
8.5数字程序控制系统 能够根据输入的指令和数据,使生产机械按预定的工作顺序、运动 轨迹、运动距离和运动速度等规律完成工作的自动控制,称为数字程序 控制。数字程序控制主要应用于机床的自动控制,采用数字程序控制的 机床称为数控机床。数控机床能够加工形状复杂的零件、加工精度高、 生产效率高,而且易于改换加工品种,因此是机床自动化的一个重要发 展方向。 数字程序控制系统都是以计算机为核心组成的,它包括输入装置、插 补器、输出装置和控制器等部分。 √输入装置把预先编制好的程序指令与数据录入系统,这些程序指令与 数据规定了生产机械的工作顺序、运动轨迹、运动距离和运动速度等。 √插补器就是计算机内的一段程序,用于完成插补运算,即根据输入的 基本数据(如直线的起点、终点坐标,圆弧的圆心、起点、终点坐标等 计算加工的曲线或曲面上的其他点的坐标。 √输出装置根据插补运算结果向执行机构发出控制指令,从而使生产机 械能够沿预定的轨迹运动。 √控制器协调系统的各个部分,使其有条不紊地工作
8.5 数字程序控制系统 能够根据输入的指令和数据,使生产机械按预定的工作顺序、运动 轨迹、运动距离和运动速度等规律完成工作的自动控制,称为数字程序 控制。数字程序控制主要应用于机床的自动控制,采用数字程序控制的 机床称为数控机床。数控机床能够加工形状复杂的零件、加工精度高、 生产效率高,而且易于改换加工品种,因此是机床自动化的一个重要发 展方向。 数字程序控制系统都是以计算机为核心组成的,它包括输入装置、插 补器、输出装置和控制器等部分。 ✓输入装置把预先编制好的程序指令与数据录入系统,这些程序指令与 数据规定了生产机械的工作顺序、运动轨迹、运动距离和运动速度等。 ✓插补器就是计算机内的一段程序,用于完成插补运算,即根据输入的 基本数据(如直线的起点、终点坐标,圆弧的圆心、起点、终点坐标等), 计算加工的曲线或曲面上的其他点的坐标。 ✓输出装置根据插补运算结果向执行机构发出控制指令,从而使生产机 械能够沿预定的轨迹运动。 ✓控制器协调系统的各个部分,使其有条不紊地工作
