第十一章 工业发酵染菌的防治 第一节 发酵染菌的危害 发酵染菌能给生产带来严重危害,防止杂菌污染是任何发酵工厂的一项重要工 作内容。尤其是无菌程度要求高的液体深层发酵,污染防止工作的重要性更为突出。 所谓“杂菌”, 是指在发酵培养中侵入了有碍生产的其他微生物。 几乎所有的发酵工业,都有可能遭受杂菌的污染。染菌的结果,轻者影响产量或产 品质量,重者可能导致倒罐,甚至停产。 一,染菌对不同品种发酵的影响 青霉素 疫苗 柠檬酸 谷氨酸 肌苷、肌苷酸 酶制剂 二,不同种类的杂菌对发酵的影响 青霉素发酵:污染细短产气杆菌比粗大杆菌的危害大 链霉素发酵:污染细短杆菌、假单孢杆菌和产气杆菌比粗大杆菌的危害大 四环素发酵:污染双球菌、芽孢杆菌和夹膜杆菌的危害较大 柠檬酸发酵:最怕污染青霉菌 肌苷、肌苷酸发酵:污染芽孢杆菌的危害最大 谷氨酸发酵:最怕污染噬菌体 高温淀粉酶发酵:污染芽孢杆菌和噬菌体的危害较大 三,不同染菌时间对发酵的影响 1,种子培养期染菌 菌体浓度低、培养基营养丰富 2,发酵前期染菌 杂菌与生产菌争夺营养成分,干扰生产菌的繁殖和产物的形成 3,发酵中期染菌 严重干扰生产菌的繁殖和产物的生成
第十一章 工业发酵染菌的防治 第一节 发酵染菌的危害 发酵染菌能给生产带来严重危害,防止杂菌污染是任何发酵工厂的一项重要工 作内容。尤其是无菌程度要求高的液体深层发酵,污染防止工作的重要性更为突出。 所谓“杂菌”, 是指在发酵培养中侵入了有碍生产的其他微生物。 几乎所有的发酵工业,都有可能遭受杂菌的污染。染菌的结果,轻者影响产量或产 品质量,重者可能导致倒罐,甚至停产。 一,染菌对不同品种发酵的影响 青霉素 疫苗 柠檬酸 谷氨酸 肌苷、肌苷酸 酶制剂 二,不同种类的杂菌对发酵的影响 青霉素发酵:污染细短产气杆菌比粗大杆菌的危害大 链霉素发酵:污染细短杆菌、假单孢杆菌和产气杆菌比粗大杆菌的危害大 四环素发酵:污染双球菌、芽孢杆菌和夹膜杆菌的危害较大 柠檬酸发酵:最怕污染青霉菌 肌苷、肌苷酸发酵:污染芽孢杆菌的危害最大 谷氨酸发酵:最怕污染噬菌体 高温淀粉酶发酵:污染芽孢杆菌和噬菌体的危害较大 三,不同染菌时间对发酵的影响 1,种子培养期染菌 菌体浓度低、培养基营养丰富 2,发酵前期染菌 杂菌与生产菌争夺营养成分,干扰生产菌的繁殖和产物的形成 3,发酵中期染菌 严重干扰生产菌的繁殖和产物的生成
