(3)前后导轨平行度误差的影响床身前后导轨有平行度误差(扭曲)时,会使车床溜板在沿床身移动时发生偏斜,从而使刀尖相对工件产生偏移,使工件产生形状误差(鼓形、鞍形、锥度)。从图4-11可知,车床前后导轨扭曲的最终结果反映在工件上,于是产生了加工误差△y。从几何关系中可得出:△y~H△/B一般车床H~2B/3,外圆磨床H~B,因此该项原始误差对加工精度的影响很大
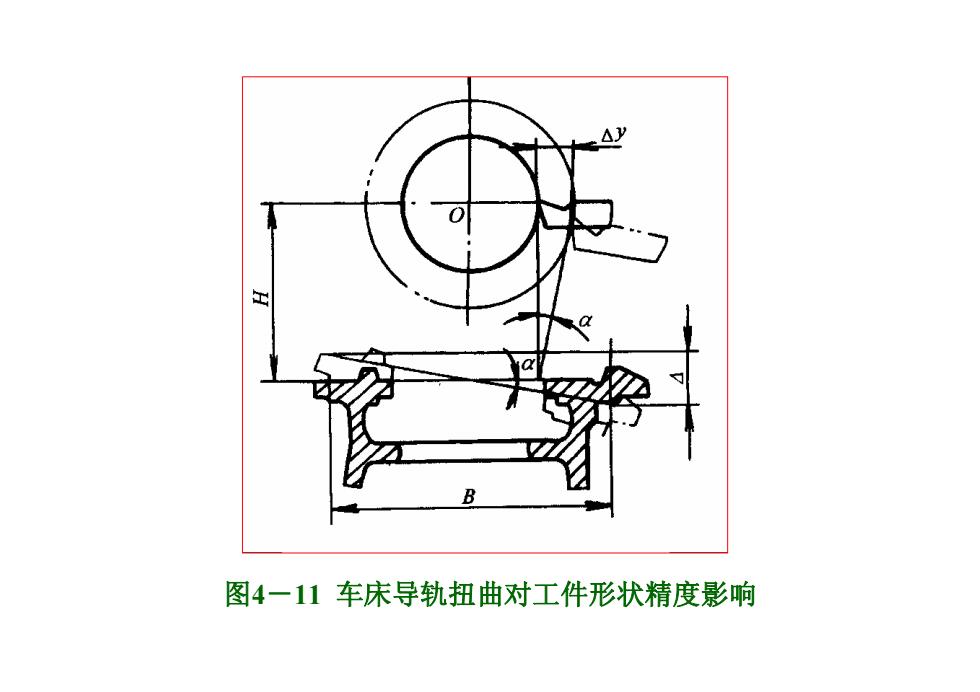
(3)前后导轨平行度误差的影响 床身前后导轨有平行度误差(扭 曲)时,会使车床溜板在沿床身移动 时发生偏斜,从而使刀尖相对工件产 生偏移,使工件产生形状误差(鼓 形、鞍形、锥度)。 从图4-11可知,车床前后导轨扭曲的最终结果 反映在工件上,于是产生了加工误差△y。从几何 关系中可得出: △y≈H△/B 一般车床H≈2B/3,外圆磨床H≈B,因此该项 原始误差△对加工精度的影响很大
OB图4一11车床导轨扭曲对工件形状精度影响
图4-11 车床导轨扭曲对工件形状精度影响
2、机床主轴回转误差(1)机床主轴回转误差的概念主轴的实际回转轴线对其理想回转轴线(一般用平均回转轴线来代替)产生的偏移量轴向窜动主轴回转误差的基本形式纯径向跳动纯角度摆动实际上主轴回转误差是上述三种形式误差的合成。由于主轴实际回转轴线在空间的位置是在不断变化的,由上述三种运动所产生的位移(即误差)是一个瞬时值
2、机床主轴回转误差 (1)机床主轴回转误差的概念 主轴的实际回转轴线对其理想回转轴线(一般用平 均回转轴线来代替)产生的偏移量。 主轴回转误差的基本形式 • 轴向窜动 • 纯径向跳动 • 纯角度摆动 实际上主轴回转误差是上述三种形式误差的合成。由于主轴实 际回转轴线在空间的位置是在不断变化的,由上述三种运动所产生 的位移(即误差)是一个瞬时值
21E主轴回转误差对加工精度的影响车间所有机床,我们分为:误差敏感工件回转类车床方向不变加工时误差敏感镗床刀具回转类方向和切削力方向随主轴回转而不断变化下面以在床上镗孔、车床上车外圆为例来说明主轴回转误差对加工精度的影响
下面以在镗床上镗孔、车床上车外圆为例来 说明主轴回转误差对加工精度的影响。 下面以在镗床上镗孔、车床上车外圆为例来 说明主轴回转误差对加工精度的影响。 车间所有机床,我们分为: 工件回转类 刀具回转类 误差敏感 方向不变 镗床 车床 加工时误差敏感 方向和切削力方 向随主轴回转而 不断变化 (2)主轴回转误差对加工精度的影响
①主轴的纯径向跳动对车削和镗削加工精度的影响镗削加工:镗刀回转,工件不转假设由于主轴的纯径向跳动而使轴线在y坐标方向作简谐运动(图4-4),其频率与主轴转速相同,简谐幅值为A;则:Y=AcosΦ(Φ=@t)且主轴中心偏移最大(等于A)时,镗刀尖正好通过水平位置1处。当镗刀转过一个Φ角时(位置1),刀尖轨迹的水平分量和垂直分量分别计算得:y=AcosΦ+RcosΦ=(A+R)cosΦZ=Rsind将上两式平方相加得:y2/ (A+R)2+Z2/R2=1表明此时镗出的孔为椭圆形
①主轴的纯径向跳动对车削和镗削加工精度的影响 镗削加工:镗刀回转,工件不转 假设由于主轴的纯径向跳动而使轴线在y坐标方向作简谐 运动(图4-4),其频率与主轴转速相同,简谐幅值为A; 则: Y = Acosφ ( φ=ωt) 且主轴中心偏移最大(等于A)时,镗刀尖正好通过水 平位置1处。 当镗刀转过一个φ角时(位置1’),刀尖轨迹的水平分 量和垂直分量分别计算得: y=Acosφ+Rcosφ=(A+R)cosφ Z=Rsinφ 将上两式平方相加得: y 2/(A+R)2+Z2/R2=1 表明此时镗出的孔为椭圆形