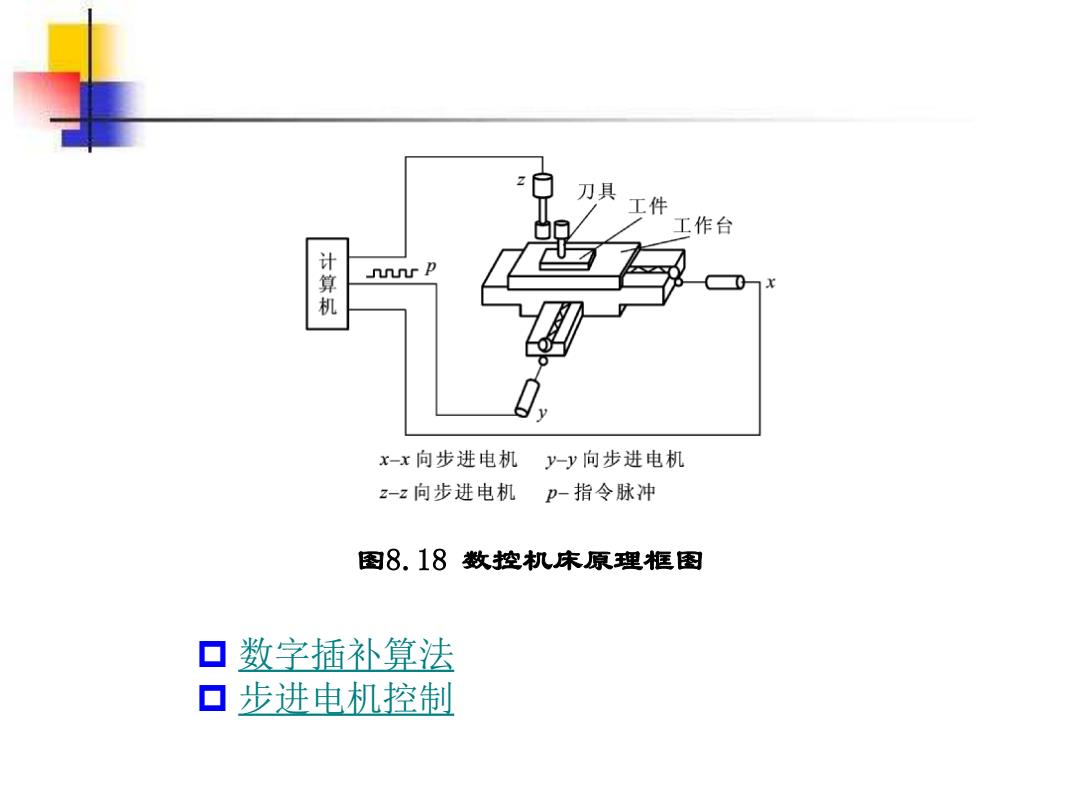
刀具工件 工作台 计 nnnr p 机 x-x向步进电机 y-y向步进电机 z-z向步进电机 p-指令脉冲 图8.18数控机床原理框图 口数字插补算法 口步进电机控制
数字插补算法 步进电机控制 图8.18 数控机床原理框图

1,数字插补算 实现插补运算的方法很多,有逐点比较插补方法、数字积分插 补方法、时间分割插补方法和样条插补方法等,其中逐点比较插补 方法(简称逐点比较法)应用最广,在此予以专门讨论。 所谓逐点比较插补,就是在每次进给(即“走步”)前,首先通 过计算判断加工点(即“动点”)是否在预定的轨迹上及相对于预定 轨迹的位置,然后据此决定进给方向。由于这种方法每走一步就需 比较、判断一次,即走一步看一步,所以称为逐点比较法。 直线逐点比较法插补 四象很直线逐点比铰法插补计算 圆弧逐点比较法插补 四象限逐点比较法圆孤插补计算
1. 数字插补算法 ❑ 直线逐点比较法插补 ❑ 四象限直线逐点比较法插补计算 ❑ 圆弧逐点比较法插补 ❑ 四象限逐点比较法圆弧插补计算 实现插补运算的方法很多,有逐点比较插补方法、数字积分插 补方法、时间分割插补方法和样条插补方法等,其中逐点比较插补 方法(简称逐点比较法)应用最广,在此予以专门讨论。 所谓逐点比较插补,就是在每次进给(即“走步”)前,首先通 过计算判断加工点(即“动点”)是否在预定的轨迹上及相对于预定 轨迹的位置,然后据此决定进给方向。由于这种方法每走一步就需 比较、判断一次,即走一步看一步,所以称为逐点比较法
