机械制造工艺学讲义行。氮化处理是为了提高零件表面硬度和抗腐蚀性,一般安排在工艺过程的后部,该表面的最终加工之前。氨化处理前应调质。5.表面处理为了提高零件的抗腐蚀能力、耐磨性、抗高温能力和导电率等,一般都采用表面处理的方法。如在零件的表面镀上一层金属镀层(铬、锌、镍、铜以及金、银、铝等)或使零件表面形成一层氧化膜(如钢的发蓝、铝合金的阳极化和镁合金的氧化等)表面处理工序一般均安排在工艺过程的最后进行。(四)辅助工序的安排辅助工序种类很多,包括中间检验、洗涤、防锈、特种检验和表面处理等。1.检验检验工序一般安排在粗加工全部结束之后,精加工之前:送往外车间加工的前后(特别是热处理前后),花费工时工序和重要工序的前后。以便及时控制质量,避免浪费工时。2.特种检验X射线、超声波探伤等多用于工件材料内部质量的检验,一般安排在工艺过程的开始。荧光检验、磁力探伤主要用于工件表面质量的检验,通常安排在精加工阶段。如果荧光检验用于检查毛环的裂纹,则安排在加工前进行。3.清洗、涂防锈油一般安排在最后工序。五、工序的集中与分散同一个工件,同样的加工内容,可以安排两种不同形式的工艺规程:一种是工序集中,另一种是工序分散。工序集中一一是使每个工序中包括尽可能多的工步内容,因而使总的工序数目减少,夹具的数目和工件的安装次数也相应地减少。工序分散一一是将工艺路线中的工步内容分散在更多的工序中去完成,因而每道工序的工步少,工艺路线长。工序分散的特点是:1.所使用的机床设备和工艺装备都比较简单,容易调整,生产工人也便于掌握操作技术,容易适应更换产品;2.有利于选用最合理的切削用量,减少机动工时;3.机床设备数量多,生产面积大,工艺路线长。工序集中的特点是:1,有利于采用高效的专用设备和工艺装备,显著提高生产率:2.减少了工序数目,缩短了工艺过程,简化了生产计划和生产组织工作:3.减少了设备数量,相应地减少了操作工人人数和生产面积,工艺路线短;石河子大学机械电气工程学院12
