200T00,0009A150300B590Figl-listheengineeringdrawingofashaftIf the number of the parts in a batch is small, the manufacturingprocess can be completed through 5 operations, which are shown intable1-1
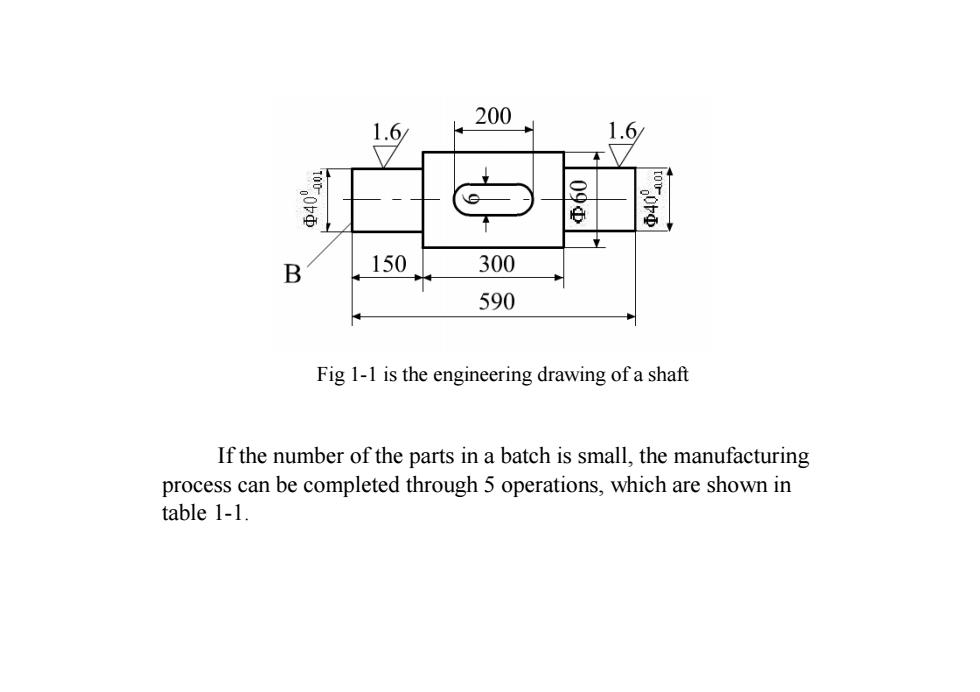
If the number of the parts in a batch is small, the manufacturing process can be completed through 5 operations, which are shown in table 1-1. Fig 1-1 is the engineering drawing of a shaft
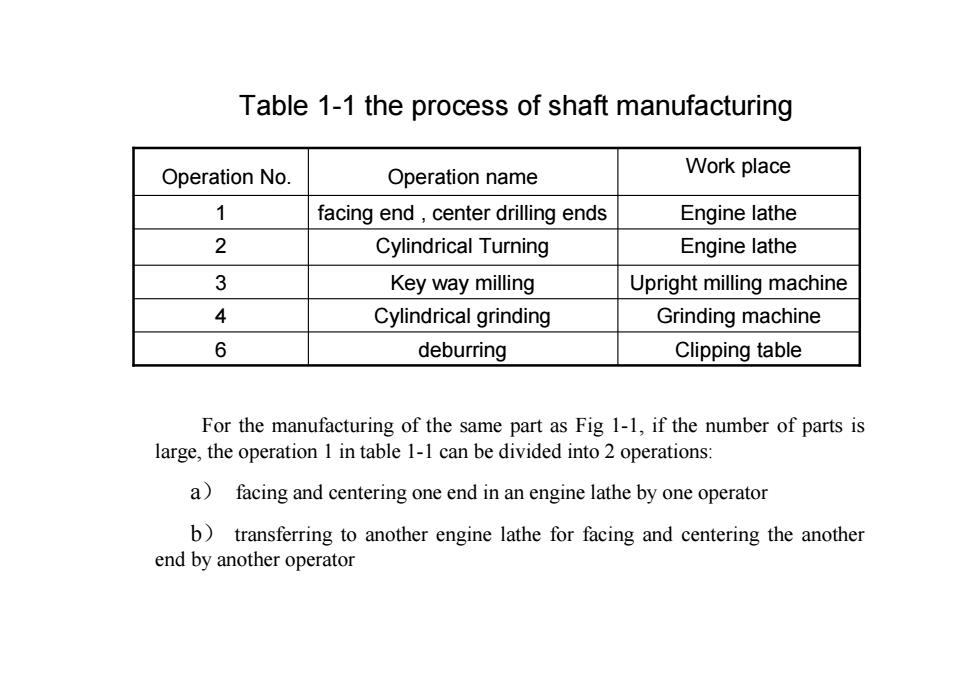
Table 1-1 the process of shaft manufacturingWork placeOperation NoOperationname1facingend,centerdrillingendsEnginelathe2Engine latheCylindrical Turning3Key way millingUpright milling machine4Cylindrical grindingGrinding machine6deburringClipping tableFor the manufacturing of the same part as Fig 1-1, if the number of parts islarge, the operation 1 in table 1-1 can be divided into 2 operations:a)facing and centering one end in an engine lathe by one operatorb) transferring to another engine lathe for facing and centering the anotherend by another operator
Table 1-1 the process of shaft manufacturing 6 deburring Clipping table 4 Cylindrical grinding Grinding machine 3 Key way milling Upright milling machine 2 Cylindrical Turning Engine lathe 1 facing end , center drilling ends Engine lathe Work place Operation No. Operation name For the manufacturing of the same part as Fig 1-1, if the number of parts is large, the operation 1 in table 1-1 can be divided into 2 operations: a) facing and centering one end in an engine lathe by one operator b) transferring to another engine lathe for facing and centering the another end by another operator
(2)Operation Step(工步)Anoperationstepisthebasicelementofanoperation.Oneoperation step is defined as an operation that is completed under thecondition when the surface to be manufactured, the cutting parameters(including cutting speed and feed) and cutting tool remain the same.When any of the cutting parameters is changed, it will become anotheroperation step.When several surfaces of a part aremanufacturedsimultaneously, it is called a composite operation step.The purpose of classifying an operationinto steps istomake a complex operationmore convenient and easy to analyze anddescribe,andtomakeitmore efficient toorganize the manufacturing and calculate theoperationtime
