
②名间于大学 机城电器工程学院 第二节 数控编程基础 M M R 机床原点参考点 w. P4 工件原点程序原点 -R 参考点 定位开关 M
第二节 数控编程基础 X M W 参 考 点 定 位 开 关 X Z X Z X Y Z M R W Z 机 床 原 点 参 考 点 程 序 原 点 M W P 工 件 原 点 R R M X Z M R Z X X Z 参 考 点 定 位 开 关 工 件 原 点 程 序 原 点 机 床 原 点 参 考 点 R Z W P R X Y Z M R W P W
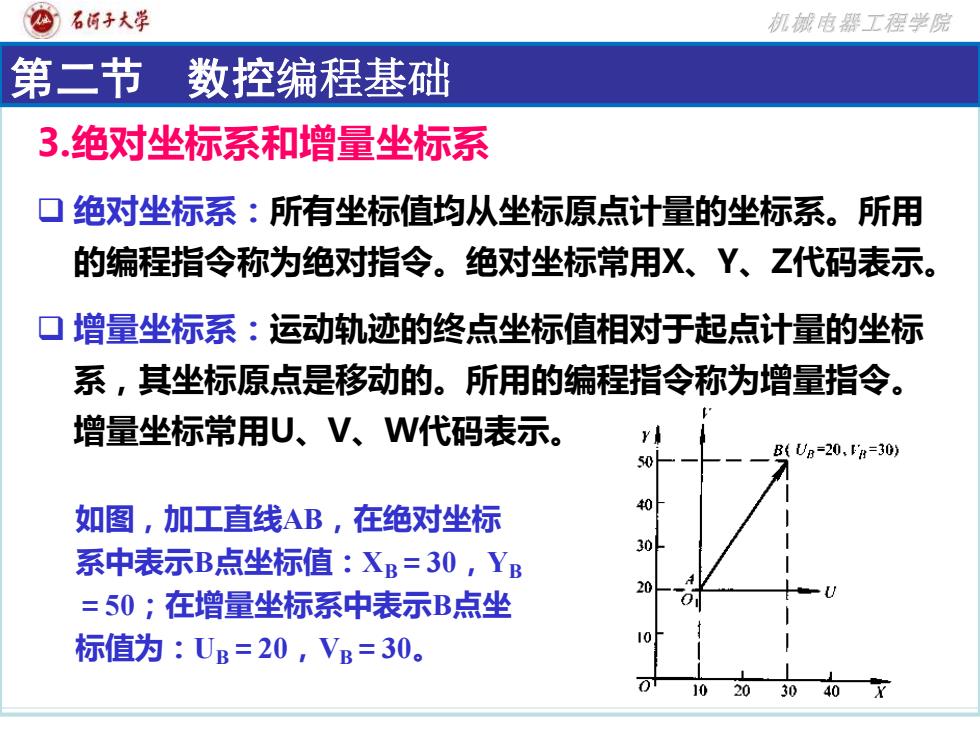
恋名阿子大学 机械电器工程学院 第二节 数控编程基础 3.绝对坐标系和增量坐标系 口绝对坐标系:所有坐标值均从坐标原点计量的坐标系。所用 的编程指令称为绝对指令。绝对坐标常用X、Y、Z代码表示。 口增量坐标系:运动轨迹的终点坐标值相对于起点计量的坐标 系,其坐标原点是移动的。所用的编程指令称为增量指令。 增量坐标常用U、V、W代码表示。 B(UB=20,B=30) 50 如图,加工直线AB,在绝对坐标 0 30 系中表示B点坐标值:XB=30,YB 20 =50;在增量坐标系中表示B点坐 U 标值为:UB=20,VB=30。 10 3040
3.绝对坐标系和增量坐标系 ❑ 绝对坐标系:所有坐标值均从坐标原点计量的坐标系。所用 的编程指令称为绝对指令。绝对坐标常用X、Y、Z代码表示。 ❑ 增量坐标系:运动轨迹的终点坐标值相对于起点计量的坐标 系,其坐标原点是移动的。所用的编程指令称为增量指令。 增量坐标常用U、V、W代码表示。 如图,加工直线AB,在绝对坐标 系中表示B点坐标值:XB=30,YB =50;在增量坐标系中表示B点坐 标值为:UB=20,VB=30。 第二节 数控编程基础
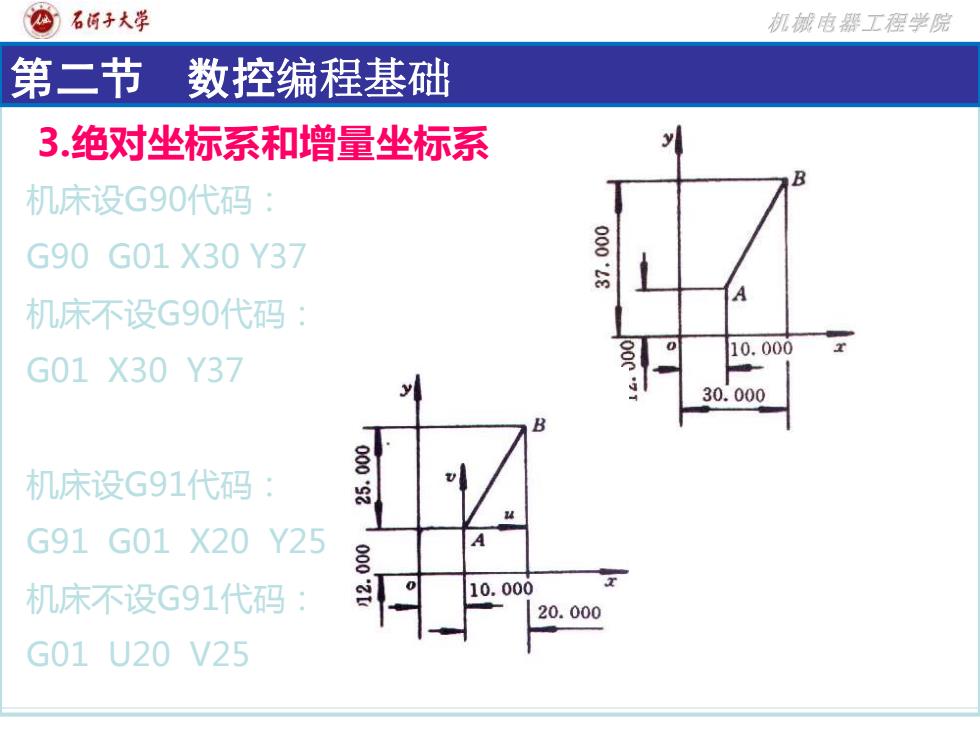
②石阿于大学 机城电器工程学院 第二节 数控编程基础 3.绝对坐标系和增量坐标系 B 机床设G90代码 G90G01X30Y37 机床不设G90代码: 10.000 G01X30Y37 30.000 机床设G91代码 G91G01X20Y25 10.000 x 机床不设G91代码: 20.000 G01U20V25
