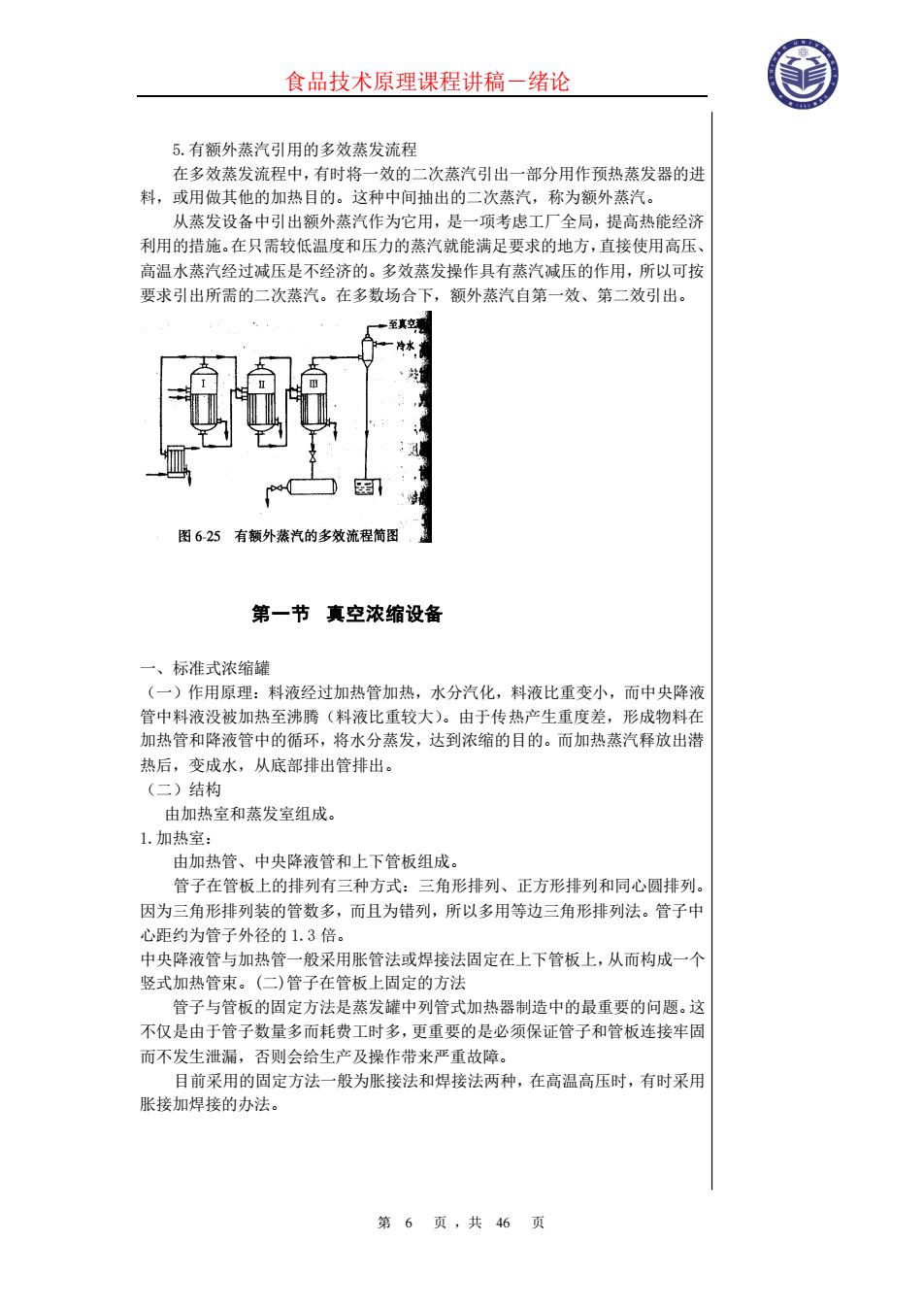
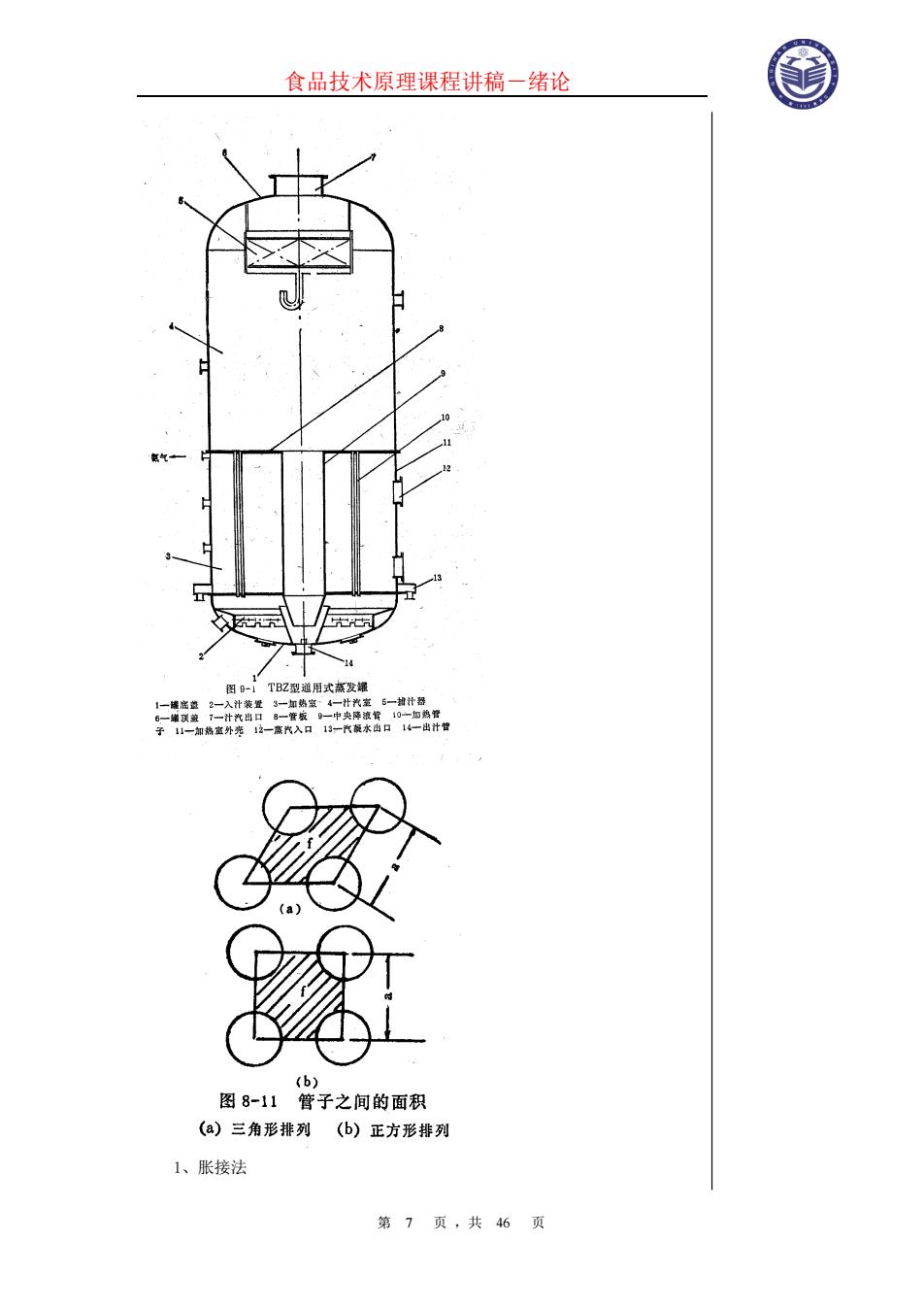
食品技术原理课程讲稿-绪论 第 6 页 ,共 46 页 5.有额外蒸汽引用的多效蒸发流程 在多效蒸发流程中,有时将一效的二次蒸汽引出一部分用作预热蒸发器的进 料,或用做其他的加热目的。这种中间抽出的二次蒸汽,称为额外蒸汽。 从蒸发设备中引出额外蒸汽作为它用,是一项考虑工厂全局,提高热能经济 利用的措施。在只需较低温度和压力的蒸汽就能满足要求的地方,直接使用高压、 高温水蒸汽经过减压是不经济的。多效蒸发操作具有蒸汽减压的作用,所以可按 要求引出所需的二次蒸汽。在多数场合下,额外蒸汽自第一效、第二效引出。 第一节 真空浓缩设备 一、标准式浓缩罐 (一)作用原理:料液经过加热管加热,水分汽化,料液比重变小,而中央降液 管中料液没被加热至沸腾(料液比重较大)。由于传热产生重度差,形成物料在 加热管和降液管中的循环,将水分蒸发,达到浓缩的目的。而加热蒸汽释放出潜 热后,变成水,从底部排出管排出。 (二)结构 由加热室和蒸发室组成。 1.加热室: 由加热管、中央降液管和上下管板组成。 管子在管板上的排列有三种方式:三角形排列、正方形排列和同心圆排列。 因为三角形排列装的管数多,而且为错列,所以多用等边三角形排列法。管子中 心距约为管子外径的 1.3 倍。 中央降液管与加热管一般采用胀管法或焊接法固定在上下管板上,从而构成一个 竖式加热管束。(二)管子在管板上固定的方法 管子与管板的固定方法是蒸发罐中列管式加热器制造中的最重要的问题。这 不仅是由于管子数量多而耗费工时多,更重要的是必须保证管子和管板连接牢固 而不发生泄漏,否则会给生产及操作带来严重故障。 目前采用的固定方法一般为胀接法和焊接法两种,在高温高压时,有时采用 胀接加焊接的办法