直线逐点比较法插补 假定要加工第一象限内从坐标原点开始的一条直线 OE,终点E的坐标为(xE,yE)。若当前加工点M YM) 在直线OE上,则有 yMXM-YEXE E 或者 yM M YNXE-XMYE-O +M2 定义 FM YMXE XMVE F为直线逐点比较插补的误差函数
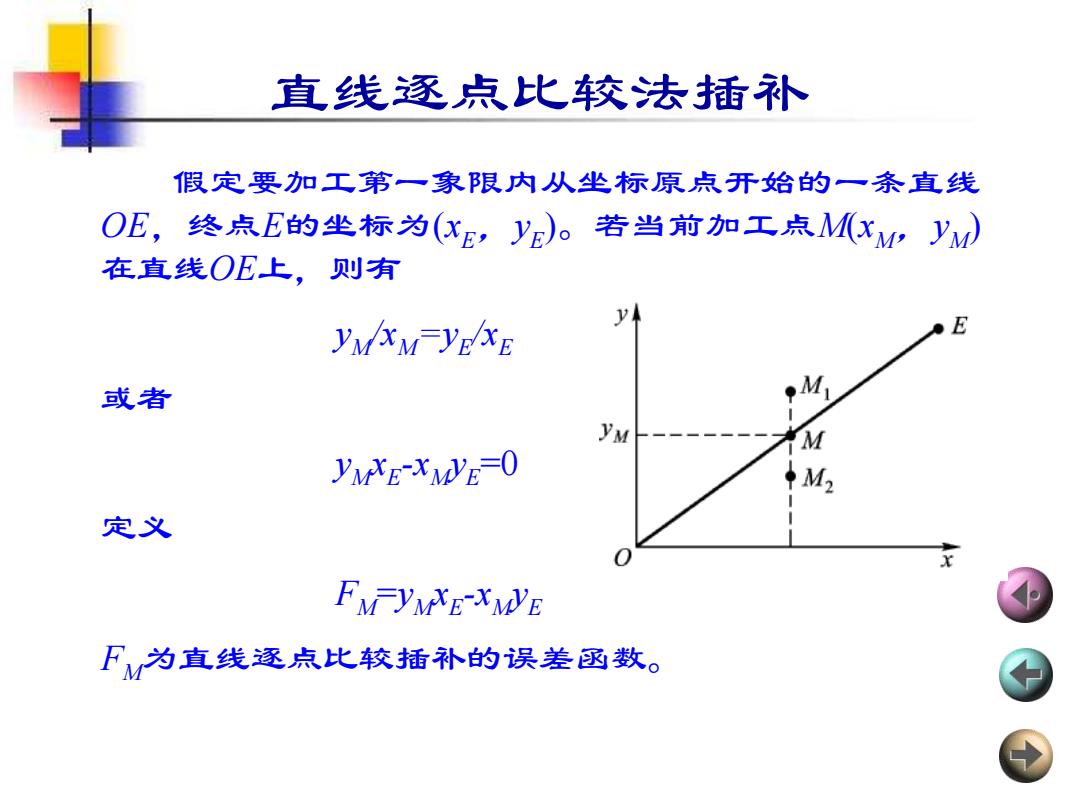
直线逐点比较法插补 假定要加工第一象限内从坐标原点开始的一条直线 OE,终点E的坐标为(xE,yE )。若当前加工点M(xM,yM ) 在直线OE上,则有 yM /xM=yE /xE 或者 yM xE -xM yE =0 定义 FM =yM xE -xM yE FM为直线逐点比较插补的误差函数
直线逐点比较法插补 从图8.19可知,若加工点在直线OE上方,如图中M点,则 相应的误差函数值FM0,应使加工点沿+x轴方向进给一步;若 加工点在直线OE下方,如图中M点,则相应误差函数值下F2<0, 应使加工点沿十y轴方向进给一步;若加工点在直线OE上,如图 中M点,则相应的误差函数值FM0,这时既可以沿+x轴方向进给、 也可沿十V轴方向进给,我们规定沿十X轴方向进给一步。 M M2 图8.19第一象限直线插补原理
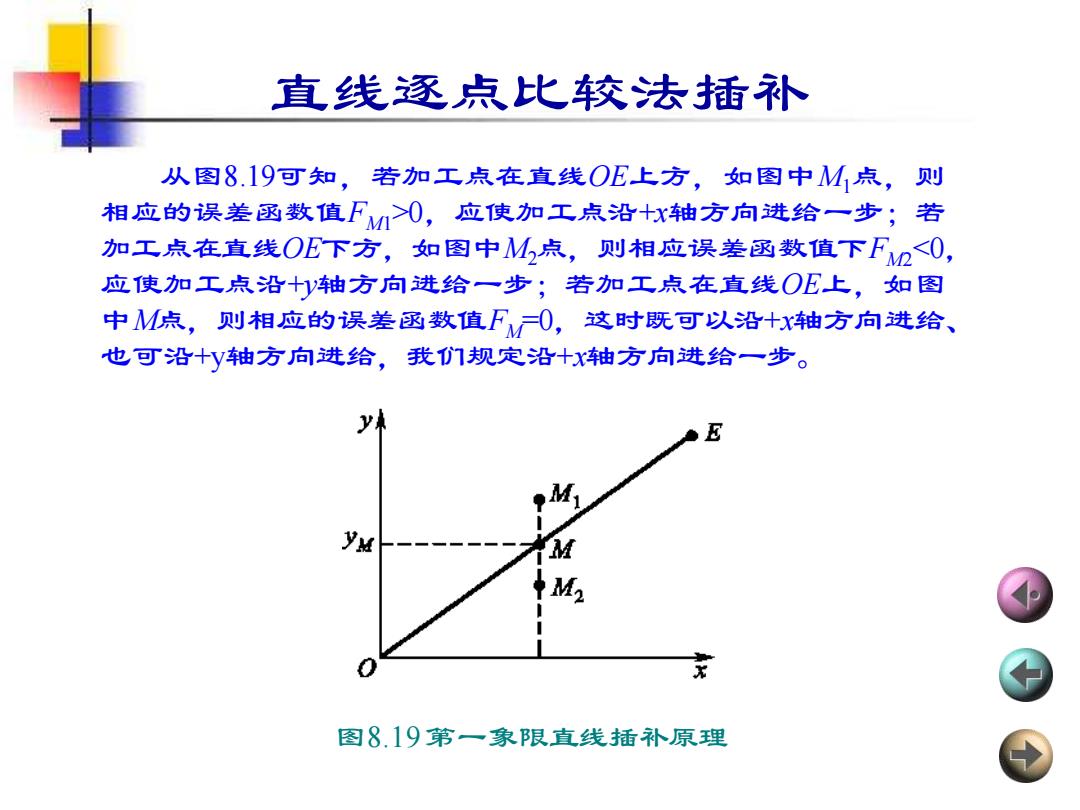
从图8.19可知,若加工点在直线OE上方,如图中M1点,则 相应的误差函数值FM1>0,应使加工点沿+x轴方向进给一步;若 加工点在直线OE下方,如图中M2点,则相应误差函数值下FM2<0, 应使加工点沿+y轴方向进给一步;若加工点在直线OE上,如图 中M点,则相应的误差函数值FM=0,这时既可以沿+x轴方向进给、 也可沿+y轴方向进给,我们规定沿+x轴方向进给一步。 直线逐点比较法插补 图8.19 第一象限直线插补原理