第5章计算机数控装置 5.1CNC系统的组成与特点 数控装置是数控系统的核心,其主要功能是正确识别 和解释数控加工程序,对解释结果进行各种数据计算和 逻辑判断处理,完成各种输入、输出任务。其形式可以 是由数字逻辑电路构成的专用硬件数控装置或计算机数 控装置。 数控装置将数控加工程序信息按两类控制量分别输出 口连续控制量,送往驱动控制装置; 口离散的开关量,送往机床电器逻辑控制装置,控制机 床各组成部分实现各种数控功能
第5章 计算机数控装置 5.1 CNC系统的组成与特点 数控装置是数控系统的核心,其主要功能是正确识别 和解释数控加工程序,对解释结果进行各种数据计算和 逻辑判断处理,完成各种输入、输出任务。其形式可以 是由数字逻辑电路构成的专用硬件数控装置或计算机数 控装置。 数控装置将数控加工程序信息按两类控制量分别输出 连续控制量,送往驱动控制装置; 离散的开关量,送往机床电器逻辑控制装置,控制机 床各组成部分实现各种数控功能
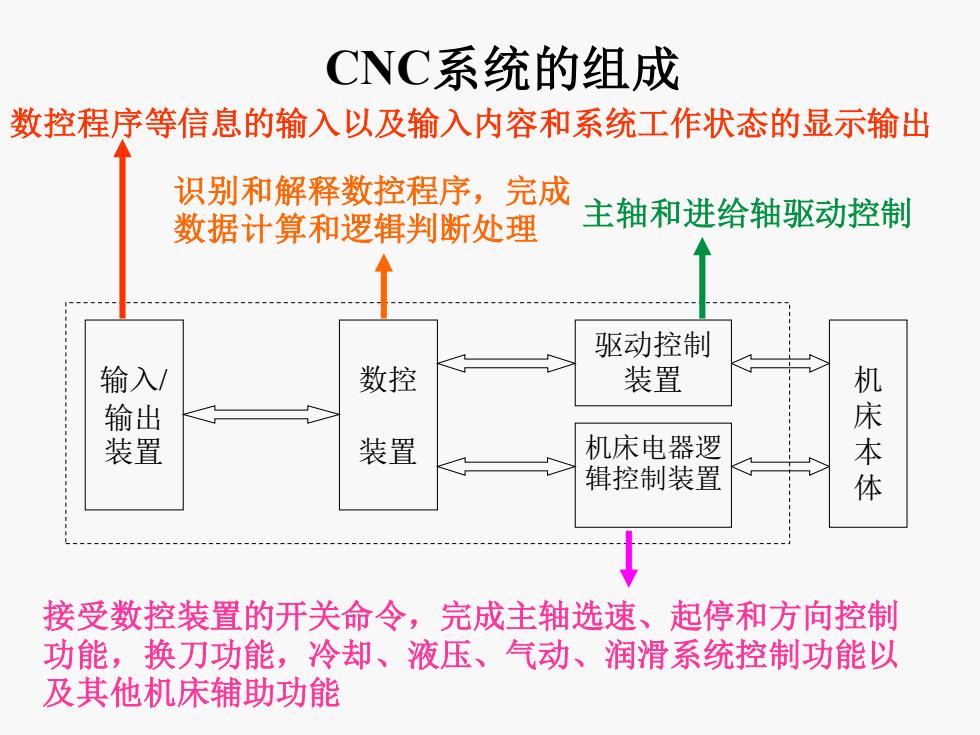
CNC系统的组成 数控程序等信息的输入以及输入内容和系统工作状态的显示输出 识别和解释数控程序,完成 数据计算和逻辑判断处理 主轴和进给轴驱动控制 驱动控制 输入/ 数控 装置 输出 装置 装置 机床电器逻 机床本 辑控制装置 接受数控装置的开关命令,完成主轴选速、起停和方向控制 功能,换刀功能,冷却、液压、气动、润滑系统控制功能以 及其他机床辅助功能