食品技术原理课程讲稿-绪论 第 6 页 ,共 46 页 5.有额外蒸汽引用的多效蒸发流程 在多效蒸发流程中,有时将一效的二次蒸汽引出一部分用作预热蒸发器的进 料,或用做其他的加热目的。这种中间抽出的二次蒸汽,称为额外蒸汽。 从蒸发设备中引出额外蒸汽作为它用,是一项考虑工厂全局,提高热能经济 利用的措施。在只需较低温度和压力的蒸汽就能满足要求的地方,直接使用高压、 高温水蒸汽经过减压是不经济的。多效蒸发操作具有蒸汽减压的作用,所以可按 要求引出所需的二次蒸汽。在多数场合下,额外蒸汽自第一效、第二效引出。 第一节 真空浓缩设备 一、标准式浓缩罐 (一)作用原理:料液经过加热管加热,水分汽化,料液比重变小,而中央降液 管中料液没被加热至沸腾(料液比重较大)。由于传热产生重度差,形成物料在 加热管和降液管中的循环,将水分蒸发,达到浓缩的目的。而加热蒸汽释放出潜 热后,变成水,从底部排出管排出。 (二)结构 由加热室和蒸发室组成。 1.加热室: 由加热管、中央降液管和上下管板组成。 管子在管板上的排列有三种方式:三角形排列、正方形排列和同心圆排列。 因为三角形排列装的管数多,而且为错列,所以多用等边三角形排列法。管子中 心距约为管子外径的 1.3 倍。 中央降液管与加热管一般采用胀管法或焊接法固定在上下管板上,从而构成一个 竖式加热管束。(二)管子在管板上固定的方法 管子与管板的固定方法是蒸发罐中列管式加热器制造中的最重要的问题。这 不仅是由于管子数量多而耗费工时多,更重要的是必须保证管子和管板连接牢固 而不发生泄漏,否则会给生产及操作带来严重故障。 目前采用的固定方法一般为胀接法和焊接法两种,在高温高压时,有时采用 胀接加焊接的办法
食品技术原理课程讲稿-绪论 第 7 页 ,共 46 页 1、胀接法
食品技术原理课程讲稿-绪论 第 7 页 ,共 46 页 1、胀接法
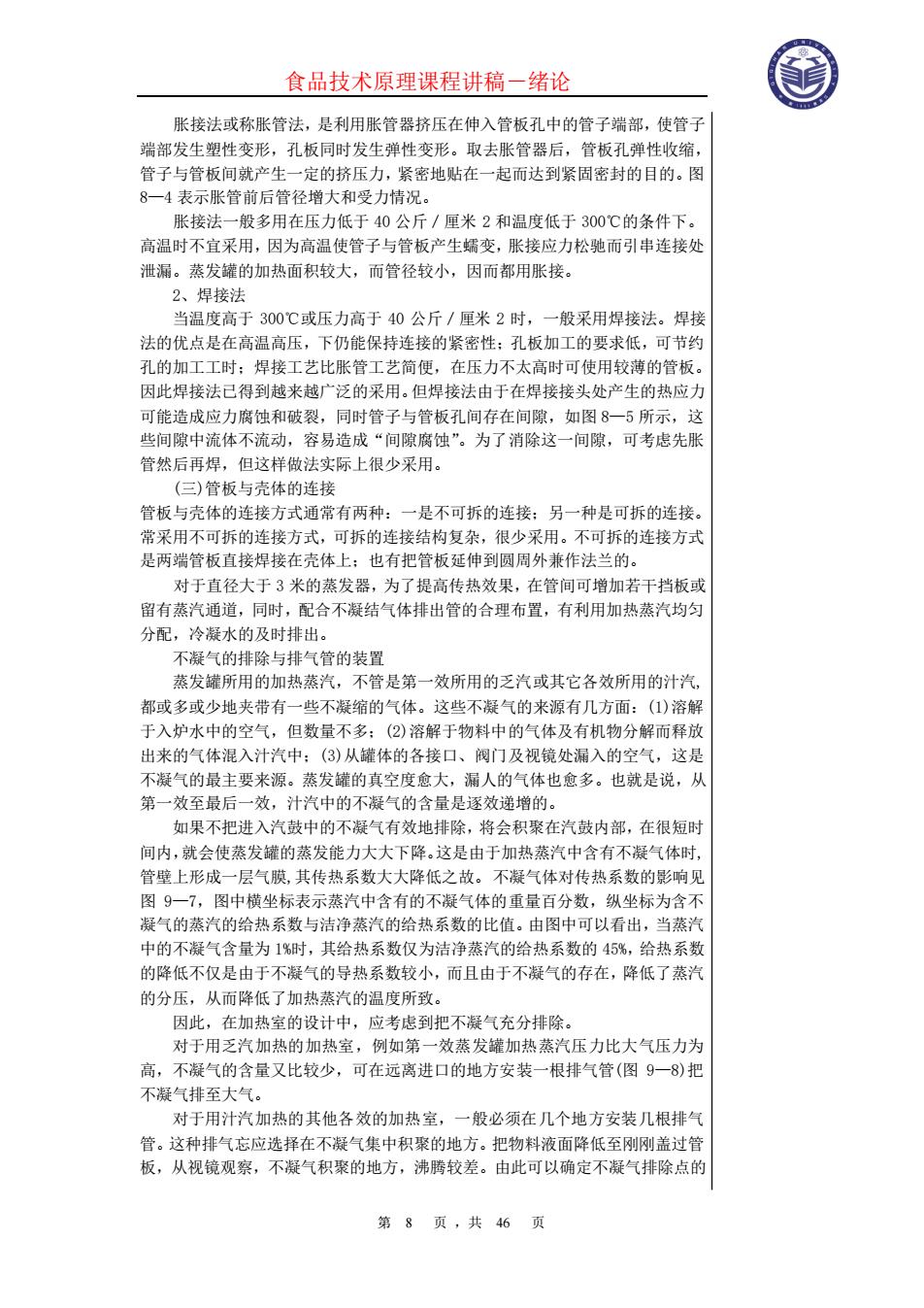
