下午5时43分 第一节概述 2、输出位置精度要高 口静态:定位精度和重复定位精度要高,定位误差 第 和重复定位误差表示。(尺寸精度) 节 口动态:跟随精度要高,用跟随误差表示。(轮廓 精度) 概 述 口灵敏度要高,有足够高的分辩率。 6
下午5时43分 数控技 术 6 2、输出位置精度要高 静态:定位精度和重复定位精度要高,定位误差 和重复定位误差表示。(尺寸精度) 动态:跟随精度要高,用跟随误差表示。 (轮廓 精度) 灵敏度要高,有足够高的分辩率。 第一 节 概 述 第一节 概述
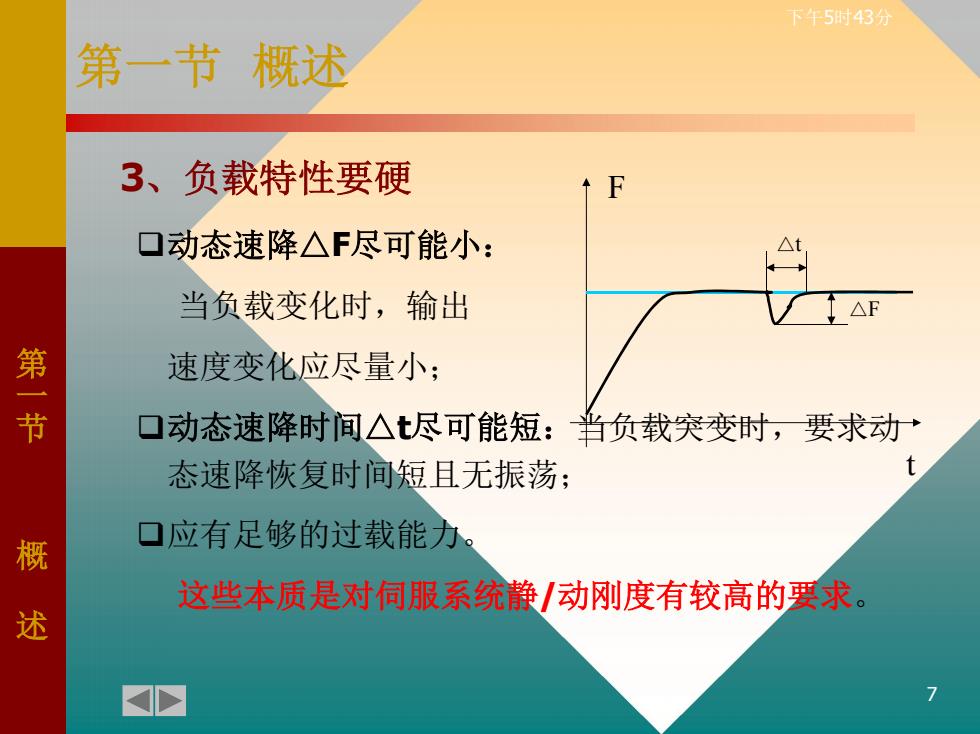
下午5时43分 第一节概述 3、负载特性要硬 F 口动态速降△F尽可能小: △1 当负载变化时,输出 △F 第 速度变化应尽量小: 节 口动态速降时间△t尽可能短:当负载突变时,要求动 态速降恢复时间短且无振荡: 概 口应有足够的过载能力 这些本质是对同服系统静/动刚度有较高的要求。 述 7
下午5时43分 数控技 术 7 3、负载特性要硬 动态速降△F尽可能小: 当负载变化时,输出 速度变化应尽量小; 动态速降时间△t尽可能短:当负载突变时,要求动 态速降恢复时间短且无振荡; 应有足够的过载能力。 这些本质是对伺服系统静/动刚度有较高的要求。 t F △t △F 第一 节 概 述 第一节 概述
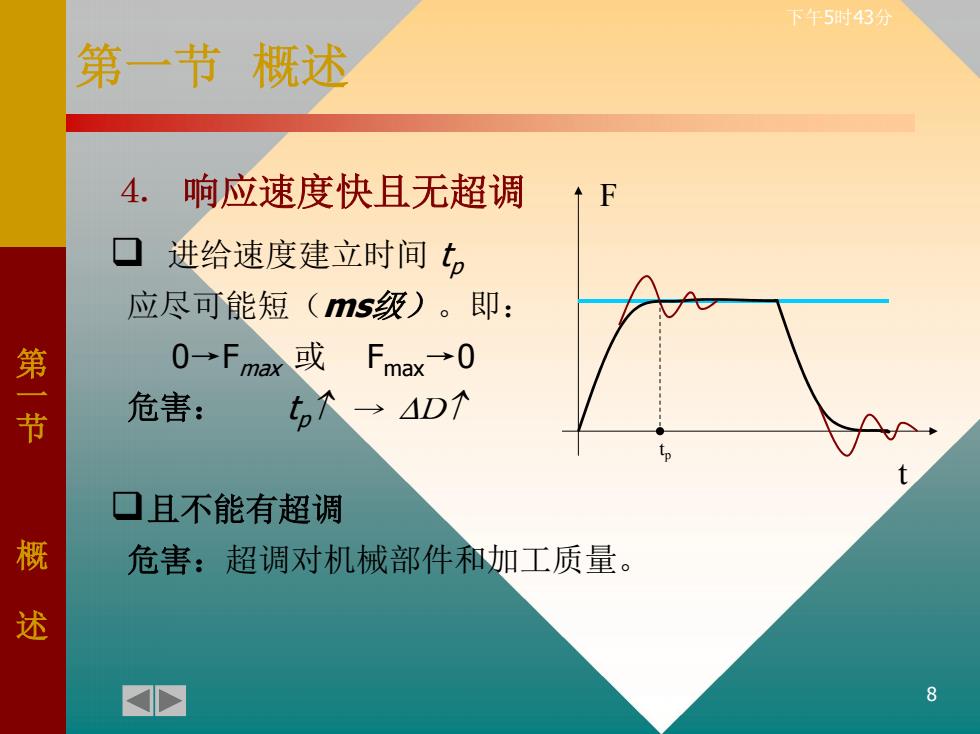
下午5时43分 第一节概述 4. 响应速度快且无超调 进给速度建立时间t。 应尽可能短(ms级)。即: 第 O-Fmax Fmax→0 或 节 危害: 个→4D个 口且不能有超调 概 危害:超调对机械部件和加工质量。 述
下午5时43分 数控技 术 8 ⒋ 响应速度快且无超调 进给速度建立时间 tp 应尽可能短(ms级)。即: 0→Fmax 或 Fmax →0 危害: tp → ∆D 且不能有超调 危害:超调对机械部件和加工质量。 t F tp 第一 节 概 述 第一节 概述
