恋名阿子大学 机械电器工程学院 第二节 数控编程基础 2.机床坐标系与工件坐标系 1)机床坐标系 口机床参考点与机床坐标系、机床原点 ■回参考点操作建立机床坐标系后,CC机床的测量系统就可以在机床坐标系 中对测量目标点进行追踪测量控制。通常,在没有任何偏置与补偿的情况下, 数控车床坐标系的测量目标是刀架参考点;数控铣床坐标系的测量目标是主 轴端面中心。 ■每次开机启动后,或当机床因意外断电、紧急制动等原因停机而重新启动 时,都应该先让各轴返回参考点,进行一次位置校准,测量系统置零,以消 除上次运动所带来的位置误差,之后测量系统即可以以参考点作为基准,随 时测量运动部件的位置。“回零操作” ■机床坐标系一般不作为编程坐标系,仅作为工件坐标系的参考坐标系
2.机床坐标系与工件坐标系 1)机床坐标系 ❑ 机床参考点与机床坐标系、机床原点 第二节 数控编程基础 ◼回参考点操作建立机床坐标系后,CNC机床的测量系统就可以在机床坐标系 中对测量目标点进行追踪测量控制。通常,在没有任何偏置与补偿的情况下, 数控车床坐标系的测量目标是刀架参考点;数控铣床坐标系的测量目标是主 轴端面中心。 ◼每次开机启动后,或当机床因意外断电、紧急制动等原因停机而重新启动 时,都应该先让各轴返回参考点,进行一次位置校准,测量系统置零,以消 除上次运动所带来的位置误差,之后测量系统即可以以参考点作为基准,随 时测量运动部件的位置。“回零操作” ◼ 机床坐标系一般不作为编程坐标系,仅作为工件坐标系的参考坐标系

@石间于大学 机械电器工程学院 第二节 数控编程基础 为什么要返回参考点? 数控机床开机时,必须先回零,即确定机床原点,而确 定机床原点的运动就是刀架返回参考点的操作,这样通过 确认参考点,就确定了机床原点。只有机床参考点被确认 后,刀具(或工作台)移动才有基准。 在机床通电后,要在机床上建立唯一的坐标系,而大多 数数控机床的位置反馈系统都使用增量式的旋转编码器或 者增量式的光栅尺作为反馈元件,因而机床在通电开机后, 无法确定当前在机床坐标系中的真实位置,所以都必须首 先返回参考点,从而确定机床的坐标系原点
第二节 数控编程基础 为什么要返回参考点? 数控机床开机时,必须先回零,即确定机床原点,而确 定机床原点的运动就是刀架返回参考点的操作,这样通过 确认参考点,就确定了机床原点。只有机床参考点被确认 后,刀具(或工作台)移动才有基准。 在机床通电后,要在机床上建立唯一的坐标系,而大多 数数控机床的位置反馈系统都使用增量式的旋转编码器或 者增量式的光栅尺作为反馈元件,因而机床在通电开机后, 无法确定当前在机床坐标系中的真实位置,所以都必须首 先返回参考点,从而确定机床的坐标系原点
