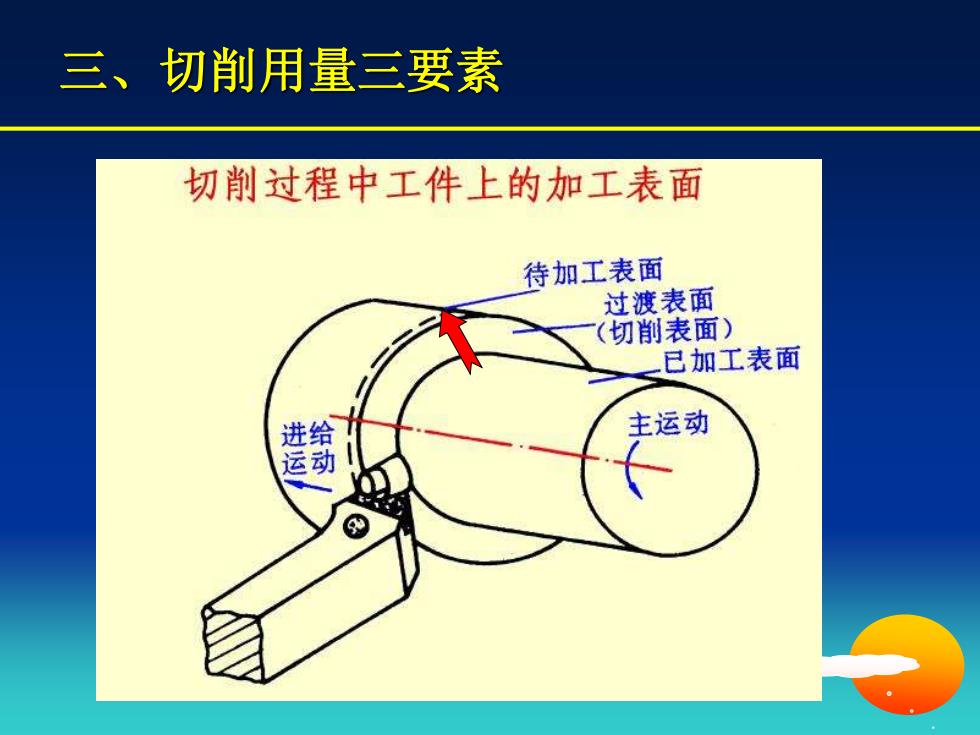
三、切削用量三要素切削过程中工件上的加工表面待加工表面过渡表面(切削表面)已加工表面主运动进给运动
三、切削用量三要素
三、切削用量三要素切削速度:(c)1.2.进给量:1切削刃许“工件或刀具每转一转时,两者沿进成给方向的相对位移”主运动3.背吃刀量:f(mm/r),y(mm/s),f.(mm/z)f.n f,zn1主运动是6060S1000x 60
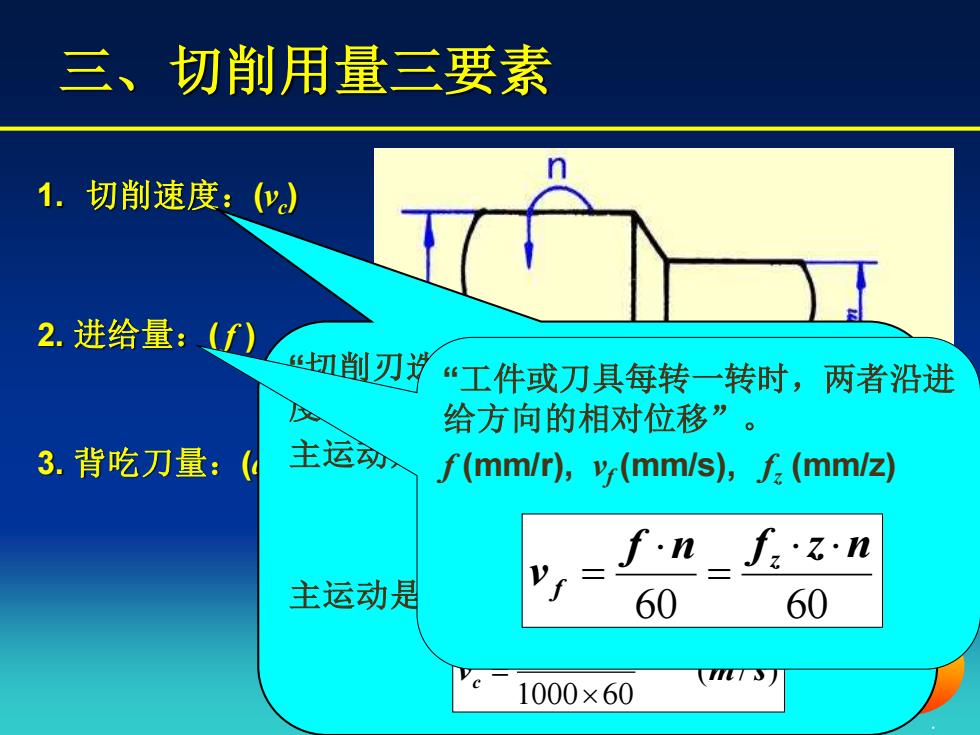
1. 切削速度:(vc ) 2. 进给量:( f ) 3. 背吃刀量:(ap ) “工件上已加工表面和待加 工表面之间的垂直距离” 。 