机械制造工艺学讲义 石河子大学机械电气工程学院 12 行。 氮化处理是为了提高零件表面硬度和抗腐蚀性,一般安排在工艺过程的后部、 该表面的最终加工之前。氨化处理前应调质。 5.表面处理 为了提高零件的抗腐蚀能力、耐磨性、抗高温能力和导电率等,一般都采用 表面处理的方法。如在零件的表面镀上一层金属镀层(铬、锌、镍、铜以及金、 银、铝等)或使零件表面形成一层氧化膜(如钢的发蓝、铝合金的阳极化和镁合 金的氧化等)表面处理工序一般均安排在工艺过程的最后进行。 (四)辅助工序的安排 辅助工序种类很多,包括中间检验、洗涤、防锈、特种检验和表面处理等。 1.检验 检验工序一般安排在粗加工全部结束之后,精加工之前;送往外车间加工的 前后(特别是热处理前后),花费工时工序和重要工序的前后。以便及时控制质 量,避免浪费工时。 2.特种检验 X 射线、超声波探伤等多用于工件材料内部质量的检验,一般安排在工艺过 程的开始。荧光检验、磁力探伤主要用于工件表面质量的检验,通常安排在精加 工阶段。如果荧光检验用于检查毛坯的裂纹,则安排在加工前进行。 3.清洗、涂防锈油 一般安排在最后工序。 五、工序的集中与分散 同一个工件,同样的加工内容,可以安排两种不同形式的工艺规程:一种是 工序集中,另一种是工序分散。 工序集中——是使每个工序中包括尽可能多的工步内容,因而使总的工序数 目减少,夹具的数目和工件的安装次数也相应地减少。 工序分散——是将工艺路线中的工步内容分散在更多的工序中去完成,因而 每道工序的工步少,工艺路线长。 工序分散的特点是: 1.所使用的机床设备和工艺装备都比较简单,容易调整,生产工人也便于掌 握操作技术,容易适应更换产品; 2.有利于选用最合理的切削用量,减少机动工时; 3.机床设备数量多,生产面积大,工艺路线长。 工序集中的特点是: 1,有利于采用高效的专用设备和工艺装备,显著提高生产率; 2.减少了工序数目,缩短了工艺过程,简化了生产计划和生产组织工作; 3.减少了设备数量,相应地减少了操作工人人数和生产面积,工艺路线短;