(2)Operation Step (工步) An operation step is the basic element of an operation. One operation step is defined as an operation that is completed under the condition when the surface to be manufactured, the cutting parameters (including cutting speed and feed) and cutting tool remain the same. When any of the cutting parameters is changed, it will become another operation step. When several surfaces of a part are manufactured simultaneously, it is called a composite operation step. The purpose of classifying an operation into steps is to make a complex operation more convenient and easy to analyze and describe, and to make it more efficient to organize the manufacturing and calculate the operation time
(走刀)(3) cuttingpassWhen the amountof metal tobe removed is large, several cutting passes mayneed to be carried out. A cutting pass is a kind of operation step that is completed by asingle type oftool to cut the same surface under the same cuttingparameters走刀实例:第一次走刀第二次走刀
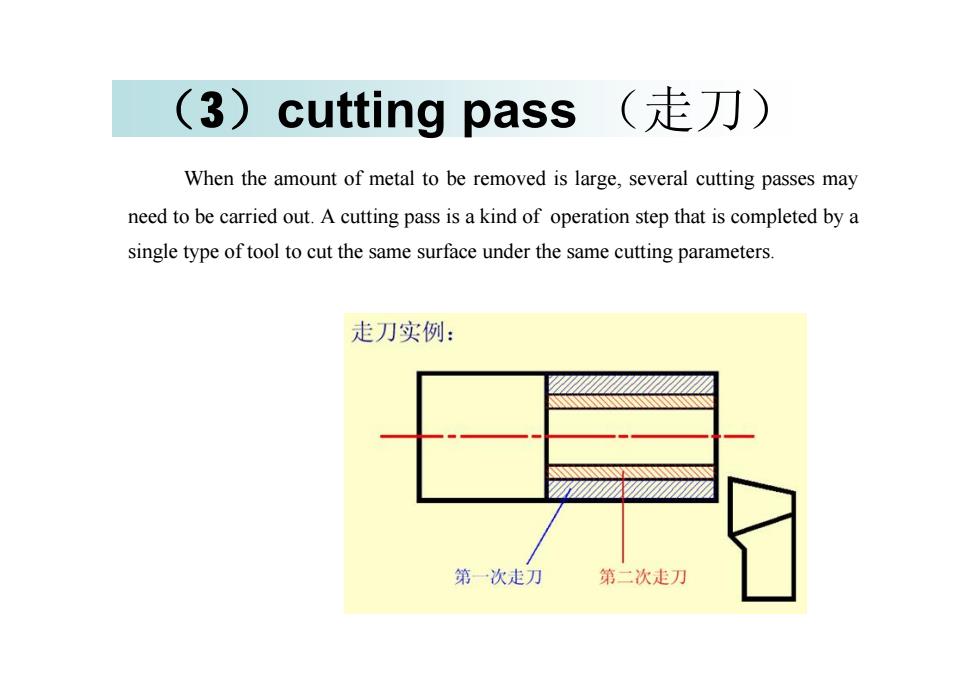
(3)cutting pass (走刀) When the amount of metal to be removed is large, several cutting passes may need to be carried out. A cutting pass is a kind of operation step that is completed by a single type of tool to cut the same surface under the same cutting parameters
(4)setup(安装)Before it can be machined,thepart musthave a proper positionrelative to the cutting tool, and be clamped by a fixture in the machinetool. This procedure is called the fixturing(clamping). The operationcompleted through one fixturing is called single setupEachoperationmayhaveeithersinglesetuporseveral setupsIn the same operation, the number of setups should be arranged to beas few as possible. If this is done, not only can the production efficiencyberaised,butalsotheproductionerrorcausedbysetupscanbereduced
(4) setup (安装) Before it can be machined, the part must have a proper position relative to the cutting tool, and be clamped by a fixture in the machine tool. This procedure is called the fixturing(clamping). The operation completed through one fixturing is called single setup. Each operation may have either single setup or several setups. In the same operation, the number of setups should be arranged to be as few as possible. If this is done, not only can the production efficiency be raised, but also the production error caused by setups can be reduced