3.绝对坐标系和增量坐标系 第二节 数控编程基础 机床设G90代码: G90 G01 X30 Y37 机床不设G90代码: G01 X30 Y37 机床设G91代码: G91 G01 X20 Y25 机床不设G91代码: G01 U20 V25
恋石阿子大学 机械电器工程学院 第二节 数控编程基础 4.脉冲当量和编程尺寸表示法 口脉冲当量:是数控机床所能实现的最小位移量,又称最小编程单位,最 小指令增量,数控系统每发出一个指令脉冲,机床工作台就移动一个脉冲 当量的距离。脉冲当量是数控机床的一个重要技术指标(一般为 0.00010.01mm)。 口编程尺寸表示法:两种表示法 >以脉冲当量为最小单位来表示;最小设定单位为0.01mm; >以毫米为单位,以有效位小数来表示; 如:X=524.295mm,Y=36.52mm,最小设定单位为0.01mm,则: 1法表示:X52430Z3652 2法表示:X524.30Z36.52 编程时注意具体机床采用哪种尺寸表示方法
4.脉冲当量和编程尺寸表示法 ❑ 脉冲当量:是数控机床所能实现的最小位移量,又称最小编程单位,最 小指令增量,数控系统每发出一个指令脉冲,机床工作台就移动一个脉冲 当量的距离。脉冲当量是数控机床的一个重要技术指标(一般为 0.0001~0.01mm)。 ❑ 编程尺寸表示法:两种表示法 ➢ 以脉冲当量为最小单位来表示; 最小设定单位为0.01mm; ➢ 以毫米为单位,以有效位小数来表示; 如:X=524.295mm,Y=36.52mm,最小设定单位为0.01mm,则: 1 法表示:X52430 Z3652 2 法表示:X524.30 Z36.52 编程时注意具体机床采用哪种尺寸表示方法 第二节 数控编程基础

②石间于大学 机城电器工程学院 第二节 数控编程基础 零件的数学处理 机床具备直线插补、圆弧插补、抛物线插补功能 >当加工零件的轮廓形状比较简单(直线、圆弧构 数学处 成),需要算出零件轮廓相邻几何元素的交点或切 点坐标值; >当加工复杂的非圆曲线轮廓时,需用小直线或圆弧 任务 段逼近,需要计算出其节点的坐标值,精度要求越 高,节点越密
第二节 数控编程基础 ➢当加工零件的轮廓形状比较简单(直线、圆弧构 成),需要算出零件轮廓相邻几何元素的交点或切 点坐标值; ➢当加工复杂的非圆曲线轮廓时,需用小直线或圆弧 段逼近,需要计算出其节点的坐标值,精度要求越 高,节点越密。 二、 零件的数学处理 机床具备直线插补、圆弧插补、抛物线插补功能 数 学 处 理 的 任 务