(A+R)cos ΦAcosdRsin dAAR4图4一4镗孔时纯径向跳动对加工精度的影响
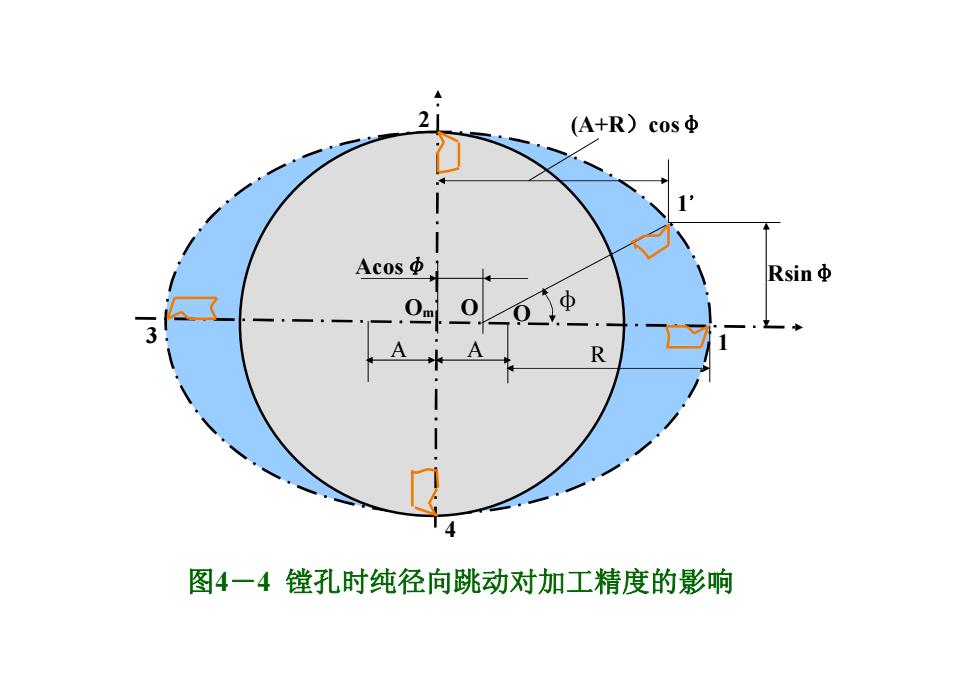
A A R Om φ 1 1 , Acosφ O 2 3 4 O Rsinφ (A+R)cosφ 图4-4 镗孔时纯径向跳动对加工精度的影响
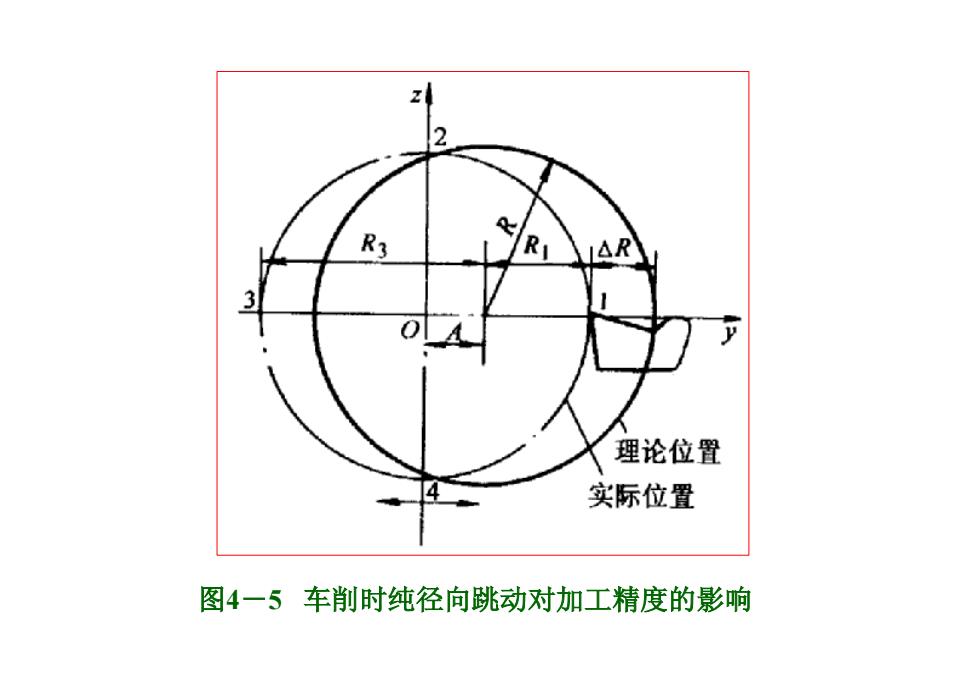
车床加工:工件回转,刀具移动假设主轴轴线沿y轴作简谐运动(图4-5),在工件的1处(主轴中心偏移最大之处)切出的半径比在工件的2、4处切出的半径小一个幅值A:在工件的3处切出的半径比在工件的2、4处切出的半径大一个幅值A。这样,上述四点工件的直径都相等,其它各点直径误差也很小,所以车削出的工件表面接近于一个真圆。Y2+Z2-R2+A2Sin2d由此可见,主轴的纯径向跳动对车削加工工件的圆度影响很小
车床加工:工件回转,刀具移动 假设主轴轴线沿y轴作简谐运动(图4-5),在工件的 1处(主轴中心偏移最大之处)切出的半径比在工件的2、 4处切出的半径小一个幅值A;在工件的3处切出的半径比 在工件的2、4处切出的半径大一个幅值A。 