目录 第1章系统概述 11系统简介 12主要功能」 13名词解释 1.4产品接▣. 15操作流程」 第2章应用准备. 第3章业务应用 3.1主要和替代工艺路线 32公用工艺路线 > 33工序资源. > 3.3.1资源定义 .8 3.3.2工序计划. 3.4工序移动 9 3.4.1工序在制状况。 9 3.4.2工序返工 90° 3.45工序倒到冲 第4章生产订单工序计划 11 4.1生产订单工序计划生成 11 42 生产订单工序资料维扩 12 43重复计划工序资料维扩 16 44工序派工济料维护 20 45 工序资料整批处理 21 4.6工序计划产能检核 22 第5章交易处理. 24 5.1工序转移单(逐笔) .24
目 录 第 1 章 系统概述 . 1 1.1 系统简介. 1 1.2 主要功能. 1 1.3 名词解释. 1 1.4 产品接口. 3 1.5 操作流程. 4 第 2 章 应用准备 . 6 第 3 章 业务应用 . 7 3.1 主要和替代工艺路线. 7 3.2 公用工艺路线. 7 3.3 工序资源. 7 3.3.1 资源定义 .8 3.3.2 工序计划 .8 3.4 工序移动. 9 3.4.1 工序在制状况 .9 3.4.2 工序返工 .9 3.4.3 工序报废 .10 3.4.4 工序报检 .10 3.4.5 工序倒冲 .10 第 4 章 生产订单工序计划 . 11 4.1 生产订单工序计划生成. 11 4.2 生产订单工序资料维护. 12 4.3 重复计划工序资料维护. 16 4.4 工序派工资料维护. 20 4.5 工序资料整批处理. 21 4.6 工序计划产能检核. 22 第 5 章 交易处理 . 24 5.1 工序转移单(逐笔) . 24
UFIDA用友 目录 52工序转移单(整批) 26 5.3工序转移单整批处理, .27 5.4工时记录单(汇总式) 28 5.5工时记录单(明细式) 30 第6意报表 32 6.1资源资料表 32 62标准工序资料表 32 63工艺路线资料表 64公用工艺路线明细表. .33 65生产订单工序派工明细表 33 66 生产订单工序派工单 33 67工序转移单明细表 34 6.8工时记录单明细表 34 6.9工序在制状况表 35 610资源负载状况分析表 35 6.1工序完工统计表 36 6.12工序完工异常状况表 37
II 目录 5.2 工序转移单(整批).26 5. 3 工序转移单整批处理.27 5. 4 工时记录单(汇总式).28 5. 5 工时记录单(明细式).30 第 6 章 报表.32 6.1 资源资料表.32 6.2 标准工序资料表.32 6.3 工艺路线资料表.32 6.4 公用工艺路线明细表.33 6.5 生产订单工序派工明细表.33 6.6 生产订单工序派工单.33 6.7 工序转移单明细表.34 6.8 工时记录单明细表.34 6.9 工序在制状况表.35 6.10 资源负载状况分析表.35 6.11 工序完工统计表.36 6.12 工序完工异常状况表.37