CNC系统的组成 输入/ 输出 装置 数控 装置 驱动控制 装置 机床电器逻 辑控制装置 机 床 本 体 数控程序等信息的输入以及输入内容和系统工作状态的显示输出 识别和解释数控程序,完成 数据计算和逻辑判断处理 主轴和进给轴驱动控制 接受数控装置的开关命令,完成主轴选速、起停和方向控制 功能,换刀功能,冷却、液压、气动、润滑系统控制功能以 及其他机床辅助功能
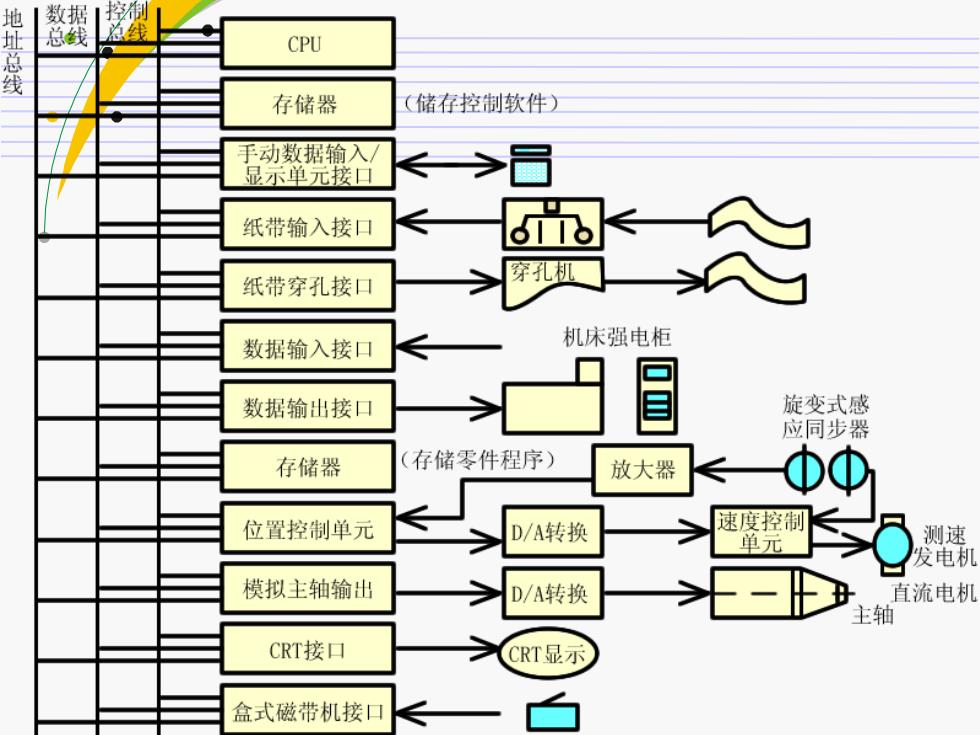
地 数据 址 CPU 存储器 储存控制软件) 手动数据输入, 显示单元接口 ■■■ 纸带输入接口 o1o 纸带穿孔接口 穿孔机 数据输入接口 机床强电柜 数据输出接口 冒 旋变式感 应同步器 存储器 存储零件程序) 放大器 位置控制单元 D/A转换 速度控制 单元 测速 发电机 模拟主轴输出 D/A转换 直流电机 主轴 CRT接口 CRT显示 盒式磁带机接口
CNC-Computerized Numerical Control 定义:借助计算机通过执行其存储器内的程序来完成数控要 求的部分或者全部功能,并配有接口电路、同服驱动装置的 种专用计算机系统。 也可解释为:一种控制系统,它能自动完成信息的输入、译 码、运算,从而控制机床的运动和加工过程。 主要任务:存储程序、完成插补、将计算结果输出伺服系统, 控制电机驱动机床执行机构。 指令 计算机 硬件电路 伺服 数控 输入 (软件功能)》 (硬件功能) 系统 机床