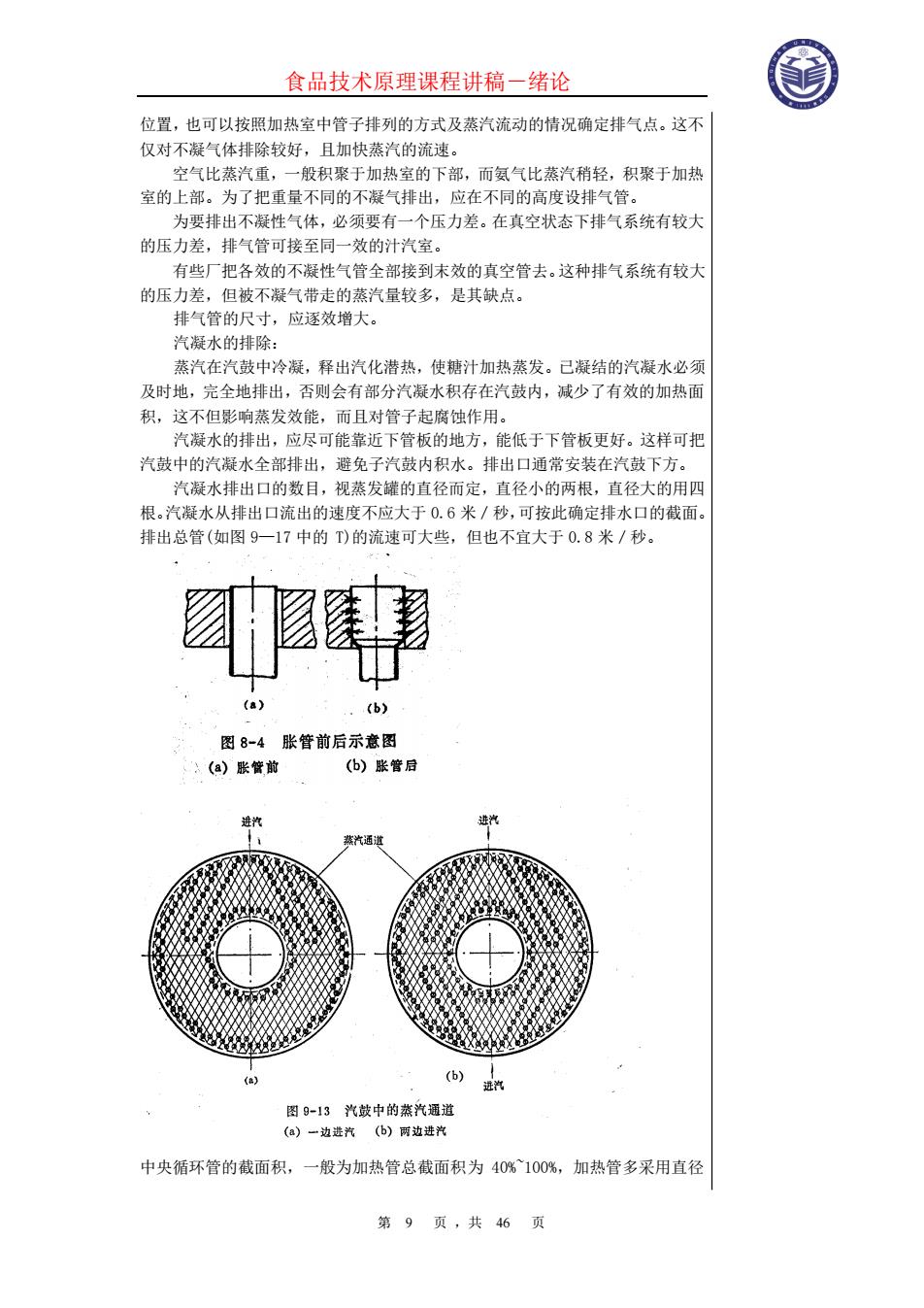
食品技术原理课程讲稿-绪论 第 8 页 ,共 46 页 胀接法或称胀管法,是利用胀管器挤压在伸入管板孔中的管子端部,使管子 端部发生塑性变形,孔板同时发生弹性变形。取去胀管器后,管板孔弹性收缩, 管子与管板间就产生一定的挤压力,紧密地贴在一起而达到紧固密封的目的。图 8—4 表示胀管前后管径增大和受力情况。 胀接法一般多用在压力低于 40 公斤/厘米 2 和温度低于 300℃的条件下。 高温时不宜采用,因为高温使管子与管板产生蠕变,胀接应力松驰而引串连接处 泄漏。蒸发罐的加热面积较大,而管径较小,因而都用胀接。 2、焊接法 当温度高于 300℃或压力高于 40 公斤/厘米 2 时,一般采用焊接法。焊接 法的优点是在高温高压,下仍能保持连接的紧密性;孔板加工的要求低,可节约 孔的加工工时;焊接工艺比胀管工艺简便,在压力不太高时可使用较薄的管板。 因此焊接法已得到越来越广泛的采用。但焊接法由于在焊接接头处产生的热应力 可能造成应力腐蚀和破裂,同时管子与管板孔间存在间隙,如图 8—5 所示,这 些间隙中流体不流动,容易造成“间隙腐蚀”。为了消除这一间隙,可考虑先胀 管然后再焊,但这样做法实际上很少采用。 (三)管板与壳体的连接 管板与壳体的连接方式通常有两种:一是不可拆的连接;另一种是可拆的连接。 常采用不可拆的连接方式,可拆的连接结构复杂,很少采用。不可拆的连接方式 是两端管板直接焊接在壳体上;也有把管板延伸到圆周外兼作法兰的。 对于直径大于 3 米的蒸发器,为了提高传热效果,在管间可增加若干挡板或 留有蒸汽通道,同时,配合不凝结气体排出管的合理布置,有利用加热蒸汽均匀 分配,冷凝水的及时排出。 不凝气的排除与排气管的装置 蒸发罐所用的加热蒸汽,不管是第一效所用的乏汽或其它各效所用的汁汽, 都或多或少地夹带有一些不凝缩的气体。