第1章 系统概述 1.1系统简介 并作为产能管理的修 报检并随时掌握工序质量状况。 1.2主要功能 ·生产订单工序计划可支持顺排和逆排两种计划方式。 ·转入车间管理系统的生产订单,可个别修改其工艺路线、工序计划、检验资料、 资源需求等,并可按班次、设备、员工分配工序的生产计划。 ·可整批检查生产订单工序计划的产能可用性,并协助执行有限产能排程。 ·工序转移单支持在生产订单工序内(工序内部移动)和工序间(工序之间移动) 动 以随时掌程物及 加工、检验、合格、柜 倒 ·生时来 单可提 报生 工序 班 也可 设备马 员工实际完工数量及 按多角产头时产生生产订单工帝在制状况表、工庐充工统计表、工序开工 1.3名词解释 ·工作中心(Work Center).: 工作中心是企业内的一个区域,它由一个或多个人员、设备或供应商组成。可在工 作中心内收集成本以及比较能力负荷,可将工作中心指定到工艺路线中的每道工 序,并指定可用于该工作中心的资源 ●资源(Resource): ,可以在其中执行各项作业和冲减加工物料的工作中心资源
第 1 章 系统概述 1.1 系统简介 本系统依据各制成品的加工工艺路线,以支持车间工序计划,并作为产能管理的依 据;通过车间事务处理,可随时掌握生产订单各工序在制品状态、完工状况,支持 工序倒冲领料,收集生产订单各工序的实际工时作为成本计算依据,自动产生工序 报检并随时掌握工序质量状况。 1.2 主要功能 z 生产订单工序计划可支持顺排和逆排两种计划方式。 z 转入车间管理系统的生产订单,可个别修改其工艺路线、工序计划、检验资料、 资源需求等,并可按班次、设备、员工分配工序的生产计划。 z 可整批检查生产订单工序计划的产能可用性,并协助执行有限产能排程。 z 工序转移单支持在生产订单工序内(工序内部移动)和工序间(工序之间移动) 移动物料(母件),以随时掌握物料在各工序的状态(加工、检验、合格、拒 绝、报废)及其数量,并产生工序报检及工序倒冲领料。 z 生产订单工时记录单可提报生产订单工序各班次、设备或员工实际完工数量及 工时。工时记录单可手动输入,也可由工序转移单自动生成。 z 可按多角度及时产生生产订单工序在制状况表、工序完工统计表、工序开工日 期异常状况表等。 1.3 名词解释 z 工作中心(Work Center): 工作中心是企业内的一个区域,它由一个或多个人员、设备或供应商组成。可在工 作中心内收集成本以及比较能力负荷,可将工作中心指定到工艺路线中的每道工 序,并指定可用于该工作中心的资源。 z 资源(Resource): 资源是指计划、执行或成本计算所要求的任何事物,包括但不限于员工、设备、外 协处理和物理场所。可以使用资源来定义物料在加工工序所花费的时间和在工序所 引起的成本。 z 工序(Operation): 制造过程的一个步骤,可以在其中执行各项作业和冲减加工物料的工作中心资源
