导轨在水平面内直线度误差的影响1当导轨在水平面内的直线度误差为△y时,引起工件在半径方向的误差为(图4一9):△R=△y由此可见:床身导轨在水平面内如果有直线度误差,使工件在纵向截面和横向截面内分别产生形状误差和尺寸误差当导轨向后凸出时,工件上产生鞍形加工误差当导轨向前凸出时,工件上产生鼓形加工误差
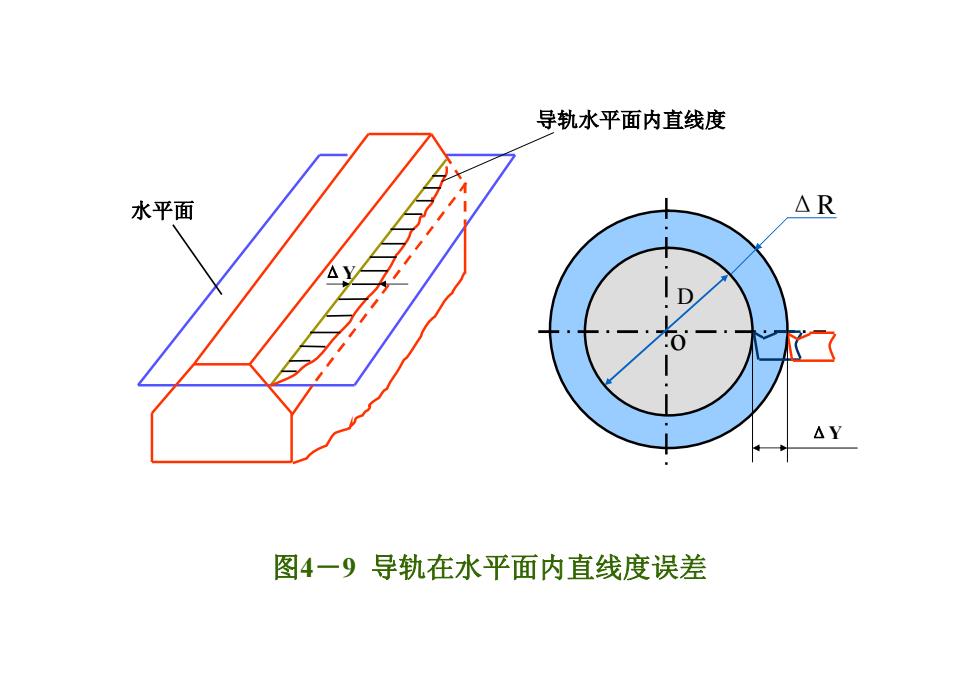
(1)导轨在水平面内直线度误差的影响 当导轨在水平面内的直线度误差为△y时,引起工件在 半径方向的误差为(图4-9): △R=△y 由此可见:床身导轨在水平面内如果有直线度误差,使工件 在纵向截面和横向截面内分别产生形状误差和尺寸误差。 当导轨向后凸出时,工件上产生鞍形加工误差; 当导轨向前凸出时,工件上产生鼓形加工误差
导轨水平面内直线度△R水平面.0一.-AY图4一9导轨在水平面内直线度误差
ΔY ΔY o D 水平面 ΔR 导轨水平面内直线度 图4-9 导轨在水平面内直线度误差
导轨在垂直面内直线度误差的影响(2)床身导轨在垂直面内有直线度误差(图4-10),会引起刀尖产生切向位移△Z,造成工件在半径方向产生的误差为:设:△Z=△Y=0.0个RAR-S0mm,则由于法向原始误差而产生的加工误差AR=△Y=0.01mm由于切向原始误差产生的加工误差AR~Az2/d=0.000001mm此值完全可以忽略不计。由于^Z2数值很小,因此该误差对工件的尺寸精度和形状精度影响甚小
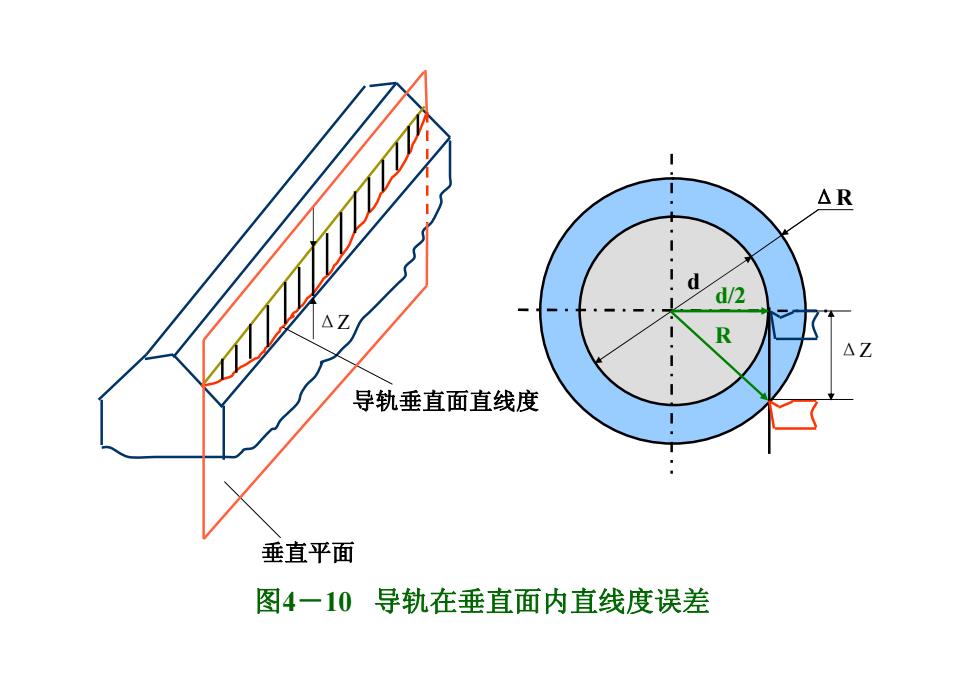