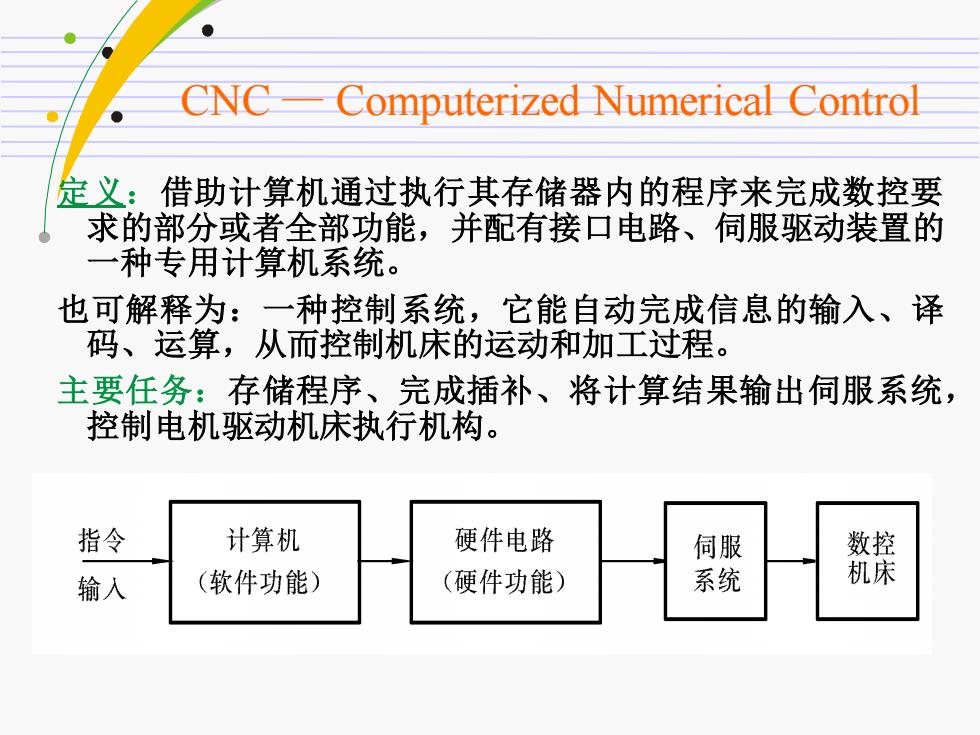
CNC — Computerized Numerical Control 定义:借助计算机通过执行其存储器内的程序来完成数控要 求的部分或者全部功能,并配有接口电路、伺服驱动装置的 一种专用计算机系统。 也可解释为:一种控制系统,它能自动完成信息的输入、译 码、运算,从而控制机床的运动和加工过程。 主要任务:存储程序、完成插补、将计算结果输出伺服系统, 控制电机驱动机床执行机构
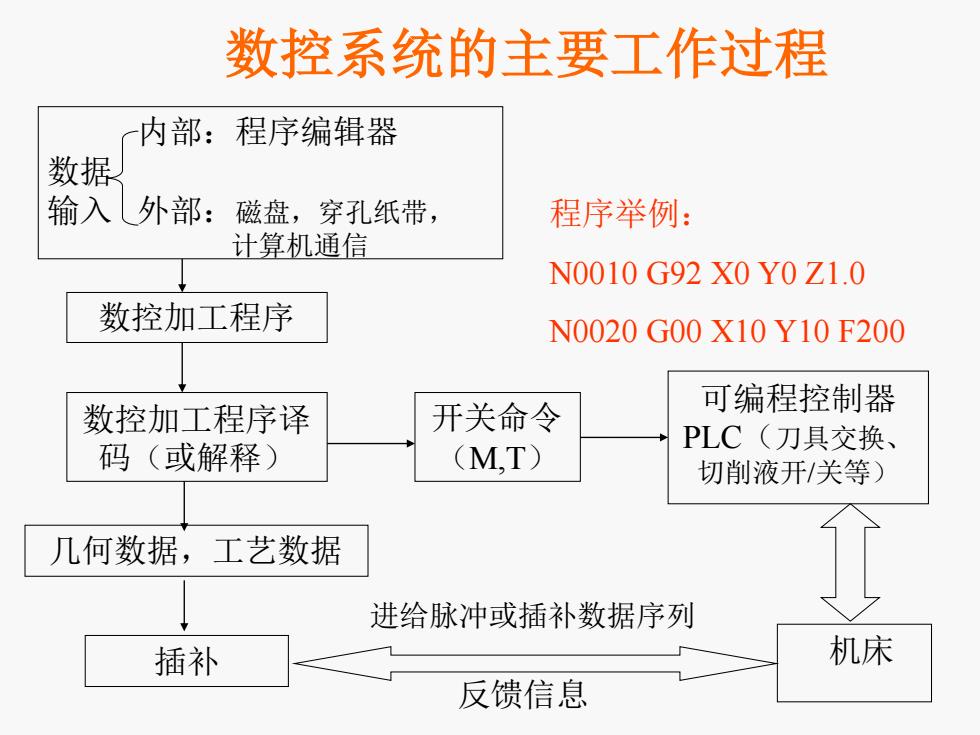
数控系统的主要工作过程 内部:程序编辑器 数据 输入外部: 磁盘, 穿孔纸带, 程序举例: 计算机通信 N0010G92X0Y0Z1.0 数控加工程序 N0020G00X10Y10F200 数控加工程序译 开关命令 可编程控制器 PLC(刀具交换、 码(或解释) (M,T) 切削液开/关等) 几何数据,工艺数据 进给脉冲或插补数据序列 插补 机床 反馈信息
内部:程序编辑器 数据 输入 外部:磁盘,穿孔纸带, 计算机通信 数控加工程序 数控加工程序译 码(或解释) 开关命令 (M,T) 几何数据,工艺数据 插补 可编程控制器 PLC(刀具交换、 切削液开/关等) 机床 反馈信息 进给脉冲或插补数据序列 数控系统的主要工作过程 程序举例: N0010 G92 X0 Y0 Z1.0 N0020 G00 X10 Y10 F200