4,发酵后期染菌 如杂菌量不大,可继续发酵。如污染严重,可采取措施提前放罐 四,不同染菌途径对发酵的影响 种子带菌:种子带菌可使发酵染菌具有延续性 空气带菌:空气带菌也使发酵染菌具有延续性,导致染菌范围扩大至所有发酵 罐 培养基或设备灭菌不彻底:一般为孤立事件,不具有延续性 设备渗漏:这种途径造成染菌的危害性较大 五,染菌对产物提取和产品质量的影响 1,对过滤的影响 发酵液的粘度加大;菌体大多自溶;由于发酵不彻底,基质的残留浓度加度。 造成过滤时间拉长,影响设备的周转使用,破坏生产平衡;大幅度降低过滤收率。 2,对提取的影响 (1)有机溶剂萃取工艺:染菌的发酵液含有更多的水溶性蛋白质,易发生乳化, 使水相和溶剂相难以分开 (2)离子交换工艺:杂菌易粘附在离子交换树脂表面或被离子交换树脂吸附, 大大降低离子交换树脂的交换量 3,对产品质量的影响 (1)对内在质量的影响:染菌的发酵液含有较多的蛋白质和其它杂质。对产品 的纯度有较大影响。 (2)对产品外观的影响:一些染菌的发酵液经处理过滤后得到澄清的发酵液, 放置后会出现混浊,影响产品的外观。 六,染菌对三废处理的影响 使过滤后的废菌体无法利用,发酵染菌的废液,生物需氧量(BOD)增高,增 加三废治理费用和时间。 七,发酵染菌的危害 1,直接经济损失 2,间接经济损失
4,发酵后期染菌 如杂菌量不大,可继续发酵。如污染严重,可采取措施提前放罐 四,不同染菌途径对发酵的影响 种子带菌:种子带菌可使发酵染菌具有延续性 空气带菌:空气带菌也使发酵染菌具有延续性,导致染菌范围扩大至所有发酵 罐 培养基或设备灭菌不彻底:一般为孤立事件,不具有延续性 设备渗漏:这种途径造成染菌的危害性较大 五,染菌对产物提取和产品质量的影响 1,对过滤的影响 发酵液的粘度加大;菌体大多自溶;由于发酵不彻底,基质的残留浓度加度。 造成过滤时间拉长,影响设备的周转使用,破坏生产平衡;大幅度降低过滤收率。 2,对提取的影响 (1)有机溶剂萃取工艺:染菌的发酵液含有更多的水溶性蛋白质,易发生乳化, 使水相和溶剂相难以分开 (2)离子交换工艺:杂菌易粘附在离子交换树脂表面或被离子交换树脂吸附, 大大降低离子交换树脂的交换量 3,对产品质量的影响 (1)对内在质量的影响:染菌的发酵液含有较多的蛋白质和其它杂质。对产品 的纯度有较大影响。 (2)对产品外观的影响:一些染菌的发酵液经处理过滤后得到澄清的发酵液, 放置后会出现混浊,影响产品的外观。 六,染菌对三废处理的影响 使过滤后的废菌体无法利用,发酵染菌的废液,生物需氧量(BOD)增高,增 加三废治理费用和时间。 七,发酵染菌的危害 1,直接经济损失 2,间接经济损失