机械制造工艺学讲义4减少了工件装夹次数,不仅缩短了辅助时间,而日由于一次装夹加工较多的面,就容易保证它们之间的位置精度:5.专用机床设备、工艺装备的投资大、调整和维修费事,生产准备工作量大,转为新产品的生产也比较困难。84工序设计零件的工艺过程设计以后,就应进行工序设计。工序设计的内容是为每一工序选择机床和工艺装备,确定加工余量、工序尺寸和公差,确定切削用量、工时定额及工人技术等级等。一、机床和工艺装备的选择(一)机床的选择选择机床应遵循如下原则:1.机床的加工范围应与零件的外廓尺寸相适应2.机床的精度应与工序加工要求的精度相适应;3.机床的生产率应与零件的生产类型相适应。(二)工艺装备的选择工艺装备包括夹具、刀具和量具,其选择原则如下。1.夹具的选择在单件小批生产中,应尽量选用通用夹具和组合夹具。在大批大量生产中,则应根据工序加工要求设计制造专用夹具。2,刀具的选择刀具的选择主要取决于工序所采用的加工方法,加工表面的尺寸、工件材料、听要求的精度和表面粗糙度、生产率及经济性等。3.量具的选择量具的选择主要是根据生产类型和要求检验的精度。在单件小批生产中,应尽量采用通用量具量仪,而在大批大量生产中则应采用各种量规和高生产率的检验仪器和检验夹具等。二,工余量及工序尺寸的确定工序尺寸一一在工艺过程中,某工序加工应达到的尺寸。工序尺寸的正确确定不仅和零件图上的设计尺寸有关系,还与各工序的工序余量有关系。加工余量的确定1.加工余量的概念加工余量一一是指在加工过程中,从被加工表面上切除的金属层厚度。加工余量分工序余量和加工总余量(毛坏余量)二种。工序余量一一相邻两工序的工序尺寸之差。石河子大学机械电气工程学院13