对于外圆车削: ( ) 2 mm d d a w m p − = “切削刃选定点相对与工件主运动的瞬时速 度” 。通常以最大线速度为准。 主运动是旋转运动时: 主运动是直线运动时: ( / ) 1000 60 ( ) m s d n v w c = ( / ) 1000 60 2 m s L n v r c = “工件或刀具每转一转时,两者沿进 给方向的相对位移” 。 f (mm/r), vf (mm/s), fz (mm/z) 60 60 f n f z n v z f = = 三、切削用量三要素
第二节刀具的几何角度和结构、刀具切削部分的结构要素刀柄切削部分底面副切削刃S主切削刃S副后刀面A前刀面A刀尖后刀面A
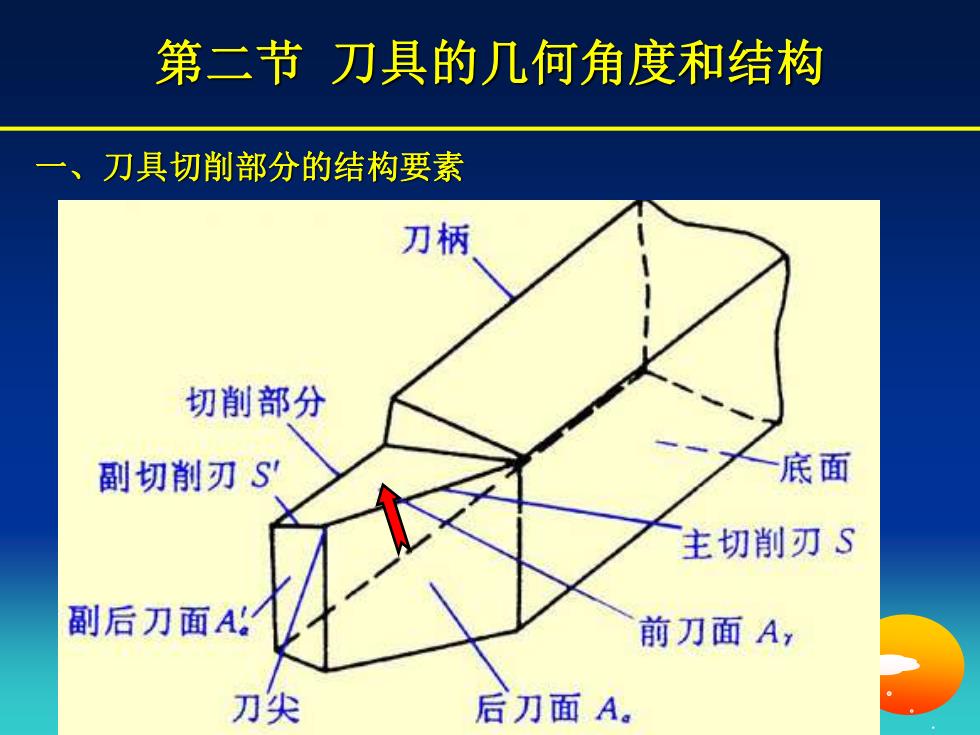
第二节 刀具的几何角度和结构 一、刀具切削部分的结构要素
