7.1零件表面成形与机械加工方法 2、机械加工方法一 钻削与镗削 3)镗削方式 镗床镗孔 车床镗孔 镗床是镗刀旋转作主运动,工件或镗刀作进给运动 :车床是工件旋转作主运动,车刀作进给运动
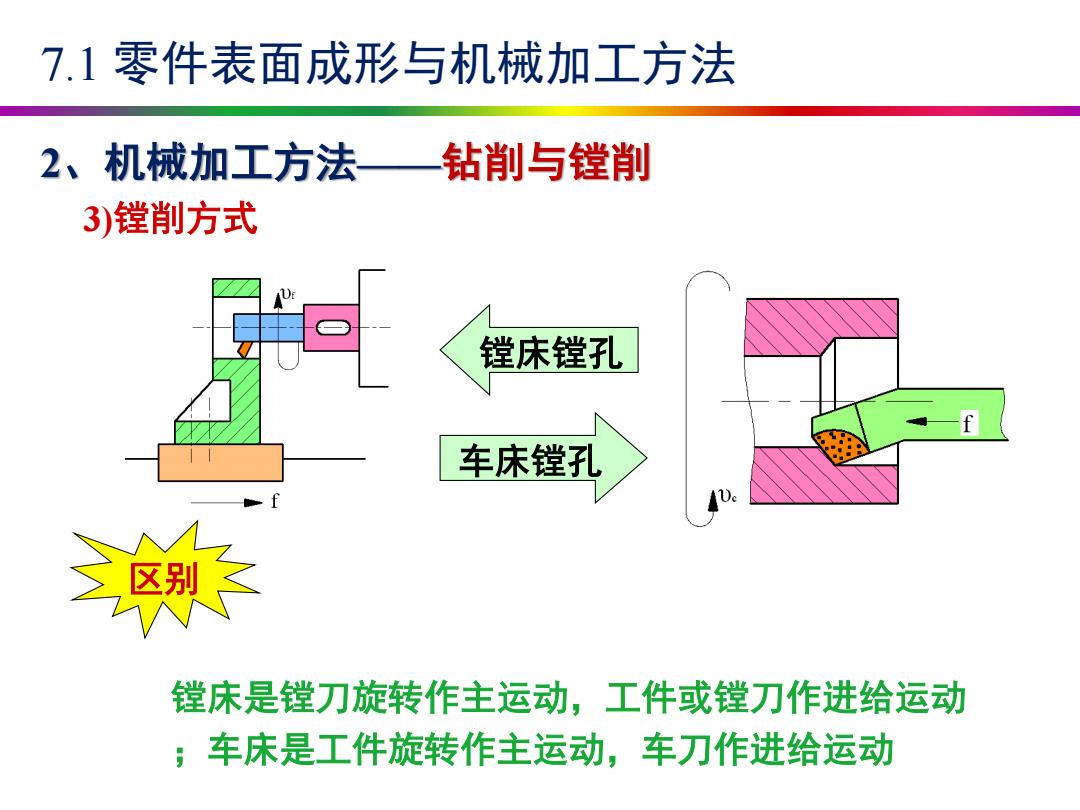
7.1 零件表面成形与机械加工方法 2、机械加工方法——钻削与镗削 3)镗削方式 车床镗孔 镗床镗孔 区别 镗床是镗刀旋转作主运动,工件或镗刀作进给运动 ;车床是工件旋转作主运动,车刀作进给运动
7.1零件表面成形与机械加工方法 2、机械加工方法 钻削与镗削 4)镗削特点 应用:直径较大的已有孔和孔系 工艺特点 ■能获得较高的精度和较低的粗糙度: 加工精度IT10~T8,表面粗糙度 Ra3.20.8 m 可有效校正原孔的轴线偏斜,保证孔 及孔系位置精度 ■生产率低 加工机座、箱体、支架等外形复杂的 大型零件
7.1 零件表面成形与机械加工方法 2、机械加工方法——钻削与镗削 4)镗削特点 ◼ 应用:直径较大的已有孔和孔系 ◼ 工艺特点 ◼ 能获得较高的精度和较低的粗糙度: 