这样,上述四点工件的直径都相等,其它各点直径 误差也很小,所以车削出的工件表面接近于一个真圆。 Y2+Z2=R2+A2Sin2φ 由此可见,主轴的纯径向跳动对车削加工工件的圆 度影响很小
72R3RAROA理论位置0实际位置图4一5车削时纯径向跳动对加工精度的影响
图4-5 车削时纯径向跳动对加工精度的影响
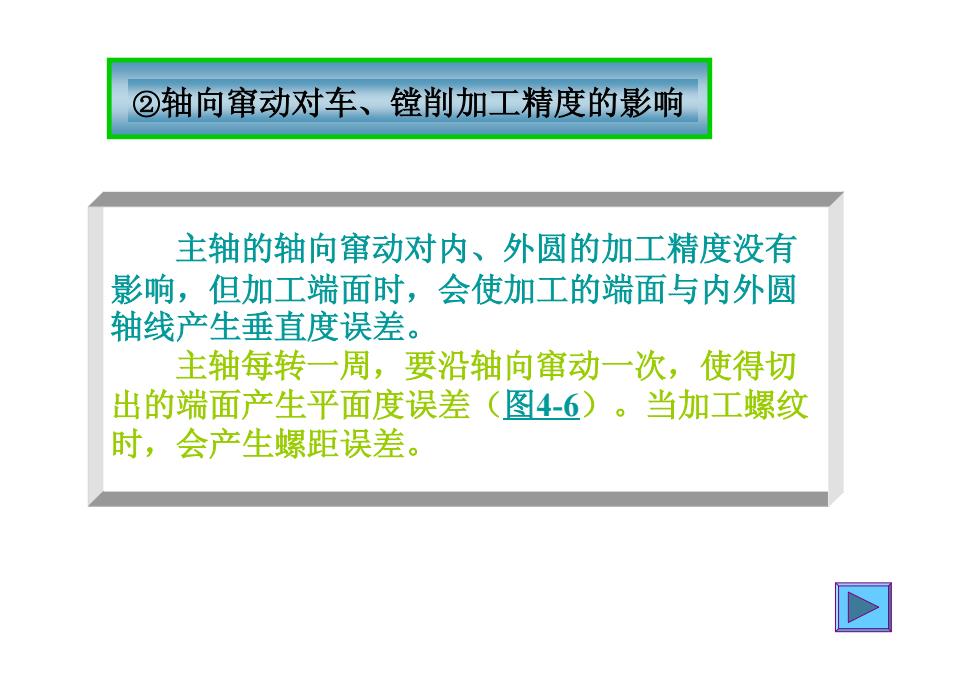
②轴向窜动对车、镗削加工精度的影响主轴的轴向窜动对内、外圆的加工精度没有影响,但加工端面时,会使加工的端面与内外圆轴线产生垂直度误差。主轴每转一周,要沿轴向窜动一次,使得切出的端面产生平面度误差(图4-6)。当加工螺纹时,会产生螺距误差
②轴向窜动对车、镗削加工精度的影响 主轴的轴向窜动对内、外圆的加工精度没有 影响,但加工端面时,会使加工的端面与内外圆 轴线产生垂直度误差。 主轴每转一周,要沿轴向窜动一次,使得切 出的端面产生平面度误差(图4-6)。当加工螺纹 时,会产生螺距误差
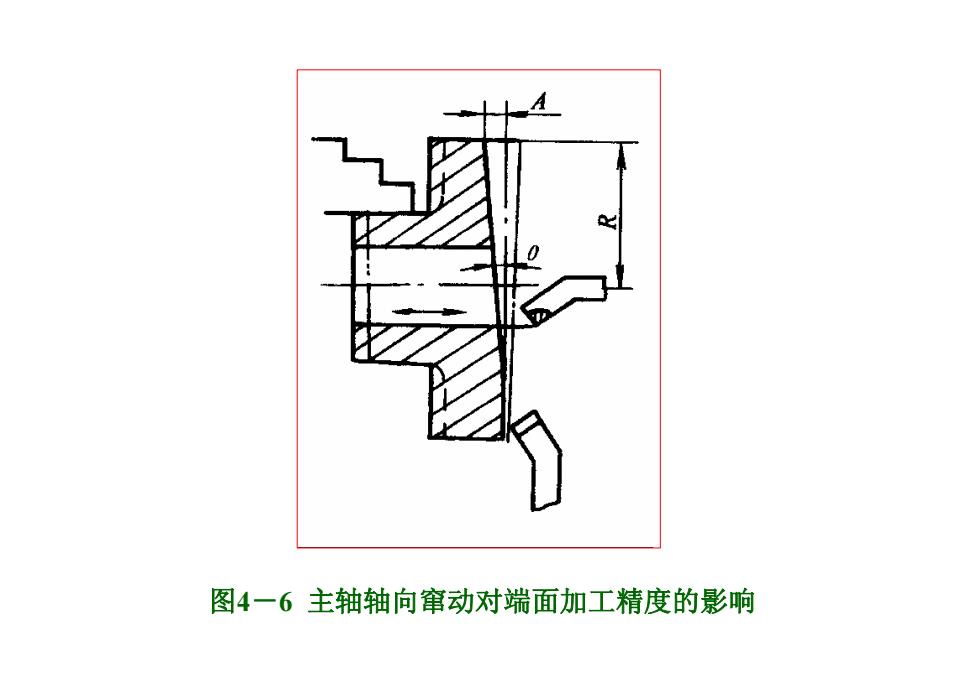
图4一6主轴轴向窜动对端面加工精度的影响
图4-6 主轴轴向窜动对端面加工精度的影响