下午5时43分 第四章 进给伺服系统 内容提要 第四章 本章将详细讨论进给伺服系统的软件硬 件结构;进给伺服系统基本功能的原理及实 进给伺服系统 现方法。 ✉ 1
下午5时43分 数控技 术 1 第四章 进给伺服系统 内容提要 本章将详细讨论进给伺服系统的软件硬 件结构;进给伺服系统基本功能的原理及实 现方法。 第 四 章 进 给伺服系统
下午5时43分 第一节概述 进给伺服系统的定义及组成 概念 第四章 定义:进给伺服系统(Feed Servo System)- 进给伺服系统 一以移动部件的位置和速度作为控制量的自动 控制系统
下午5时43分 数控技 术 2 第一节 概述 一. 进给伺服系统的定义及组成 1、 概念 定义:进给伺服系统(Feed Servo System)— —以移动部件的位置和速度作为控制量的自动 控制系统。 第 四 章 进 给伺服系统
下午5时43分 第四章 进给伺服系统 口特点:进给伺服系统是数控系统的主要子系统; >CNC装置是数控系统的“大脑”,是发布“命令”的“指 挥所” 第四章 >进给伺服系统:数控系统的“四肢”,是执行“命令”的 “执行装置”。 进给伺服系统 口功能:忠实地执行由CNC装置发来的运动命令,精 确控制执行部件的运动方向,进给速度与位移量 3
下午5时43分 数控技 术 3 第四章 进给伺服系统 特点:进给伺服系统是数控系统的主要子系统; CNC装置是数控系统的“大脑” ,是发布“命令”的“指 挥所” ; 进给伺服系统:数控系统的“四肢” ,是执行“命令”的 “执行装置” 。 功能:忠实地执行由CNC装置发来的运动命令,精 确控制执行部件的运动方向,进给速度与位移量。 第 四 章 进 给伺服系统
下午5时43分 第一节概述 2、组成: 进给伺服系统主要由以下几个部分组成:位置控制单 元;速度控制单元;驱动电机;检测与反馈装置;机械 第 执行部件。 节 位置控制单元 速度控制单元 CNC 插补 位置控制调节 速度控制 器 调节与驱动 机械执行部件 指令 概 实际 实 电机 r=hmm 位置 反馈 反 述 检测与反馈单 元
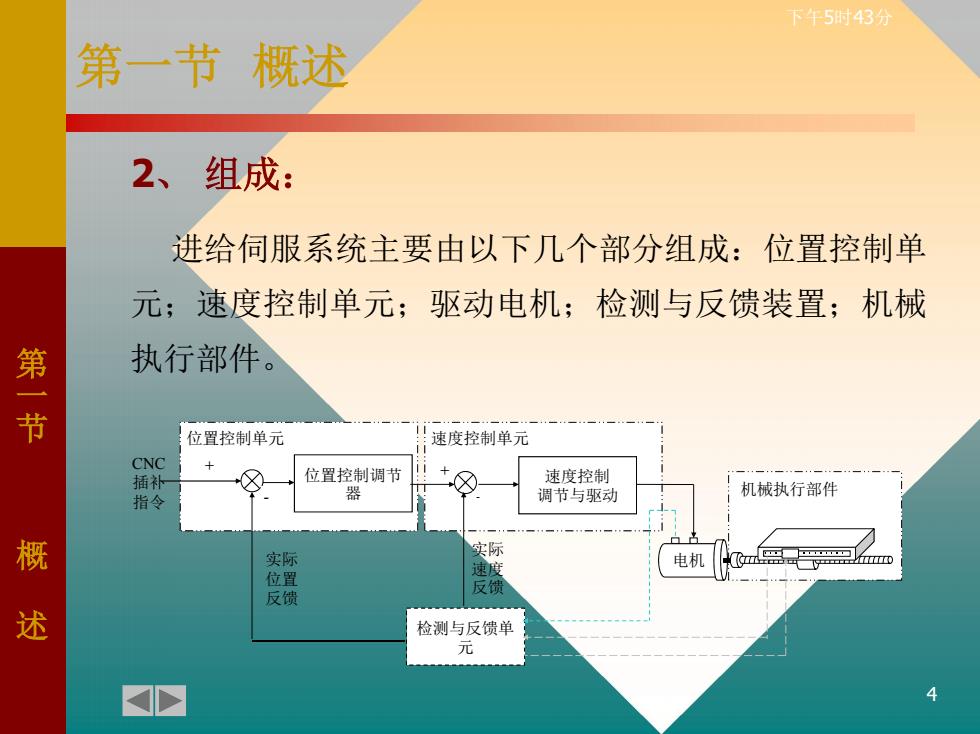
下午5时43分 数控技 术 4 2、 组成: 进给伺服系统主要由以下几个部分组成:位置控制单 元;速度控制单元;驱动电机;检测与反馈装置;机械 执行部件。 位置控制调节 器 速度控制 调节与驱动 检测与反馈单 元 位置控制单元 速度控制单元 + + - - 电机 机械执行部件 CNC 插补 指令 实际 位置 反馈 实际 速度 反馈 第一 节 概 述 第一节 概述
下午5时43分 第一节概述 NC机床对进给伺服系统的要求 1.调速范围要宽且要有良好的稳定性 口调速范围: Rx=Fmax /Fmin 第 节 一 般要求: R,>10000 概 述 口稳定性:指输出速度的波动要少,尤其是在低速时 的平稳性显得特别重要
下午5时43分 数控技 术 5 二、NC机床对进给伺服系统的要求 1. 调速范围要宽且要有良好的稳定性 调速范围: 一般要求: 稳定性:指输出速度的波动要少,尤其是在低速时 的平稳性显得特别重要。 R N Fmax Fmin RN 10000 且 0.1mmmin Fmin 1mmmin 第一 节 概 述 第一节 概述