机械制造工艺学讲义 石河子大学机械电气工程学院 13 4.减少了工件装夹次数,不仅缩短了辅助时间,而且由于一次装夹加工较多 的面,就容易保证它们之间的位置精度; 5.专用机床设备、工艺装备的投资大、调整和维修费事,生产准备工作量大, 转为新产品的生产也比较困难。 §4 工序设计 零件的工艺过程设计以后,就应进行工序设计。工序设计的内容是为每一工 序选择机床和工艺装备,确定加工余量、工序尺寸和公差,确定切削用量、工时 定额及工人技术等级等。 一、机床和工艺装备的选择 (一)机床的选择 选择机床应遵循如下原则: 1.机床的加工范围应与零件的外廓尺寸相适应 2.机床的精度应与工序加工要求的精度相适应; 3.机床的生产率应与零件的生产类型相适应。 (二)工艺装备的选择 工艺装备包括夹具、刀具和量具,其选择原则如下。 1.夹具的选择 在单件小批生产中,应尽量选用通用夹具和组合夹具。在大批大量生产中, 则应根据工序加工要求设计制造专用夹具。 2,刀具的选择 刀具的选择主要取决于工序所采用的加工方法,加工表面的尺寸、工件材料、 所要求的精度和表面粗糙度、生产率及经济性等。 3.量具的选择 量具的选择主要是根据生产类型和要求检验的精度。在单件小批生产中,应 尽量采用通用量具量仪,而在大批大量生产中则应采用各种量规和高生产率的检 验仪器和检验夹具等。 二,工余量及工序尺寸的确定 工序尺寸——在工艺过程中,某工序加工应达到的尺寸。 工序尺寸的正确确定不仅和零件图上的设计尺寸有关系,还与各工序的工序 余量有关系。 加工余量的确定 1.加工余量的概念 加工余量——是指在加工过程中,从被加工表面上切除的金属层厚度。 加工余量分工序余量和加工总余量(毛坯余量)二种。 工序余量——相邻两工序的工序尺寸之差
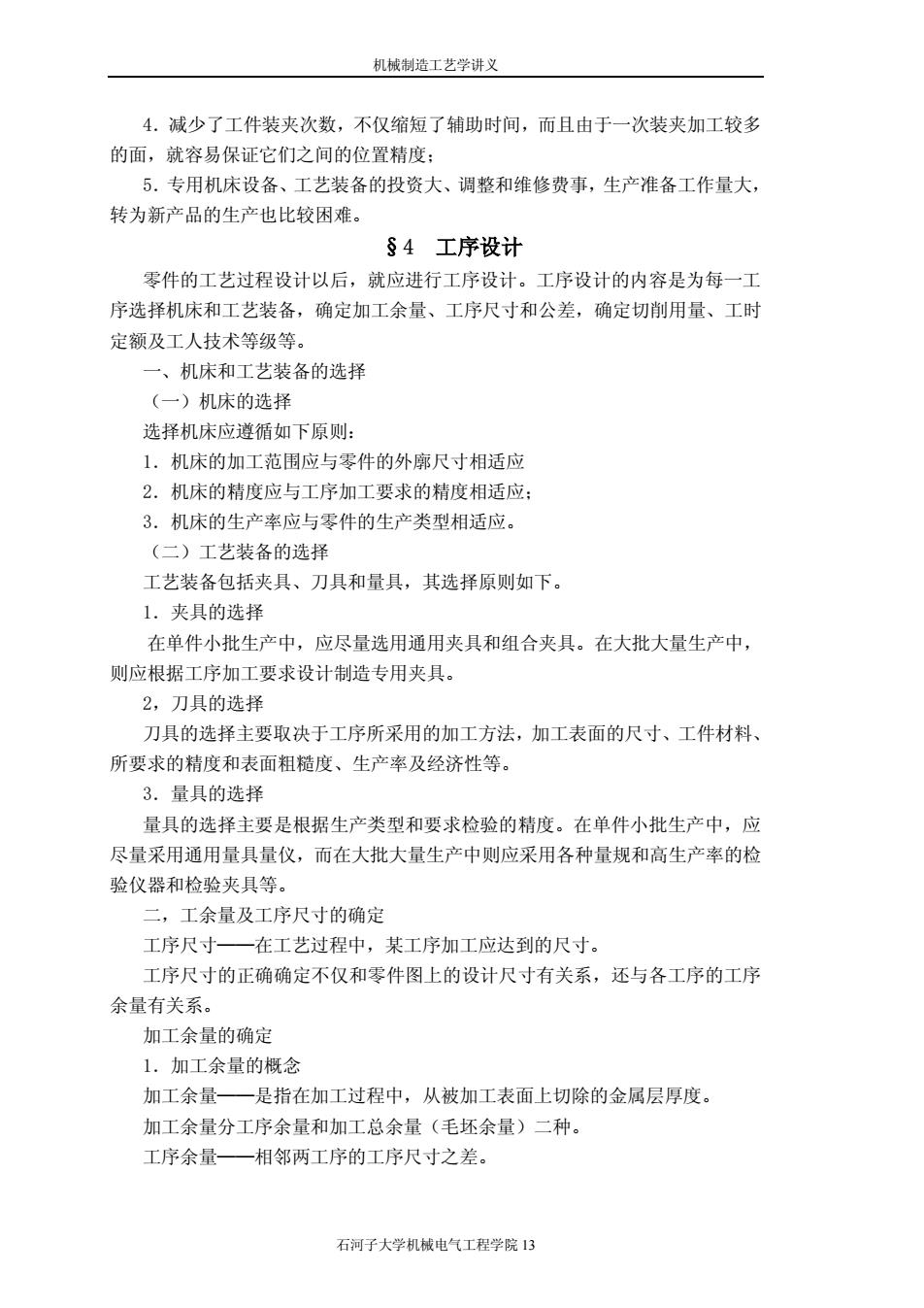
机械制造工艺学讲义加工总余量一一毛坏尺寸与零件图的设计尺寸之差。(毛坏余量)其值等于各工序的工序余量总和。由于加工表面的形状不同,加工余量又可分为单边余量和双边余量两种。在工艺过程中,用极值法还是用调整法计算工序余量的最大值和最小值,它们的概念是不同的。极值法是按试切加工原理计算,调整法是按加工过程中误差复映的原理来计算。