恋名阿子大学 机械电器工程学院 第二节 数控编程基础 2)工件坐标系与工件原点(编程坐标系) 口工件坐标系:是编程人员在编程时以工件图样上的某一点为 原点所建立的坐标系,各轴与机床坐标轴平行,方向一致。 编程时,所有的尺寸都基于此坐标系计算;工件坐标系的原 点称为工件原点(又称编程原点,用W表示)。 口工件原点偏置:工件随夹具在机床上安装后,工件原点与 机床原点间的距离。 注意:现代数控机床均可设置多个工件坐标系,在加 工时通过G指令进行切换
2)工件坐标系与工件原点(编程坐标系) ❑ 工件坐标系:是编程人员在编程时以工件图样上的某一点为 原点所建立的坐标系,各轴与机床坐标轴平行,方向一致。 编程时,所有的尺寸都基于此坐标系计算;工件坐标系的原 点称为工件原点(又称编程原点,用W表示)。 ❑ 工件原点偏置:工件随夹具在机床上安装后,工件原点与 机床原点间的距离。 注意:现代数控机床均可设置多个工件坐标系,在加 工时通过G指令进行切换。 第二节 数控编程基础
@石间于大学 机城电器工程学院 第二节 数控编程基础 2)工件坐标系与工件原点 工件原点的设置一般应遵循下列原则: >工件原点选在工件图形的尺寸基准上,以利于编程; >工件原点尽量选在尺寸精度高、表面粗糙度值小的工件表面 上;可提高工件的加工精度和一致性。 >工件原点最好选在工件的对称中心上; >要便于测量和检验。 注意:设定编程坐标系时,假定工件固定不动,用刀具运 动的坐标系来编程
2)工件坐标系与工件原点 工件原点的设置一般应遵循下列原则: ➢ 工件原点选在工件图形的尺寸基准上,以利于编程; ➢ 工件原点尽量选在尺寸精度高、表面粗糙度值小的工件表面 上;可提高工件的加工精度和一致性。 ➢ 工件原点最好选在工件的对称中心上; ➢ 要便于测量和检验。 注意:设定编程坐标系时,假定工件固定不动,用刀具运 动的坐标系来编程。 第二节 数控编程基础
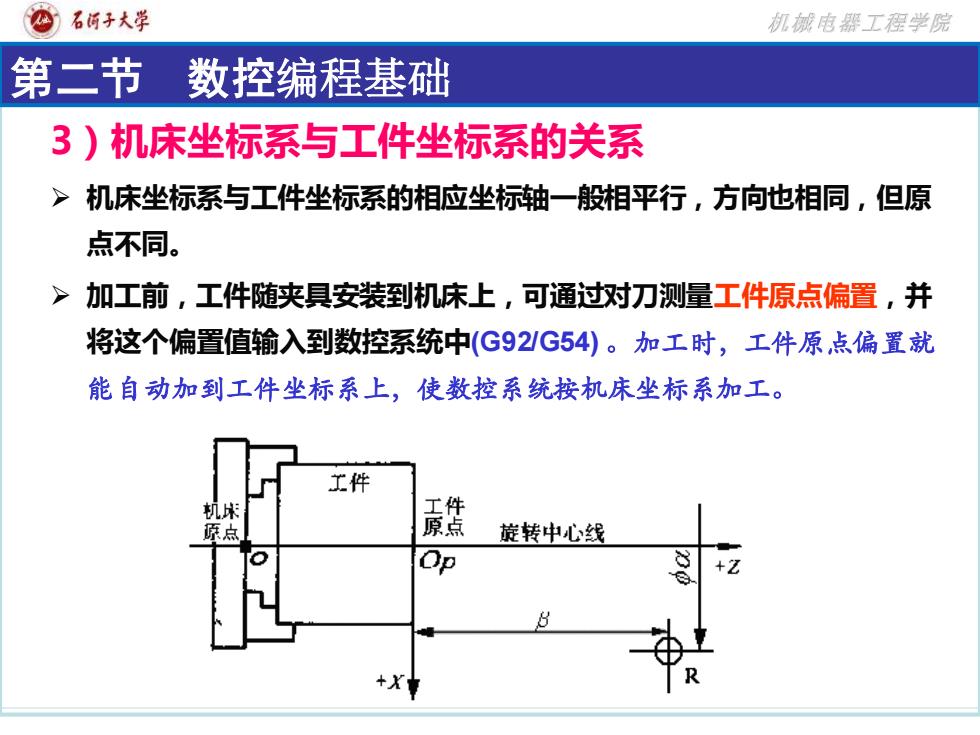
恋石阿子大学 机城电器工程学院 第二节 数控编程基础 3)机床坐标系与工件坐标系的关系 >机床坐标系与工件坐标系的相应坐标轴一般相平行,方向也相同,但原 点不同。 >加工前,工件随夹具安装到机床上,可通过少对刀测量工件原点偏置,并 将这个偏置值输入到数控系统中(G92G54)。加工时,工件原,点偏置就 能自动加到工件坐标系上,使数控系统按机床坐标系加工。 工件 机闲 工件 原点 原点 旋转中心线 Op +Z +
3)机床坐标系与工件坐标系的关系 ➢ 机床坐标系与工件坐标系的相应坐标轴一般相平行,方向也相同,但原 点不同。 ➢ 加工前,工件随夹具安装到机床上,可通过对刀测量工件原点偏置,并 将这个偏置值输入到数控系统中(G92/G54) 。加工时,工件原点偏置就 能自动加到工件坐标系上,使数控系统按机床坐标系加工。 第二节 数控编程基础