这些不凝气的来源有几方面:(1)溶解 于入炉水中的空气,但数量不多;(2)溶解于物料中的气体及有机物分解而释放 出来的气体混入汁汽中;(3)从罐体的各接口、阀门及视镜处漏入的空气,这是 不凝气的最主要来源。蒸发罐的真空度愈大,漏人的气体也愈多。也就是说,从 第一效至最后一效,汁汽中的不凝气的含量是逐效递增的。 如果不把进入汽鼓中的不凝气有效地排除,将会积聚在汽鼓内部,在很短时 间内,就会使蒸发罐的蒸发能力大大下降。这是由于加热蒸汽中含有不凝气体时, 管壁上形成一层气膜,其传热系数大大降低之故。不凝气体对传热系数的影响见 图 9—7,图中横坐标表示蒸汽中含有的不凝气体的重量百分数,纵坐标为含不 凝气的蒸汽的给热系数与洁净蒸汽的给热系数的比值。由图中可以看出,当蒸汽 中的不凝气含量为 1%时,其给热系数仅为洁净蒸汽的给热系数的 45%,给热系数 的降低不仅是由于不凝气的导热系数较小,而且由于不凝气的存在,降低了蒸汽 的分压,从而降低了加热蒸汽的温度所致。 因此,在加热室的设计中,应考虑到把不凝气充分排除。 对于用乏汽加热的加热室,例如第一效蒸发罐加热蒸汽压力比大气压力为 高,不凝气的含量又比较少,可在远离进口的地方安装一根排气管(图 9—8)把 不凝气排至大气。 对于用汁汽加热的其他各效的加热室,一般必须在几个地方安装几根排气 管。这种排气忘应选择在不凝气集中积聚的地方。把物料液面降低至刚刚盖过管 板,从视镜观察,不凝气积聚的地方,沸腾较差。由此可以确定不凝气排除点的
食品技术原理课程讲稿-绪论 第 8 页 ,共 46 页 胀接法或称胀管法,是利用胀管器挤压在伸入管板孔中的管子端部,使管子 端部发生塑性变形,孔板同时发生弹性变形。取去胀管器后,管板孔弹性收缩, 管子与管板间就产生一定的挤压力,紧密地贴在一起而达到紧固密封的目的。图 8—4 表示胀管前后管径增大和受力情况。 胀接法一般多用在压力低于 40 公斤/厘米 2 和温度低于 300℃的条件下。 