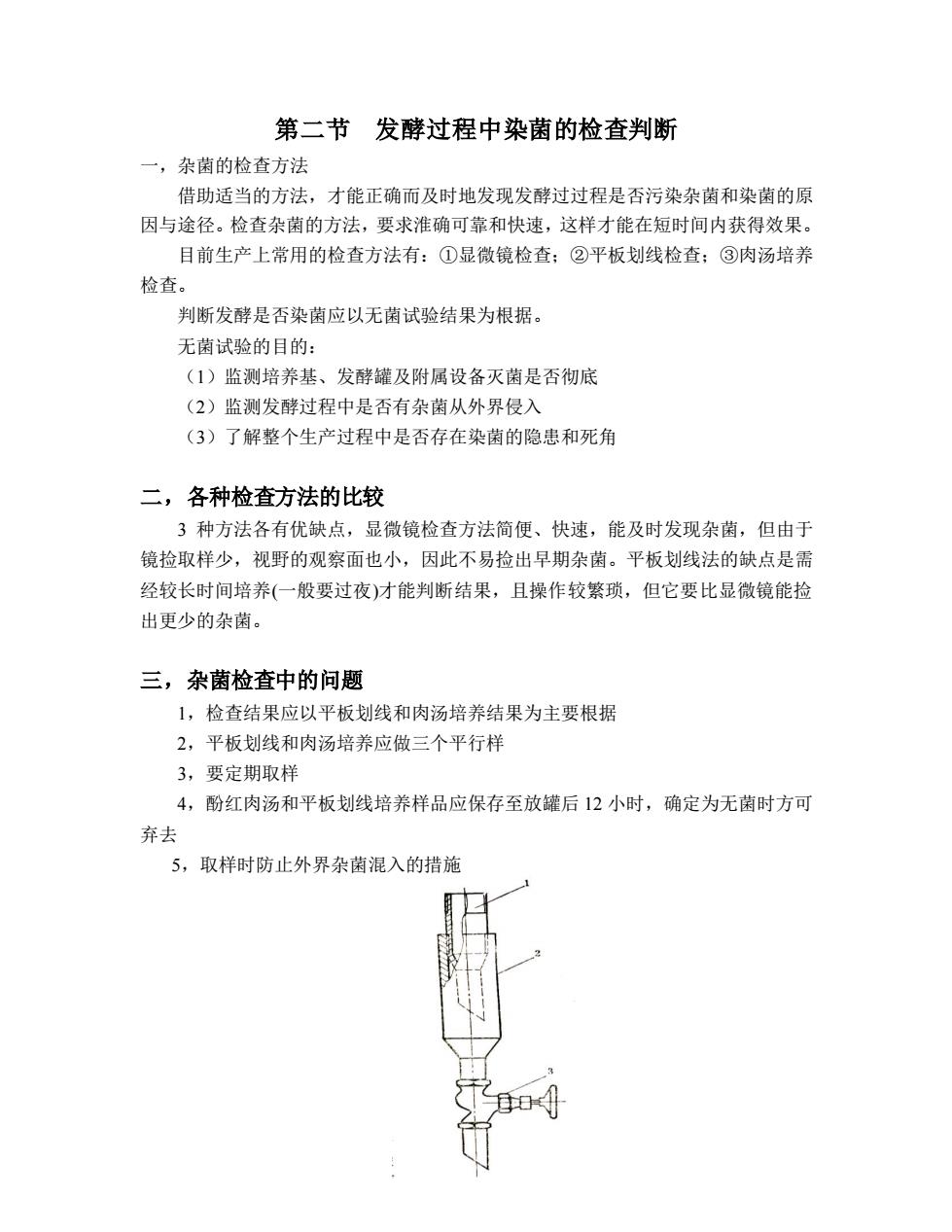
第二节 发酵过程中染菌的检查判断 一,杂菌的检查方法 借助适当的方法,才能正确而及时地发现发酵过过程是否污染杂菌和染菌的原 因与途径。检查杂菌的方法,要求淮确可靠和快速,这样才能在短时间内获得效果。 目前生产上常用的检查方法有:①显微镜检查;②平板划线检查;③肉汤培养 检查。 判断发酵是否染菌应以无菌试验结果为根据。 无菌试验的目的: (1)监测培养基、发酵罐及附属设备灭菌是否彻底 (2)监测发酵过程中是否有杂菌从外界侵入 (3)了解整个生产过程中是否存在染菌的隐患和死角 二,各种检查方法的比较 3 种方法各有优缺点,显微镜检查方法简便、快速,能及时发现杂菌,但由于 镜捡取样少,视野的观察面也小,因此不易捡出早期杂菌。平板划线法的缺点是需 经较长时间培养(一般要过夜)才能判断结果,且操作较繁琐,但它要比显微镜能捡 出更少的杂菌。 三,杂菌检查中的问题 1,检查结果应以平板划线和肉汤培养结果为主要根据 2,平板划线和肉汤培养应做三个平行样 3,要定期取样 4,酚红肉汤和平板划线培养样品应保存至放罐后 12 小时,确定为无菌时方可 弃去 5,取样时防止外界杂菌混入的措施
第二节 发酵过程中染菌的检查判断 一,杂菌的检查方法 借助适当的方法,才能正确而及时地发现发酵过过程是否污染杂菌和染菌的原 因与途径。检查杂菌的方法,要求淮确可靠和快速,这样才能在短时间内获得效果。 目前生产上常用的检查方法有:①显微镜检查;②平板划线检查;③肉汤培养 检查。 判断发酵是否染菌应以无菌试验结果为根据。 无菌试验的目的: (1)监测培养基、发酵罐及附属设备灭菌是否彻底 (2)监测发酵过程中是否有杂菌从外界侵入 (3)了解整个生产过程中是否存在染菌的隐患和死角 二,各种检查方法的比较 3 种方法各有优缺点,显微镜检查方法简便、快速,能及时发现杂菌,但由于 镜捡取样少,视野的观察面也小,因此不易捡出早期杂菌。平板划线法的缺点是需 经较长时间培养(一般要过夜)才能判断结果,且操作较繁琐,但它要比显微镜能捡 出更少的杂菌。 三,杂菌检查中的问题 1,检查结果应以平板划线和肉汤培养结果为主要根据 2,平板划线和肉汤培养应做三个平行样 3,要定期取样 4,酚红肉汤和平板划线培养样品应保存至放罐后 12 小时,确定为无菌时方可 弃去 5,取样时防止外界杂菌混入的措施