第二节刀具的几何角度和结构、刀具切削部分的结构要素归结起来:“三面两刃一尖”后刀面A交线主切削刃s连接部分刀尖前刀面Ar交线副切削刃s'副后刀面A
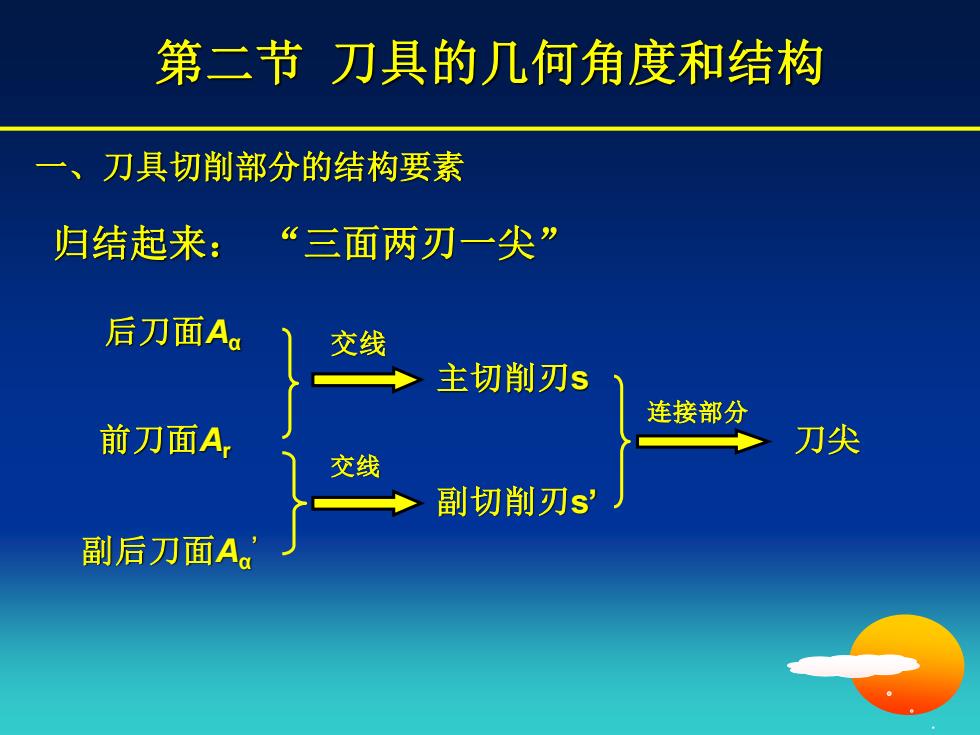
第二节 刀具的几何角度和结构 归结起来: “三面两刃一尖” 前刀面Ar 后刀面Aα 副后刀面Aα ’ 交线 交线 主切削刃s 副切削刃s’ 刀尖 连接部分 一、刀具切削部分的结构要素
二、刀具标注角度参考系前提条件:不考虑进给运动:车刀刀尖与工件中心等高:刀杆中心线与进给方向垂直刀具的安装面与基面Pr平行;
二、刀具标注角度参考系 前提条件: ➢ 不考虑进给运动; ➢ 车刀刀尖与工件中心等高; ➢ 刀杆中心线与进给方向垂直; ➢ 刀具的安装面与基面Pr平行;