高温时不宜采用,因为高温使管子与管板产生蠕变,胀接应力松驰而引串连接处 泄漏。蒸发罐的加热面积较大,而管径较小,因而都用胀接。 2、焊接法 当温度高于 300℃或压力高于 40 公斤/厘米 2 时,一般采用焊接法。焊接 法的优点是在高温高压,下仍能保持连接的紧密性;孔板加工的要求低,可节约 孔的加工工时;焊接工艺比胀管工艺简便,在压力不太高时可使用较薄的管板。 因此焊接法已得到越来越广泛的采用。但焊接法由于在焊接接头处产生的热应力 可能造成应力腐蚀和破裂,同时管子与管板孔间存在间隙,如图 8—5 所示,这 些间隙中流体不流动,容易造成“间隙腐蚀”。为了消除这一间隙,可考虑先胀 管然后再焊,但这样做法实际上很少采用。 (三)管板与壳体的连接 管板与壳体的连接方式通常有两种:一是不可拆的连接;另一种是可拆的连接。 常采用不可拆的连接方式,可拆的连接结构复杂,很少采用。不可拆的连接方式 是两端管板直接焊接在壳体上;也有把管板延伸到圆周外兼作法兰的。 对于直径大于 3 米的蒸发器,为了提高传热效果,在管间可增加若干挡板或 留有蒸汽通道,同时,配合不凝结气体排出管的合理布置,有利用加热蒸汽均匀 分配,冷凝水的及时排出。 不凝气的排除与排气管的装置 蒸发罐所用的加热蒸汽,不管是第一效所用的乏汽或其它各效所用的汁汽, 都或多或少地夹带有一些不凝缩的气体。这些不凝气的来源有几方面:(1)溶解 于入炉水中的空气,但数量不多;(2)溶解于物料中的气体及有机物分解而释放 出来的气体混入汁汽中;(3)从罐体的各接口、阀门及视镜处漏入的空气,这是 不凝气的最主要来源。蒸发罐的真空度愈大,漏人的气体也愈多。也就是说,从 第一效至最后一效,汁汽中的不凝气的含量是逐效递增的。 如果不把进入汽鼓中的不凝气有效地排除,将会积聚在汽鼓内部,在很短时 间内,就会使蒸发罐的蒸发能力大大下降。