为了便于加工和计算,工序尺寸一般按“人体原则”标注极限偏差。对于外表面的工序尺寸取上偏差为零,而对于内表面的工序尺寸取下偏差为零。平面和回转面加工时的工序余量、工序余量和工序尺寸的关系见图11、图12。P(a平i[b]平面Ni+(c)(d)孔图 11平面和回转面加工时的工序余量石河子大学机械电气工程学院14
机械制造工艺学讲义 石河子大学机械电气工程学院 14 加工总余量——毛坯尺寸与零件图的设计尺寸之差。(毛坯余量)其值等于各 工序的工序余量总和。 由于加工表面的形状不同,加工余量又可分为单边余量和双边余量两种。 在工艺过程中,用极值法还是用调整法计算工序余量的最大值和最小值,它 们的概念是不同的。极值法是按试切加工原理计算,调整法是按加工过程中误差 复映的原理来计算。为了便于加工和计算,工序尺寸一般按“人体原则”标注极 限偏差。对于外表面的工序尺寸取上偏差为零,而对于内表面的工序尺寸取下偏 差为零。平面和回转面加工时的工序余量、工序余量和工序尺寸的关系见图 l1、 图 12。 图 11 平面和回转面加工时的工序余量
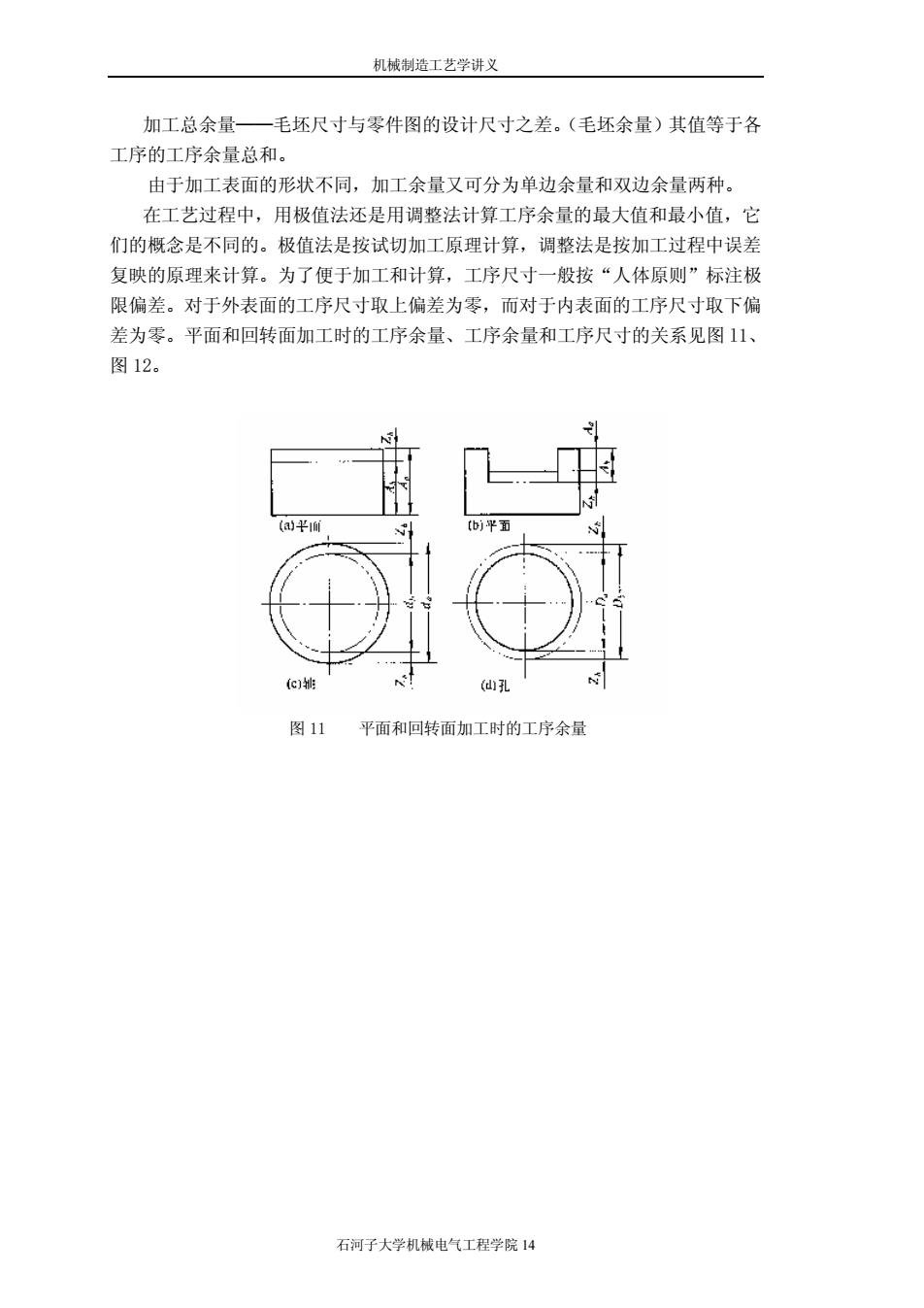
机械制造工艺学讲义dann(DamaAs.(a)AsaaiDanZandaDa,l.Aarn(Dann))2.AmelDee)极位祛ZraT4(TD2)TAATU2)VA放工点向ATA.TO.2)TA.(TO2)dmud DorelAatDa.An[D]ZasZm浏赞法Aa.(Da,J. Aani( Dein)Am(Dhnn)(a)内表面adah.Adw)Amir(dang)ZoaAan(domn)极他法t(do.Awadema)iZTA.(td.12)ZurtTs.(Td./2)V盛AN1TA.(Ta2)TA.Td./2)2xnArnL(tma)润梦达A,(ds), daw(dann)20.2Amn(dmia)Audd.J.dwmddmm()外丸面图12工序余量和工序尺寸的关系工序余量计算公式见表3-2,在制订机械加工工艺规程时,单件、小批量生产时用极值法计算,大批量生产和生产稳定时用调整法计算,这样可节省材料,降低成本。石河子大学机械电气工程学院15
