
6.1数控车床及车削中心 6.2数控铣床及加工中心 6.3数控磨床 6.4数控特种加工机床
1 6.1 数控车床及车削中心 6.2 数控铣床及加工中心 6.3 数控磨床 6.4 数控特种加工机床
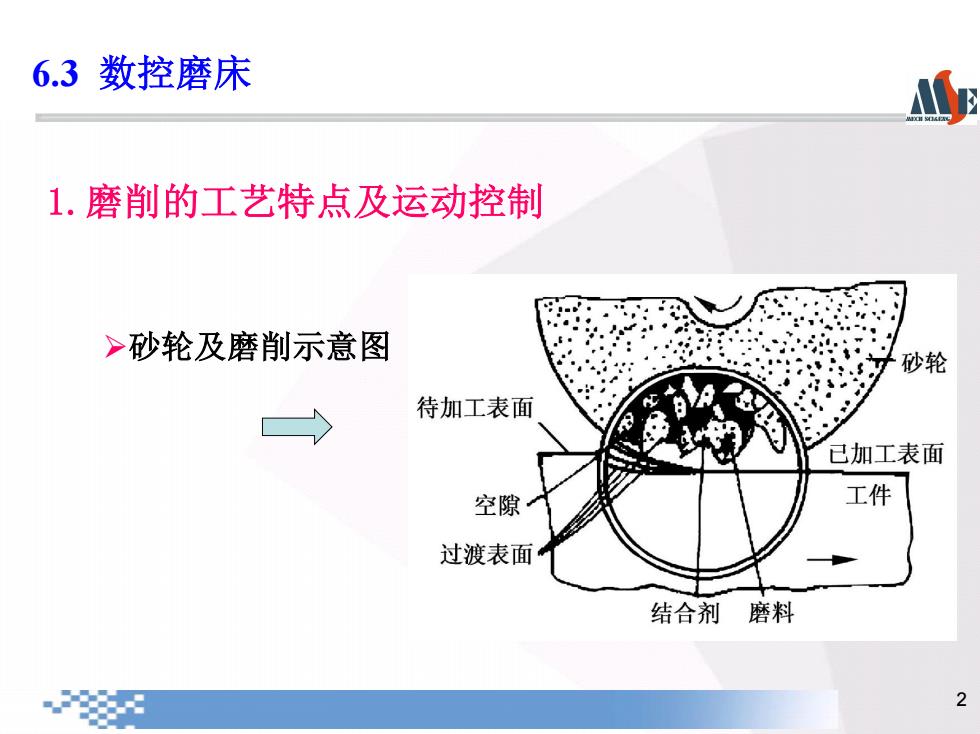
6.3数控磨床 1.磨削的工艺特点及运动控制 >砂轮及磨削示意图 砂轮 待加工表面 已加工表面 空隙 工件 过渡表面“ 结合剂磨料 2
2 1.磨削的工艺特点及运动控制 砂轮及磨削示意图 6.3 数控磨床
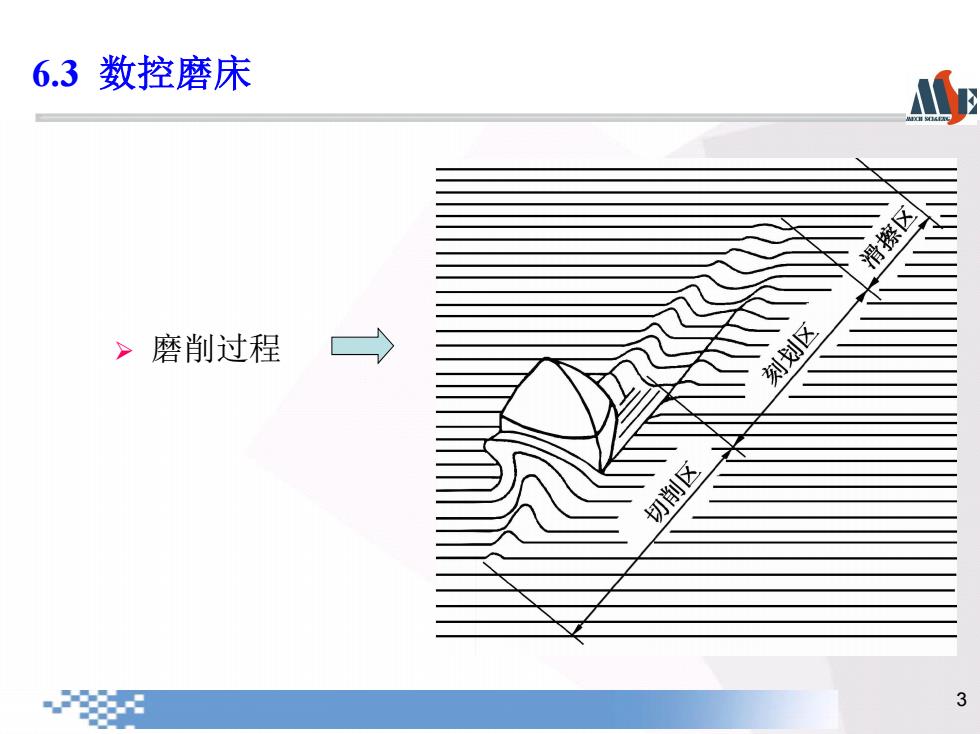
6.3数控磨床 滑赛区 >磨削过程 〉》 刻划区 切削区
3 6.3 数控磨床 磨削过程 6.3 数控磨床