这是由于加热蒸汽中含有不凝气体时, 管壁上形成一层气膜,其传热系数大大降低之故。不凝气体对传热系数的影响见 图 9—7,图中横坐标表示蒸汽中含有的不凝气体的重量百分数,纵坐标为含不 凝气的蒸汽的给热系数与洁净蒸汽的给热系数的比值。由图中可以看出,当蒸汽 中的不凝气含量为 1%时,其给热系数仅为洁净蒸汽的给热系数的 45%,给热系数 的降低不仅是由于不凝气的导热系数较小,而且由于不凝气的存在,降低了蒸汽 的分压,从而降低了加热蒸汽的温度所致。 因此,在加热室的设计中,应考虑到把不凝气充分排除。 对于用乏汽加热的加热室,例如第一效蒸发罐加热蒸汽压力比大气压力为 高,不凝气的含量又比较少,可在远离进口的地方安装一根排气管(图 9—8)把 不凝气排至大气。 对于用汁汽加热的其他各效的加热室,一般必须在几个地方安装几根排气 管。这种排气忘应选择在不凝气集中积聚的地方。把物料液面降低至刚刚盖过管 板,从视镜观察,不凝气积聚的地方,沸腾较差。由此可以确定不凝气排除点的
食品技术原理课程讲稿-绪论 第 9 页 ,共 46 页 位置,也可以按照加热室中管子排列的方式及蒸汽流动的情况确定排气点。这不 仅对不凝气体排除较好,且加快蒸汽的流速。 空气比蒸汽重,一般积聚于加热室的下部,而氨气比蒸汽稍轻,积聚于加热 室的上部。为了把重量不同的不凝气排出,应在不同的高度设排气管。 为要排出不凝性气体,必须要有一个压力差。在真空状态下排气系统有较大 的压力差,排气管可接至同一效的汁汽室。 有些厂把各效的不凝性气管全部接到末效的真空管去。这种排气系统有较大 的压力差,但被不凝气带走的蒸汽量较多,是其缺点。 排气管的尺寸,应逐效增大。 汽凝水的排除: 蒸汽在汽鼓中冷凝,释出汽化潜热,使糖汁加热蒸发。已凝结的汽凝水必须 及时地,完全地排出,否则会有部分汽凝水积存在汽鼓内,减少了有效的加热面 积,这不但影响蒸发效能,而且对管子起腐蚀作用。 汽凝水的排出,应尽可能靠近下管板的地方,能低于下管板更好。