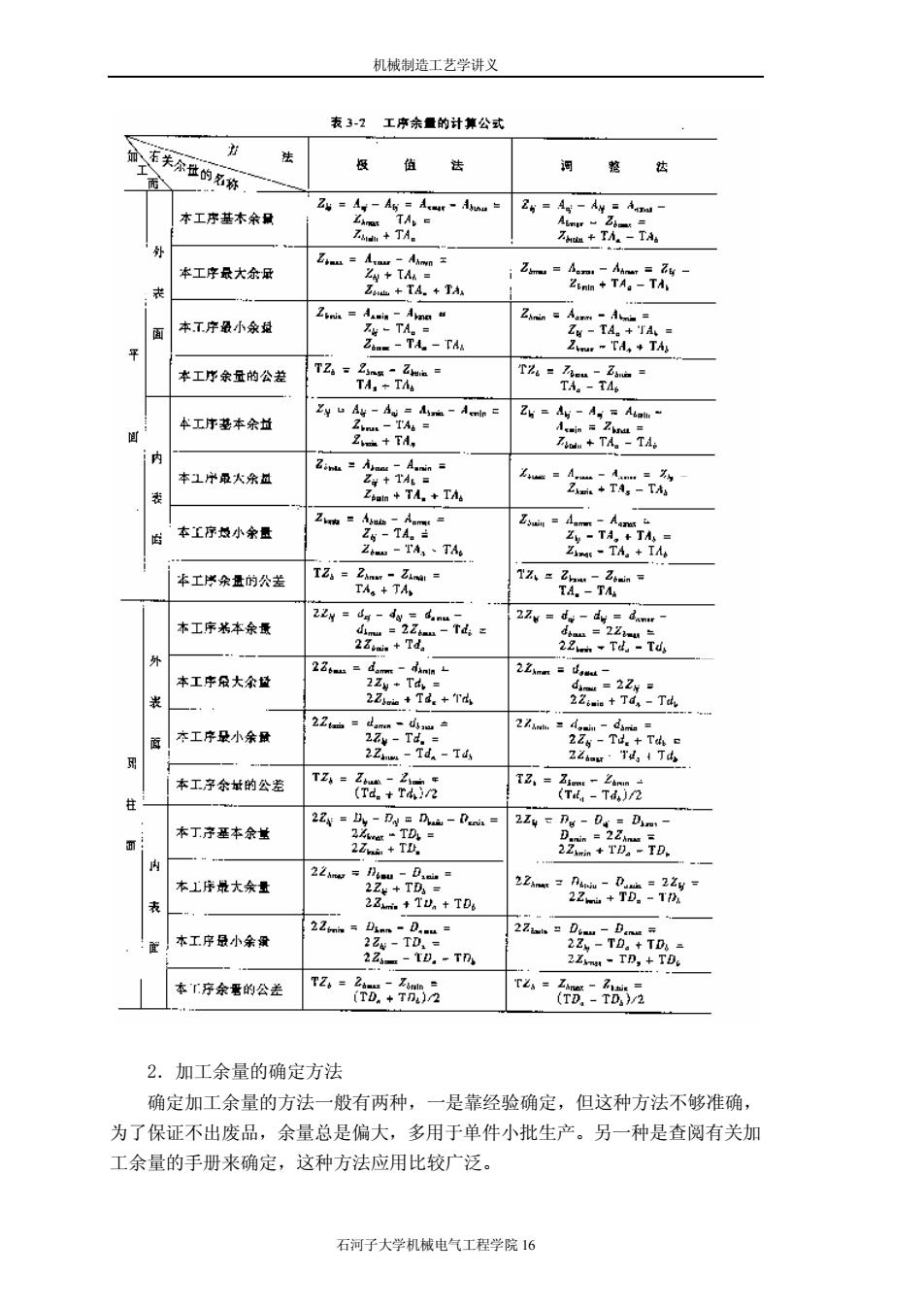
机械制造工艺学讲义 石河子大学机械电气工程学院 15 图 12 工序余量和工序尺寸的关系 工序余量计算公式见表 3-2,在制订机械加工工艺规程时,单件、小批量生 产时用极值法计算,大批量生产和生产稳定时用调整法计算,这样可节省材料, 降低成本
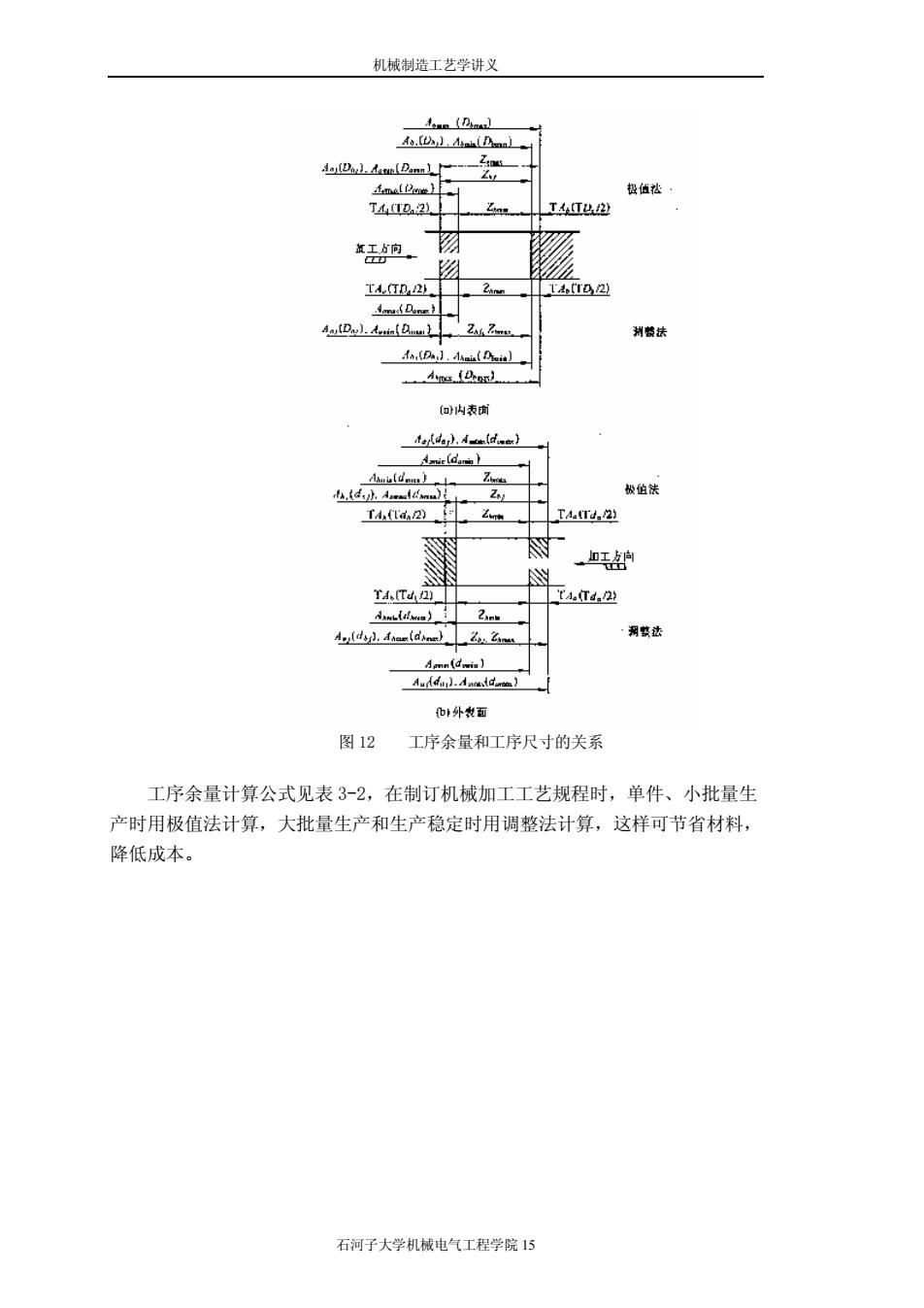
机械制造工艺学讲义表3-2工序余量的计算公式命车失尔然的你法校佳法调整达面Zu=Ay-Ag=Ar-AuZgAg-dy =Ama本工序基本余员LamarTANEAm-ZZa + TA.Zoala + TA, - TA.外Ztan=rur-AmnZomu Aema-Aamt = Zy本工序最大余品Zy+TAR -Zenln + TA, - TA,Zu +TA, +TA表Zerix=ArninAnaZunin = Aamn - dmig -本.工序最小余部爱Zy-TA.+TA, -ATA.TAZhur - TA, + TAy平TZ.=Zsng - ZmiaThe -Zheu-Zona =本工序余量的公差TA, + TA.TA,- TA.ZyuAy-Au4Zy-dy-A -Aa-Amln本工序基本余益绿特国内Zin=AtaaA.nZoe - A...本工序最大余益AZA + TAg -TA表puls-Z=Zowin = damAemtAans本工序效小余量发ZN-TASTTA,-TA,-TA,Ze - TA, + IA.TZ.