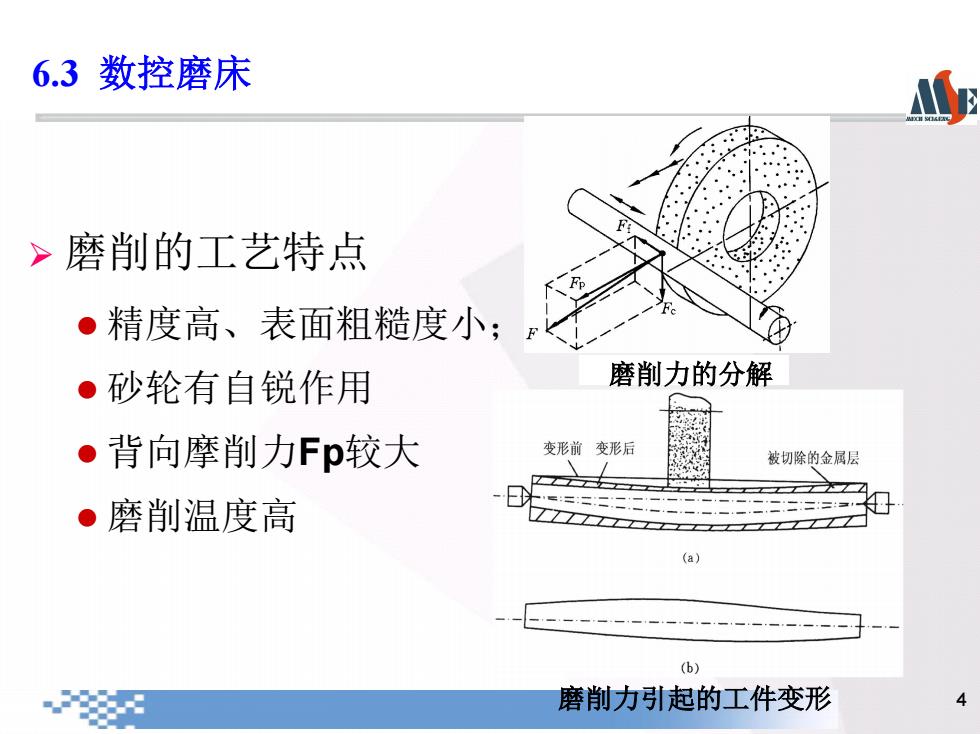
6.3数控磨床 >磨削的工艺特点 ·精度高、表面粗糙度小; ·砂轮有自锐作用 磨削力的分解 ·背向摩削力Fp较大 变形前变形后 被切除的金属层 BX ●磨削温度高 (a) (b) 磨削力引起的工件变形 4
4 磨削的工艺特点 精度高、表面粗糙度小; 砂轮有自锐作用 背向摩削力Fp较大 磨削温度高 磨削力的分解 磨削力引起的工件变形 6.3 数控磨床
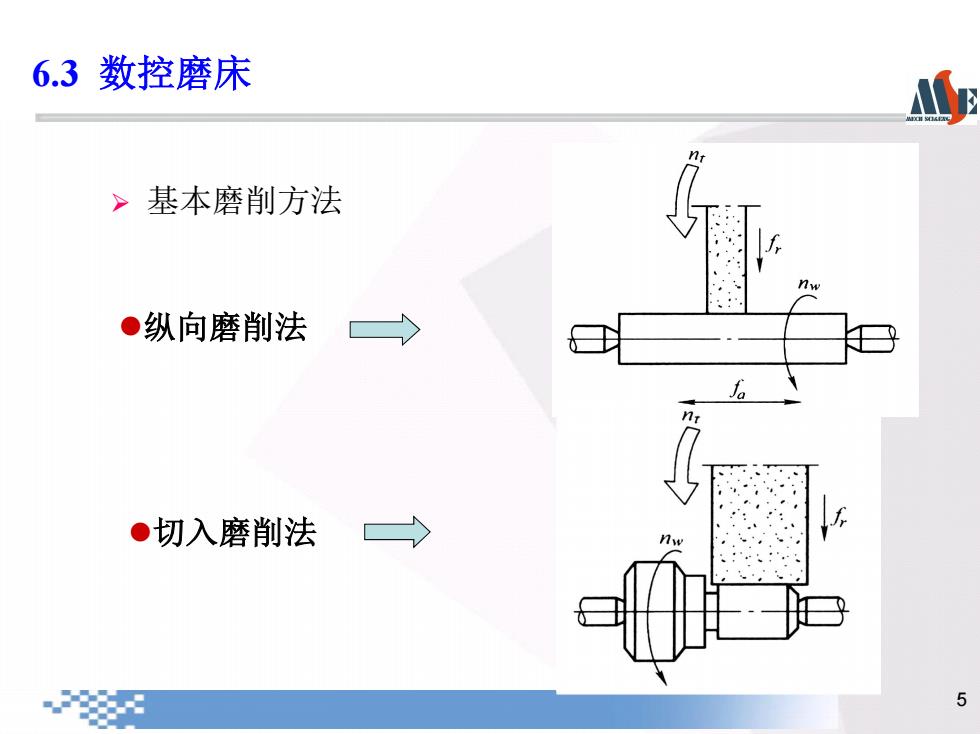
6.3数控磨床 >基本磨削方法 ●纵向磨削法 Ja ●切入磨削法 5
5 基本磨削方法 纵向磨削法 切入磨削法 6.3 数控磨床