这样可把 汽鼓中的汽凝水全部排出,避免子汽鼓内积水。排出口通常安装在汽鼓下方。 汽凝水排出口的数目,视蒸发罐的直径而定,直径小的两根,直径大的用四 根。汽凝水从排出口流出的速度不应大于 0.6 米/秒,可按此确定排水口的截面。 排出总管(如图 9—17 中的 T)的流速可大些,但也不宜大于 0.8 米/秒。 中央循环管的截面积,一般为加热管总截面积为 40%~100%,加热管多采用直径
食品技术原理课程讲稿-绪论 第 9 页 ,共 46 页 位置,也可以按照加热室中管子排列的方式及蒸汽流动的情况确定排气点。这不 仅对不凝气体排除较好,且加快蒸汽的流速。 空气比蒸汽重,一般积聚于加热室的下部,而氨气比蒸汽稍轻,积聚于加热 室的上部。为了把重量不同的不凝气排出,应在不同的高度设排气管。 为要排出不凝性气体,必须要有一个压力差。在真空状态下排气系统有较大 的压力差,排气管可接至同一效的汁汽室。 有些厂把各效的不凝性气管全部接到末效的真空管去。这种排气系统有较大 的压力差,但被不凝气带走的蒸汽量较多,是其缺点。 排气管的尺寸,应逐效增大。 汽凝水的排除: 蒸汽在汽鼓中冷凝,释出汽化潜热,使糖汁加热蒸发。已凝结的汽凝水必须 及时地,完全地排出,否则会有部分汽凝水积存在汽鼓内,减少了有效的加热面 积,这不但影响蒸发效能,而且对管子起腐蚀作用。 汽凝水的排出,应尽可能靠近下管板的地方,能低于下管板更好。这样可把 汽鼓中的汽凝水全部排出,避免子汽鼓内积水。排出口通常安装在汽鼓下方。 汽凝水排出口的数目,视蒸发罐的直径而定,直径小的两根,直径大的用四 根。汽凝水从排出口流出的速度不应大于 0.6 米/秒,可按此确定排水口的截面。 排出总管(如图 9—17 中的 T)的流速可大些,但也不宜大于 0.8 米/秒。 中央循环管的截面积,一般为加热管总截面积为 40%~100%,加热管多采用直径

