工表面粗糙度较高
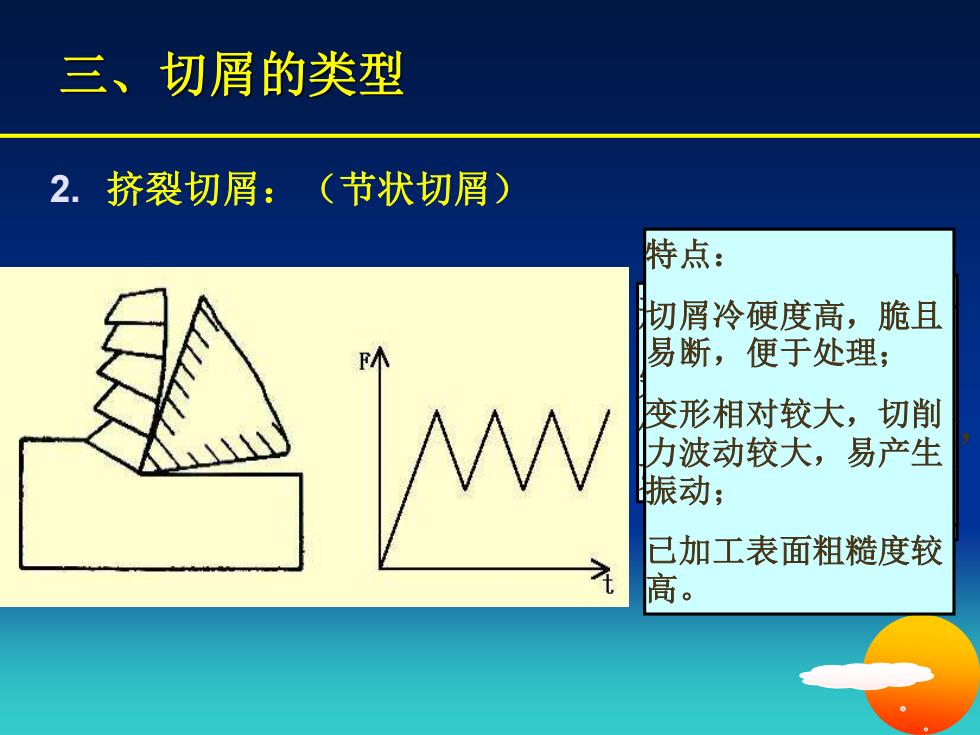
三、切屑的类型 2. 挤裂切屑:(节状切屑) 形状: 宏观上自然连接, 但外表面呈锯齿形, 如竹节状。 产生条件: 切削塑性材料、切 削速度中等、切削 厚度较厚、前角较 小。 形成原因: 切削层经过充分变 形全过程,最后被 挤裂。 特点: 切屑冷硬度高,脆且 易断,便于处理; 变形相对较大,切削 力波动较大,易产生 振动; 已加工表面粗糙度较 高
