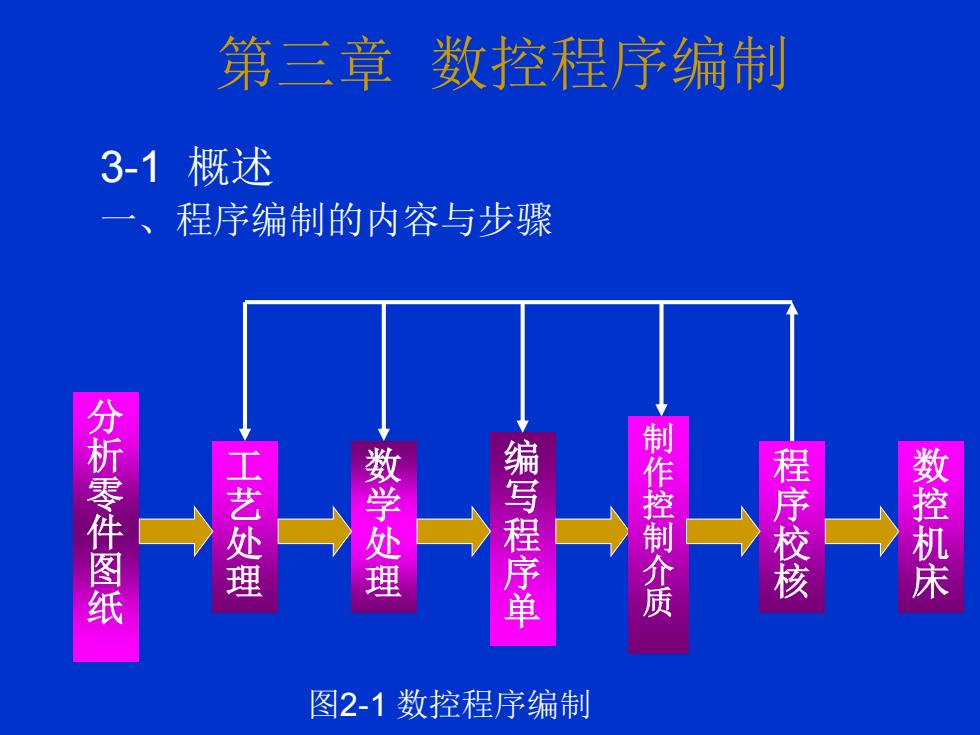
第三章数控程序编制 3-1概述 一、程序编制的内容与步骤 分析零件图纸 工艺处理 数学处理 编写程序单 制作控制介质 程序校核 数控机床 图2-1数控程序编制
第三章 数控程序编制 3-1 概述 一、程序编制的内容与步骤 图2-1 数控程序编制 分 析 零 件 图 纸 工 艺 处 理 数 学 处 理 编 写 程 序 单 制 作 控 制 介 质 程 序 校 核 数 控 机 床

程序编制的方法 手工编程(简单零件的数控编程) 基于CAD/CAM的自动编程系统 Pro/E UG MasterCAM CATIA CIMATRON CAXA制造工程师
二、程序编制的方法 手工编程(简单零件的数控编程) 基于CAD/CAM的自动编程系统 Pro/E UG MasterCAM CATIA CIMATRON CAXA制造工程师
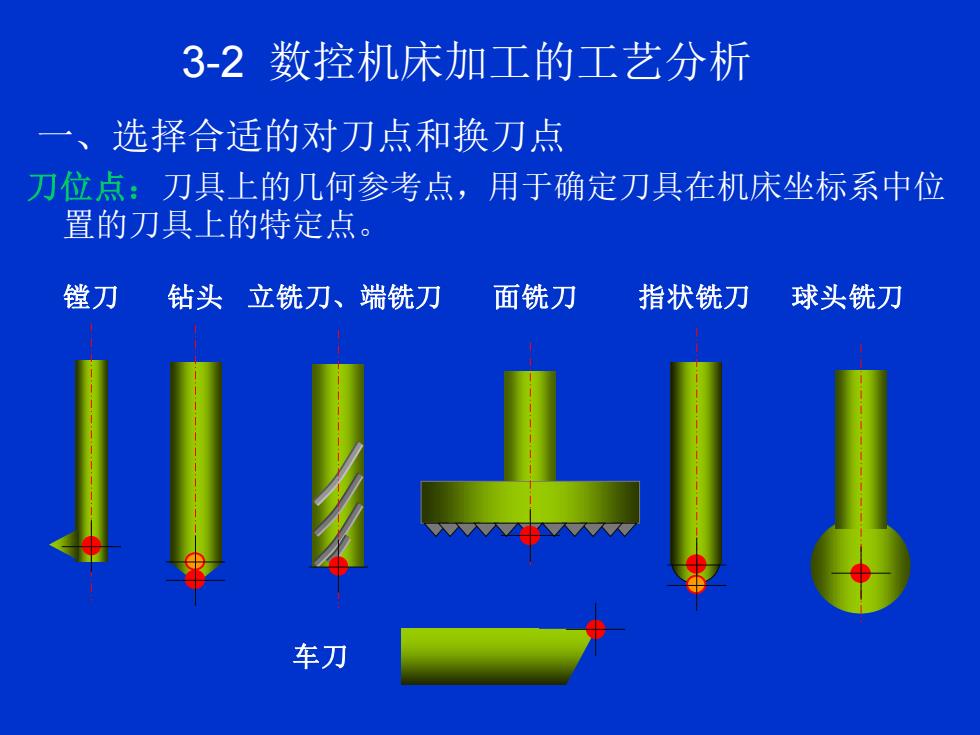
3-2数控机床加工的工艺分析 一、选择合适的对刀点和换刀点 刀位点:刀具上的几何参考点,用于确定刀具在机床坐标系中位 置的刀具上的特定点。 镗刀 钻头立铣刀、端铣刀 面铣刀 指状铣刀 球头铣刀 车刀