食品技术原理课程讲稿-绪论 第 10 页 ,共 46 页 25~75 毫米,长 0.6~2 米,材料:不锈钢。 2.蒸发室 在加热室上方有一定空间,保证料液有足够的蒸发空间,便于汽液进行分离, 防止料液被二次蒸汽带走,故有一定的高度要求,即不应小于从沸腾表面被蒸汽 带出液滴升高的距离,理论上还没有确切的计算方法,另外,还要考虑清洗、维 修加热管的需要,一般取加热面长的 1.1~1.5 倍。 3.铺集器: 其作用:防止蒸发过程中形成的细小液滴被二次蒸汽夹带逸出,保证二次蒸 汽纯洁,有利于提高一效的传热效果,也减少料液的损失。 (三)特点:结构简单,操作方便。液面容易控制。传热效果较好 ,投资费用 较少。但清洗检修困难。黏度大时循环效果很差,循环速度低。降液管径较大, 使汽鼓的结构不够紧凑。且因溶液的循环使蒸发器中溶液浓度总是接近于完成液 的浓度,黏度较大,溶液的沸点高,传热温差减少,影响了传热效果。 二 盘管式浓缩罐 1.结构
食品技术原理课程讲稿-绪论 第 10 页 ,共 46 页 25~75 毫米,长 0.6~2 米,材料:不锈钢。 2.蒸发室 在加热室上方有一定空间,保证料液有足够的蒸发空间,便于汽液进行分离, 防止料液被二次蒸汽带走,故有一定的高度要求,即不应小于从沸腾表面被蒸汽 带出液滴升高的距离,理论上还没有确切的计算方法,另外,还要考虑清洗、维 修加热管的需要,一般取加热面长的 1.1~1.5 倍。 3.铺集器: 其作用:防止蒸发过程中形成的细小液滴被二次蒸汽夹带逸出,保证二次蒸 汽纯洁,有利于提高一效的传热效果,也减少料液的损失。 (三)特点:结构简单,操作方便。液面容易控制。传热效果较好 ,投资费用 较少。但清洗检修困难。黏度大时循环效果很差,循环速度低。降液管径较大, 使汽鼓的结构不够紧凑。且因溶液的循环使蒸发器中溶液浓度总是接近于完成液 的浓度,黏度较大,溶液的沸点高,传热温差减少,影响了传热效果。 二 盘管式浓缩罐 1.结构