2 UFIDA用友 第一章系统概述 ·工艺路线(Routing) 个列。可用来生立物 序序列和干序有微日期组成。每个干步路我可以右任音道十影对于每道工序可 以指定一个工作中心,以确定可用于该工序的资源。 ·主要和替代工艺路线 主要工艺路线是制造产品最常用的一组工序。一般情况下,使用这些工序制造产品, 因此可以将制造此产品的一组工序定义为主要工艺路线。 替代工艺路线,用来描述生产相同产品的与主要工艺路线不同的制造过程。与定义 步路 物料 物清类的西个物均可以共公用 但这两个物料应该具有相同的BOM类型, 在定义新的物料的工艺路线时,可以将另一物料作为公用工艺路线来引用,而不需 要在工艺路线中输入任何信息,节省输入时间并方便维护。 ·工艺路线版本 每一主要工艺路线都必须至少定义一个版本。在建立一个新的版木时,应该确保输 入的版本日期不与其它现有版本日期重叠,即同一物料的工艺路线,其不同版本不 允许具有相同的版本日期(生效日期)。 工序状态 状态 说明 加工位于“加工”工序状态的物料正在等待加工或加工之中。 检验位于工序的“检验”工序状态的物料已经加工完成,正在检验中。 合格 留于工产的“合格~工序状态的物料已经完成,且为合格,正等特形 空于蛋微俊,北给”工序软态的物料道到拒,并祖正等特修理(运 拒绝 “拒绝”状态中的物料可能已经作废,但由于这些物料在生产时即已 冲减子件和资源,因此对于当前工序,这些物料被视为完成。 对于当前工序
2 第一章 系统概述 z 工艺路线(Routing): 对产品制造工序的一个序列,可用来生产物料。工艺路线由物料、一系列工序、工 序序列和工序有效日期组成。每个工艺路线可以有任意道工序。对于每道工序,可 以指定一个工作中心,以确定可用于该工序的资源。 z 主要和替代工艺路线 主要工艺路线是制造产品最常用的一组工序。一般情况下,使用这些工序制造产品, 因此可以将制造此产品的一组工序定义为主要工艺路线。 替代工艺路线,用来描述生产相同产品的与主要工艺路线不同的制造过程。与定义 主要工艺路线不同,要通过指定物料和替代标识来定义替代工艺路线。在定义替代 工艺路线之前,必须首先定义主要工艺路线。 z 公用工艺路线 任何具有同一物料清单类型的两个物料均可以共享公用工艺路线。如果两个不同的 物料共享同一工艺路线,那么只需定义好一个物料的工艺路线,可供另一物料公用, 但这两个物料应该具有相同的 BOM 类型。 在定义新的物料的工艺路线时,可以将另一物料作为公用工艺路线来引用,而不需 要在工艺路线中输入任何信息,节省输入时间并方便维护。 z 工艺路线版本 每一主要工艺路线都必须至少定义一个版本。在建立一个新的版本时,应该确保输 入的版本日期不与其它现有版本日期重叠,即同一物料的工艺路线,其不同版本不 允许具有相同的版本日期(生效日期)。 z 工序状态 工序状态用于控制工序内部和工序之间的移动和资源处理,并跟踪工序内部的物料(母 件)。本系统包含五种工序状态(加工、检验、合格、拒绝、报废),定义如下: 状态 说 明 加工 位于“加工”工序状态的物料正在等待加工或加工之中。 检验 位于工序的“检验”工序状态的物料已经加工完成,正在检验中。 