3-2 数控机床加工的工艺分析 一、选择合适的对刀点和换刀点 刀位点:刀具上的几何参考点,用于确定刀具在机床坐标系中位 置的刀具上的特定点。 镗刀 钻头 立铣刀、端铣刀 面铣刀 指状铣刀 球头铣刀 车刀
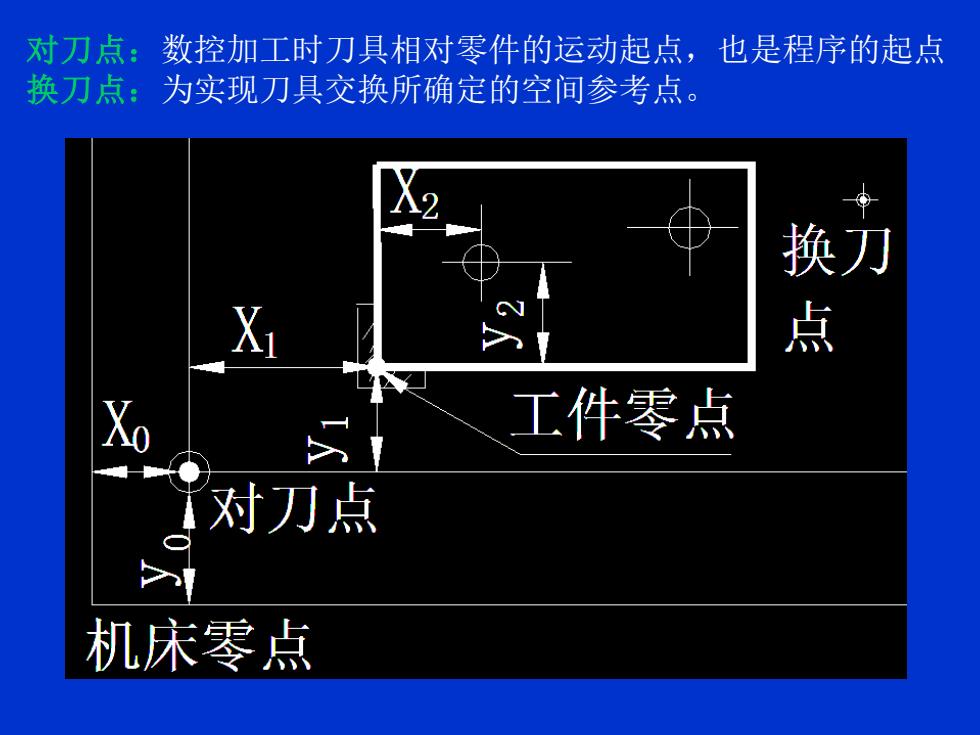
对刀点:数控加工时刀具相对零件的运动起点, 也是程序的起点 换刀点:为实现刀具交换所确定的空间参考点。 换刀 点 Xo 工件零点 对刀点 机床零点
对刀点:数控加工时刀具相对零件的运动起点,也是程序的起点 换刀点:为实现刀具交换所确定的空间参考点
二、选择合适的零件安装方式 安装:尽量保证一次安装,完成所有待加工面的加工,避免重 复安装误差。 通用夹具 夹具选用 组合夹具 专用夹具(必要时专门设计)》 三、刀具选择 考虑因素:工件材质、加工轮廓类型、机床允许的切削用量以 及刚性和耐用度。对加工中心机床,要在机外进行尺寸预调 或尺寸测量,并将有关尺寸输入数控装置
二、选择合适的零件安装方式 安装:尽量保证一次安装,完成所有待加工面的加工,避免重 复安装误差。 通用夹具 夹具选用 组合夹具 专用夹具(必要时专门设计) 三、刀具选择 考虑因素:工件材质、加工轮廓类型、机床允许的切削用量以 及刚性和耐用度。对加工中心机床,要在机外进行尺寸预调 或尺寸测量,并将有关尺寸输入数控装置