=Zhn-TZ、=2-ZamalZhu--Zoin本工岸余杂盘的公差TA, + TA,TA,-TA.22x=2Z=dg-dg=dnudy = denrd-本工序基本余量d - 22...Tdsdh = 2i =22.m +Td.22-Td, -Td,外22m = d.mm- danin L22m=daud本工库众大余盘2g-Td-dimm = 22y =2Zhnie + Ta, + Td,22+Td,-Tdy裘22h= damn- dsa=22hat = douin - demio本工序录小余量27v-Td.-2Zy-Td, +Tde面2Zm.-Td.-Td,ZZhau.Tdy+Td,用TZ = Zhum - Zy FTZ, = Zieut - Zenin本工序余基的公差(Td.+Tain2(Td, - Td,j/2柱22y-D- Dy = Dua-Dui=2ZyDg-Du-Dim本丁序基本余量22r-TDL -Dnin = 2Zmw 三2Z+TD.2Zin +TD-TD,内22hng - Ntu - De -2Zmr = Nau- Dunh = 22y =本工序最大余量2Z#+TD, =2Z+TD,-TD.22m+TU,+TDg我22m - Damm- D. -2Ziain- Daw- Denw-本工序景小余滑2ZV-TD,-22, - TD, + TD, =面2Z-TD,-TP2Zhu - TD, + TD,TZ, = Zhnr- Zun -TZy = Zaner -Zunie 本序余量的公差(TD,+TD)2(TD,-TD)/22.加工余量的确定方法确定加工余量的方法一般有两种,一是靠经验确定,但这种方法不够准确,为了保证不出废品,余量总是偏大,多用于单件小批生产。另一种是查阅有关加工余量的手册来确定,这种方法应用比较广泛。石河子大学机械电气工程学院16
机械制造工艺学讲义 石河子大学机械电气工程学院 16 2.加工余量的确定方法 确定加工余量的方法一般有两种,一是靠经验确定,但这种方法不够准确, 为了保证不出废品,余量总是偏大,多用于单件小批生产。另一种是查阅有关加 工余量的手册来确定,这种方法应用比较广泛