合格 位于工序的“合格”工序状态的物料已经完成,且为合格,正等待移 到下一工序。 拒绝 位于工序的“拒绝”工序状态的物料遭到拒绝,并且正等待修理(返 工)或报废。 “拒绝”状态中的物料可能已经作废,但由于这些物料在生产时即已 冲减子件和资源,因此对于当前工序,这些物料被视为完成。 报废 位于“报废”工序状态的物料被视为作废。由于在物料生产过程中即 已冲减子件和资源,因此对于当前工序,这些物料被视为完成
第一章系统概述 UFIDA用友 1.4产品接口 生产订单 车间管理 质量管理 库存管理 成本管理 产能管理 【产品接口】 ·己市核生产订单,可通过《车间管理》中“生产订单工序计划生成”作业转入 车间系统,以产生生产订单的工序资料:己审核生产订单修改后,会立即更新 告开工序其车间翻中修政生产订单工序资料后会更新生 中“质量检验 是《车间管 或由《质量管理》系统参照有移入“检验”工序状态的工序转移单生成报检单。 《质量管理》中工序检验单和工序不良品处理单可按参数设定自动产生工序转 移单。 。年间管理系统序转移弹进行物料移动时按自动维生铜冲子件的很料 状态 威生泰 数最,如果删除产品入库单或输入产品退库单,则以入退库数最增加所对应工 序上“合格”状态数量。 ·《车间管理》中的生产订单工序资料,是《产能管理》进行细能力计划的依据。 ·《车间管理》系统中生产订单工序完工工时,可作为《成本管理》计算产品实 际成本的依据
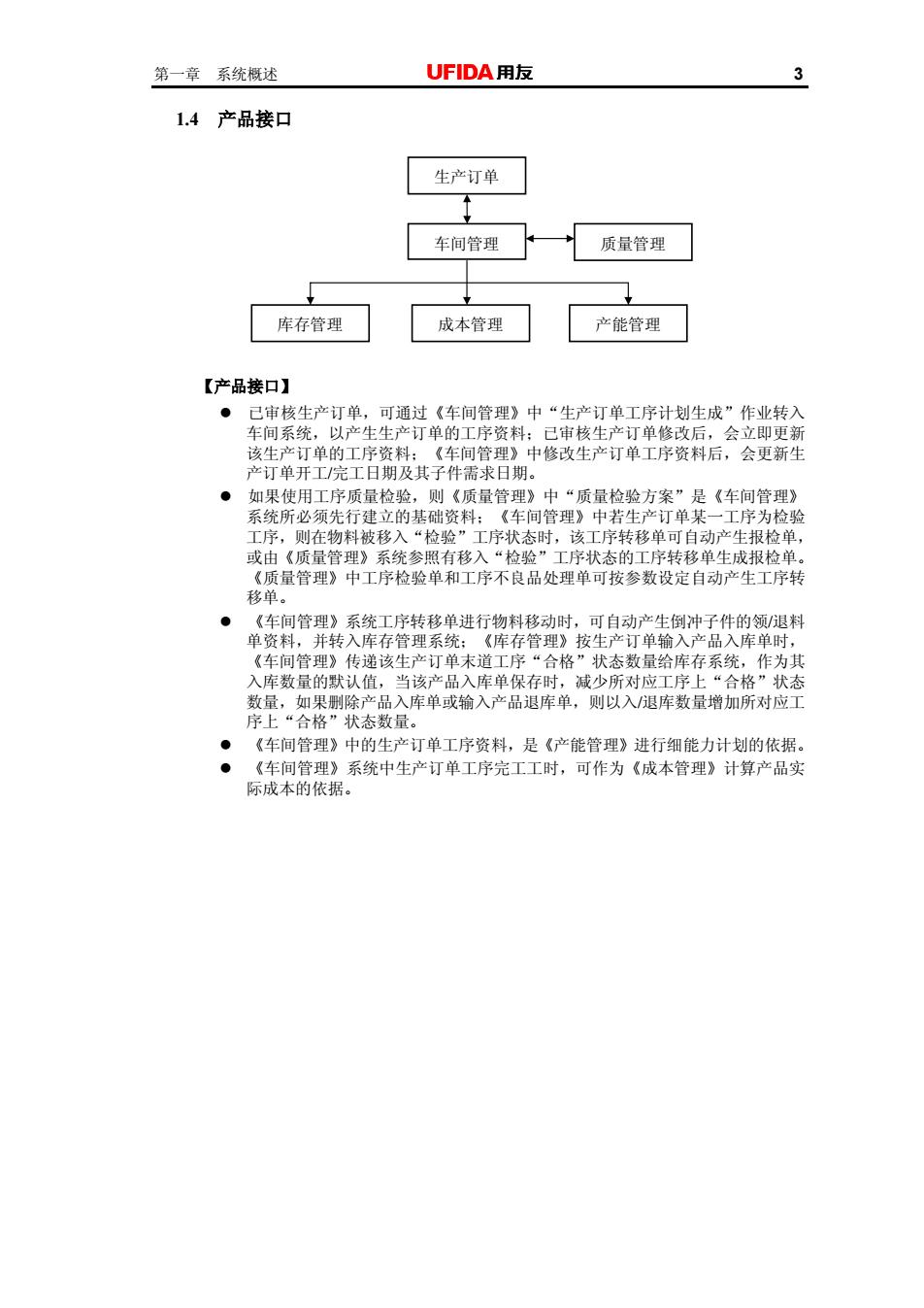
第一章 系统概述 3 1.4 产品接口 库存管理 成本管理 质量管理 产能管理 生产订单 车间管理 【产品接口】 z 已审核生产订单,可通过《车间管理》中“生产订单工序计划生成”作业转入 车间系统,以产生生产订单的工序资料;已审核生产订单修改后,会立即更新 该生产订单的工序资料;《车间管理》中修改生产订单工序资料后,会更新生 产订单开工/完工日期及其子件需求日期。 z 如果使用工序质量检验,则《质量管理》中“质量检验方案”是《车间管理》 系统所必须先行建立的基础资料;《车间管理》中若生产订单某一工序为检验 工序,则在物料被移入“检验”工序状态时,该工序转移单可自动产生报检单, 或由《质量管理》系统参照有移入“检验”工序状态的工序转移单生成报检单。 《质量管理》中工序检验单和工序不良品处理单可按参数设定自动产生工序转 移单。 z 《车间管理》系统工序转移单进行物料移动时,可自动产生倒冲子件的领/退料 单资料,并转入库存管理系统;《库存管理》按生产订单输入产品入库单时, 《车间管理》传递该生产订单末道工序“合格”状态数量给库存系统,作为其 入库数量的默认值,当该产品入库单保存时,减少所对应工序上“合格”状态 数量,如果删除产品入库单或输入产品退库单,则以入/退库数量增加所对应工 序上“合格”状态数量。 z 《车间管理》中的生产订单工序资料,是《产能管理》进行细能力计划的依据。 z 《车间管理》系统中生产订单工序完工工时,可作为《成本管理》计算产品实 际成本的依据