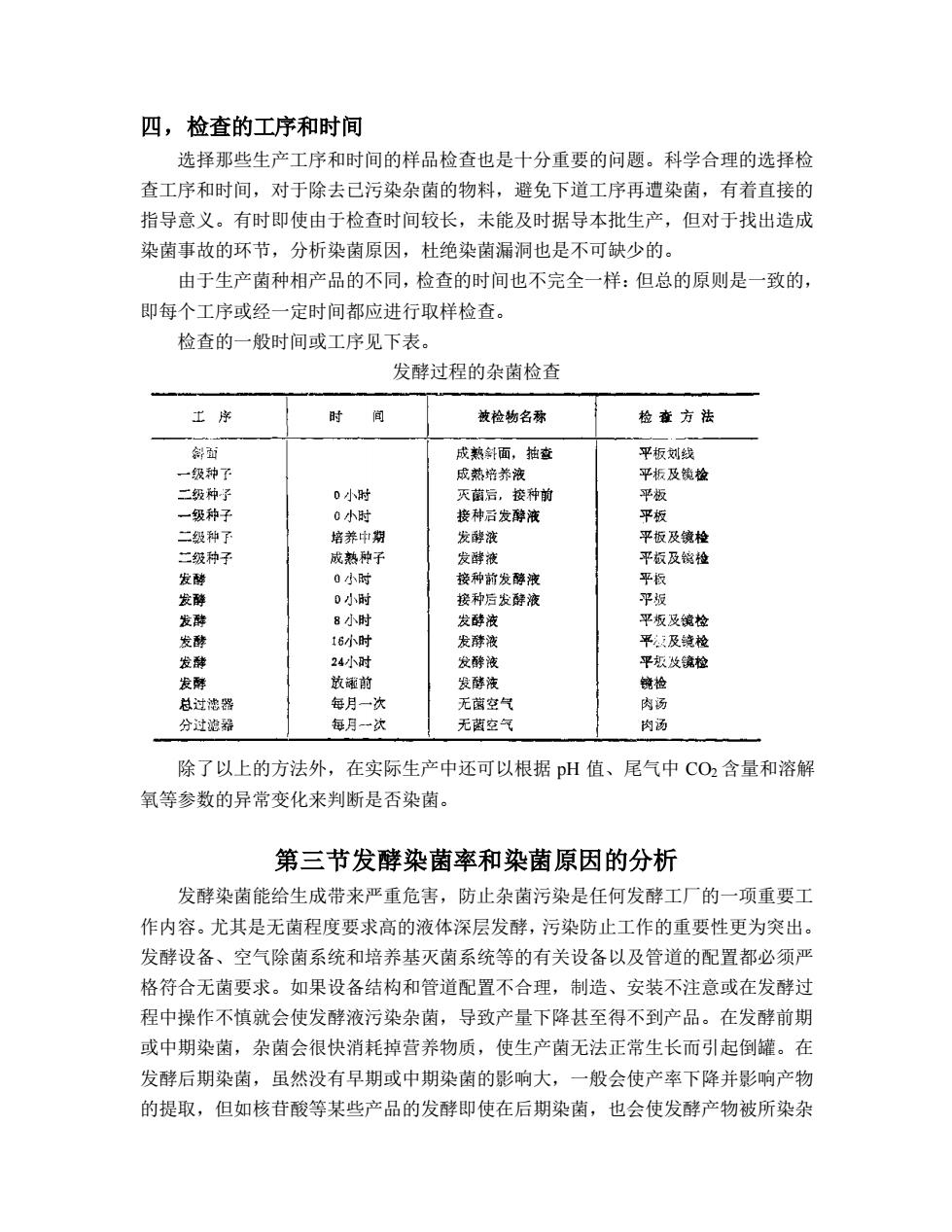
四,检查的工序和时间 选择那些生产工序和时间的样品检查也是十分重要的问题。科学合理的选择检 查工序和时间,对于除去已污染杂菌的物料,避免下道工序再遭染菌,有着直接的 指导意义。有时即使由于检查时间较长,未能及时据导本批生产,但对于找出造成 染菌事故的环节,分析染菌原因,杜绝染菌漏洞也是不可缺少的。 由于生产菌种相产品的不同,检查的时间也不完全一样:但总的原则是一致的, 即每个工序或经一定时间都应进行取样检查。 检查的一般时间或工序见下表。 发酵过程的杂菌检查 除了以上的方法外,在实际生产中还可以根据 pH 值、尾气中 CO2 含量和溶解 氧等参数的异常变化来判断是否染菌。 第三节发酵染菌率和染菌原因的分析 发酵染菌能给生成带来严重危害,防止杂菌污染是任何发酵工厂的一项重要工 作内容。尤其是无菌程度要求高的液体深层发酵,污染防止工作的重要性更为突出。 发酵设备、空气除菌系统和培养基灭菌系统等的有关设备以及管道的配置都必须严 格符合无菌要求。如果设备结构和管道配置不合理,制造、安装不注意或在发酵过 程中操作不慎就会使发酵液污染杂菌,导致产量下降甚至得不到产品。在发酵前期 或中期染菌,杂菌会很快消耗掉营养物质,使生产菌无法正常生长而引起倒罐。在 发酵后期染菌,虽然没有早期或中期染菌的影响大,一般会使产率下降并影响产物 的提取,但如核苷酸等某些产品的发酵即使在后期染菌,也会使发酵产物被所染杂
四,检查的工序和时间 选择那些生产工序和时间的样品检查也是十分重要的问题。科学合理的选择检 查工序和时间,对于除去已污染杂菌的物料,避免下道工序再遭染菌,有着直接的 指导意义。有时即使由于检查时间较长,未能及时据导本批生产,但对于找出造成 染菌事故的环节,分析染菌原因,杜绝染菌漏洞也是不可缺少的。 由于生产菌种相产品的不同,检查的时间也不完全一样:但总的原则是一致的, 即每个工序或经一定时间都应进行取样检查。 检查的一般时间或工序见下表。 发酵过程的杂菌检查 除了以上的方法外,在实际生产中还可以根据 pH 值、尾气中 CO2 含量和溶解 氧等参数的异常变化来判断是否染菌。 第三节发酵染菌率和染菌原因的分析 发酵染菌能给生成带来严重危害,防止杂菌污染是任何发酵工厂的一项重要工 作内容。