床身导轨在垂直面内有直线度误差(图4-10),会引起 刀尖产生切向位移△Z,造成工件在半径方向产生的误差 为: △R≈△Z2 /d (2)导轨在垂直面内直线度误差的影响 设:△Z=△Y=0.01mm ,R=50mm , 则由于法向原始误差而产生的加工误差 △R= △Y =0.01mm, 由于切向原始误差产生的加工误差 △ R ≈△Z2 /d =0.000001mm 此值完全可以忽略不计。由于△Z2数值很小,因此该误差对 工件的尺寸精度和形状精度影响甚小
△R.-.-dd/2AZR△Z--导轨垂直面直线度-垂直平面图4-10导轨在垂直面内直线度误差
垂直平面 导轨垂直面直线度 ΔZ d ΔR ΔZ 图4-10 导轨在垂直面内直线度误差 R d/2
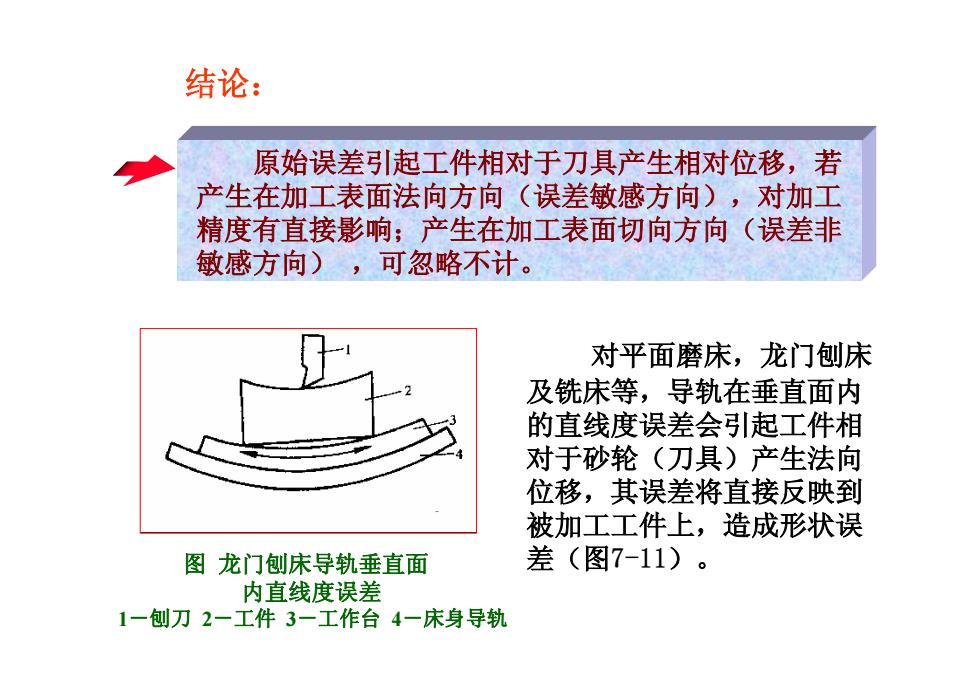
结论:原始误差引起工件相对于刀具产生相对位移,若产生在加工表面法向方向(误差敏感方向),对加工精度有直接影响产生在加工表面切向方向(误差非敏感方向),可忽略不计。对平面磨床,龙门刨床及铣床等,导轨在垂直面内的直线度误差会引起工件相对于砂轮(刀具)产生法向位移,其误差将直接反映到被加工工件上,造成形状误差(图7-11)。图龙门刨床导轨垂直面内直线度误差1一刨刀2一工件3一工作台4一床身导轨
对平面磨床,龙门刨床 及铣床等,导轨在垂直面内 的直线度误差会引起工件相 对于砂轮(刀具)产生法向 位移,其误差将直接反映到 被加工工件上,造成形状误 差(图7-11)。 原始误差引起工件相对于刀具产生相对位移,若 产生在加工表面法向方向(误差敏感方向),对加工 精度有直接影响;产生在加工表面切向方向(误差非 敏感方向) ,可忽略不计。 结论: 图 龙门刨床导轨垂直面 内直线度误差 1-刨刀 2-工件 3-工作台 4-床身导轨