下午5时43分 第一节概述 5.能可逆运行和频繁灵活启停。 6.系统的可靠性高,维护使用方便,成本低。 第 综上所述: 节 口对进给伺服系统的要求包括静态特性和动态特 性两方面; 概 口对高速高精的数控机床,进给伺服系统动态性 述 能要求更高。 ✉ 9
下午5时43分 数控技 术 9 ⒌ 能可逆运行和频繁灵活启停。 ⒍ 系统的可靠性高,维护使用方便,成本低。 综上所述: 对进给伺服系统的要求包括静态特性和动态特 性两方面; 对高速高精的数控机床,进给伺服系统动态性 能要求更高。 第一 节 概 述 第一节 概述
下午5时43分 第二节进给伺服系统的位置检测装置 、概述 组成:位置测量装置是由检测元件(传感器)和信号处理 装置组成的。 第四章 作用:实时测量执行部件的位移和速度信号,并变换成 位置控制单元所要求的信号形式,将运动部件现实位置反馈 到位置控制单元,以实施闭环控制。它是闭环、半闭环进给 伺服系统的重要组成部分。 给伺服系统 闭环数控机床的加工精度在很大程度上是由位置检测装 置的精度决定的,在设计数控机床进给伺服系统,尤其是高 精度进给伺服系统时,必须精心选择位置检测装置 10
下午5时43分 数控技 术 10 第二节 进给伺服系统的位置检测装置 一、概 述 组成:位置测量装置是由检测元件(传感器)和信号处理 装置组成的。 作用:实时测量执行部件的位移和速度信号,并变换成 位置控制单元所要求的信号形式,将运动部件现实位置反馈 到位置控制单元,以实施闭环控制。它是闭环、半闭环进给 伺服系统的重要组成部分。 闭环数控机床的加工精度在很大程度上是由位置检测装 置的精度决定的,在设计数控机床进给伺服系统,尤其是高 精度进给伺服系统时,必须精心选择位置检测装置。 第 四 章 进 给伺服系统