尤其是无菌程度要求高的液体深层发酵,污染防止工作的重要性更为突出。 发酵设备、空气除菌系统和培养基灭菌系统等的有关设备以及管道的配置都必须严 格符合无菌要求。如果设备结构和管道配置不合理,制造、安装不注意或在发酵过 程中操作不慎就会使发酵液污染杂菌,导致产量下降甚至得不到产品。在发酵前期 或中期染菌,杂菌会很快消耗掉营养物质,使生产菌无法正常生长而引起倒罐。在 发酵后期染菌,虽然没有早期或中期染菌的影响大,一般会使产率下降并影响产物 的提取,但如核苷酸等某些产品的发酵即使在后期染菌,也会使发酵产物被所染杂
菌迅速消耗掉而得不到产品。因此,染菌问题是影响产率和后工序操作的主要因素 之一,必须予以重视。认为染菌是不可避免的,这是一种错误看法。“决定的因素是 人不是物”。只要我们思想上重视,对各个因素和环节周密考虑、严格掌握,是完全 可以避免和减少污染的。 本节将根据以往工厂中发生染菌事故的经验教训来分析发酵系统中染菌的原 因,来认识整个发酵过程中可能造成污染的各种途径并提出相应的防治措施。由于 发酵生产的连贯性强,在整个生产过程中各个环节的污染问题都不能忽视,所以本 章除了着重讨论发酵设备方面的污染防止问题外,对于培养种子设备的要求和有关 操作方法也作一般介绍。 一、发酵染菌率 1,总染菌率:指一年内发酵染菌的批次与总投料批次数之比乘以 100 得到的百 分率。 2,设备染菌率:统计发酵罐或其他设备的染菌率,有利于查找因设备缺陷而造 成的染菌原因。 3,不同品种发酵的染菌率:统计不同品种发酵的染菌率,有助于查找不同品种 发酵染菌的原因。 4,不同发酵阶段的染菌率:将整个发酵周期分成前期、中期和后期三个阶段, 分别统计其染菌率。有助于查找染菌的原因。 5,季节染菌率:统计不同季节的染菌率,可以采取相应的措施制服染菌。 6,操作染菌率:统计操作工的染菌率,一方面可以分析染菌原因,另一方面可 以考核操作工的灭菌操作技术水平。 二、染菌原因的分析 避免在发酵生产中污染杂菌应以预防为主。“防重于治”,事前防止胜于事后挽 救。 如果一旦发生染菌现象就要尽快找出原因及时纠正、堵塞漏洞才能减少损失, 并从中吸取经验教训,避免以后有类似情况发生,保持生产的正常进行。但在发酵 生产中,往往因为生产过程的环节很多,同时各工厂的生产设备、产品种类和管理 措施不尽相同,引起染菌的原因比较复杂,有时不能及时找出而耽误了生产。如果 原因一经查出,解决的办法还是比较容易和迅速的。所以,我们必须善于透过现象 看本质,对染菌的情况作具体分析,不致盲目寻找而耽误了时间,也不致于将染菌 的真正原因遗漏而造成连续染菌事故。下面根据发酵工厂的生产经验,从一般染菌 的现象来分析引起染菌的可能原因。 1,国外一抗生素发酵染菌原因的分析
菌迅速消耗掉而得不到产品。因此,染菌问题是影响产率和后工序操作的主要因素 之一,必须予以重视。认为染菌是不可避免的,这是一种错误看法。“决定的因素是 人不是物”。只要我们思想上重视,对各个因素和环节周密考虑、严格掌握,是完全 可以避免和减少污染的。 本节将根据以往工厂中发生染菌事故的经验教训来分析发酵系统中染菌的原 因,来认识整个发酵过程中可能造成污染的各种途径并提出相应的防治措施。由于 发酵生产的连贯性强,在整个生产过程中各个环节的污染问题都不能忽视,所以本 章除了着重讨论发酵设备方面的污染防止问题外,对于培养种子设备的要求和有关 操作方法也作一般介绍。 一、发酵染菌率 1,总染菌率:指一年内发酵染菌的批次与总投料批次数之比乘以 100 得到的百 分率。 2,设备染菌率:统计发酵罐或其他设备的染菌率,有利于查找因设备缺陷而造 成的染菌原因。 3,不同品种发酵的染菌率:统计不同品种发酵的染菌率,有助于查找不同品种 发酵染菌的原因。 4,不同发酵阶段的染菌率:将整个发酵周期分成前期、中期和后期三个阶段, 分别统计其染菌率。有助于查找染菌的原因。 5,季节染菌率:统计不同季节的染菌率,可以采取相应的措施制服染菌。 6,操作染菌率:统计操作工的染菌率,一方面可以分析染菌原因,另一方面可 以考核操作工的灭菌操作技术水平。 二、染菌原因的分析 避免在发酵生产中污染杂菌应以预防为主。“防重于治”,事前防止胜于事后挽 救。 如果一旦发生染菌现象就要尽快找出原因及时纠正、堵塞漏洞才能减少损失, 并从中吸取经验教训,避免以后有类似情况发生,保持生产的正常进行。但在发酵 生产中,往往因为生产过程的环节很多,同时各工厂的生产设备、产品种类和管理 措施不尽相同,引起染菌的原因比较复杂,有时不能及时找出而耽误了生产。如果 原因一经查出,解决的办法还是比较容易和迅速的。所以,我们必须善于透过现象 看本质,对染菌的情况作具体分析,不致盲目寻找而耽误了时间,也不致于将染菌 的真正原因遗漏而造成连续染菌事故。下面根据发酵工厂的生产经验,从一般染菌 的现象来分析引起染菌的可能原因。 1,国外一抗生素发酵染菌原因的分析