加工精度IT10~IT8,表面粗糙度 Ra3.2~0.8 m ◼ 可有效校正原孔的轴线偏斜,保证孔 及孔系位置精度 ◼ 生产率低 ◼ 加工机座、箱体、支架等外形复杂的 大型零件
7.1零件表面成形与机械加工方法 2、机械加工方法一 钻削与镗削 5)刀具结构 工作部分 切酬都分 校准招分 桥部 扁钻 锥形扩孔钻 刀刃 主后刀面前刀而解后刀围(刀带)家腹角(》 (b) 工作朝分 柄部 麻花钻 套式扩孔钻 (b) 深孔钻 锪钻 (e)
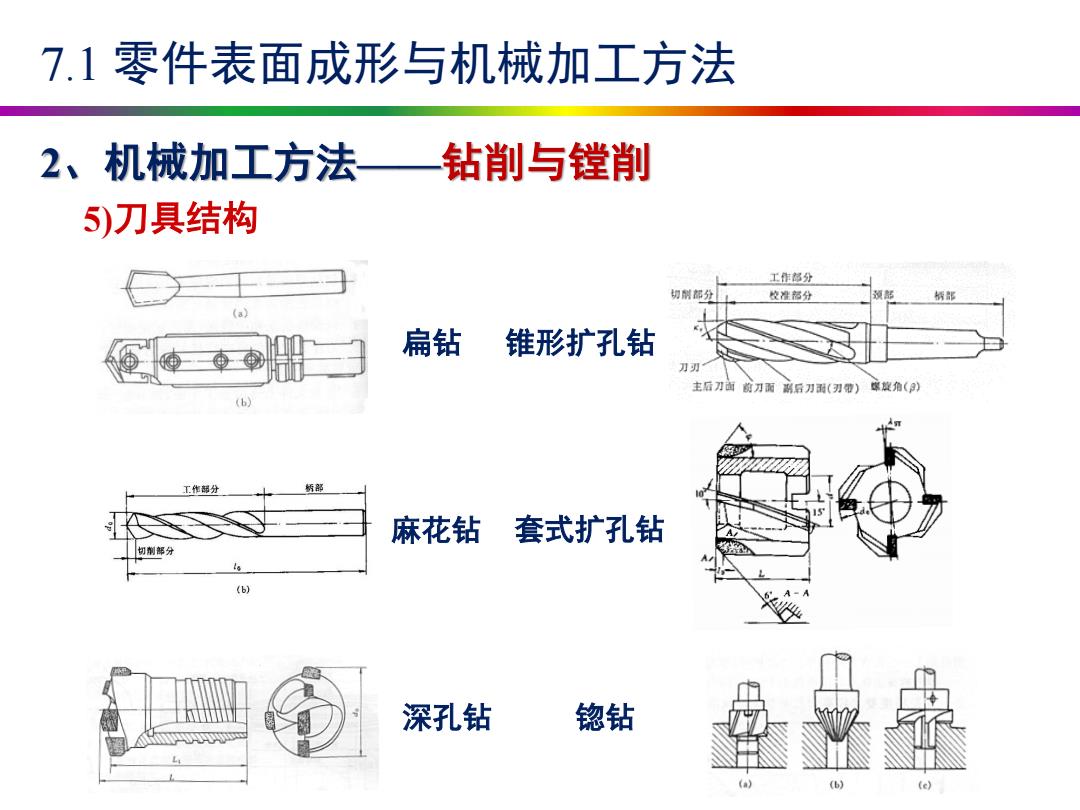
扁钻 麻花钻 深孔钻 锥形扩孔钻 套式扩孔钻 锪钻 7.1 零件表面成形与机械加工方法 2、机械加工方法——钻削与镗削 5)刀具结构
7.1零件表面成形与机械加工方法 2、机械加工方法 钻削与镗削 5)刀具结构 A- 工作部分 A下 (a)带柄铰刀 K: 国柱都分 CX45” a 引导雌切制麻分十 饺准部分 (b)整体式铰刀 1:30 (c)套装式铰刀 (d) 锥度铰刀 (b) (e)可调整式铰刀 ic) (d) e 单刃镗刀
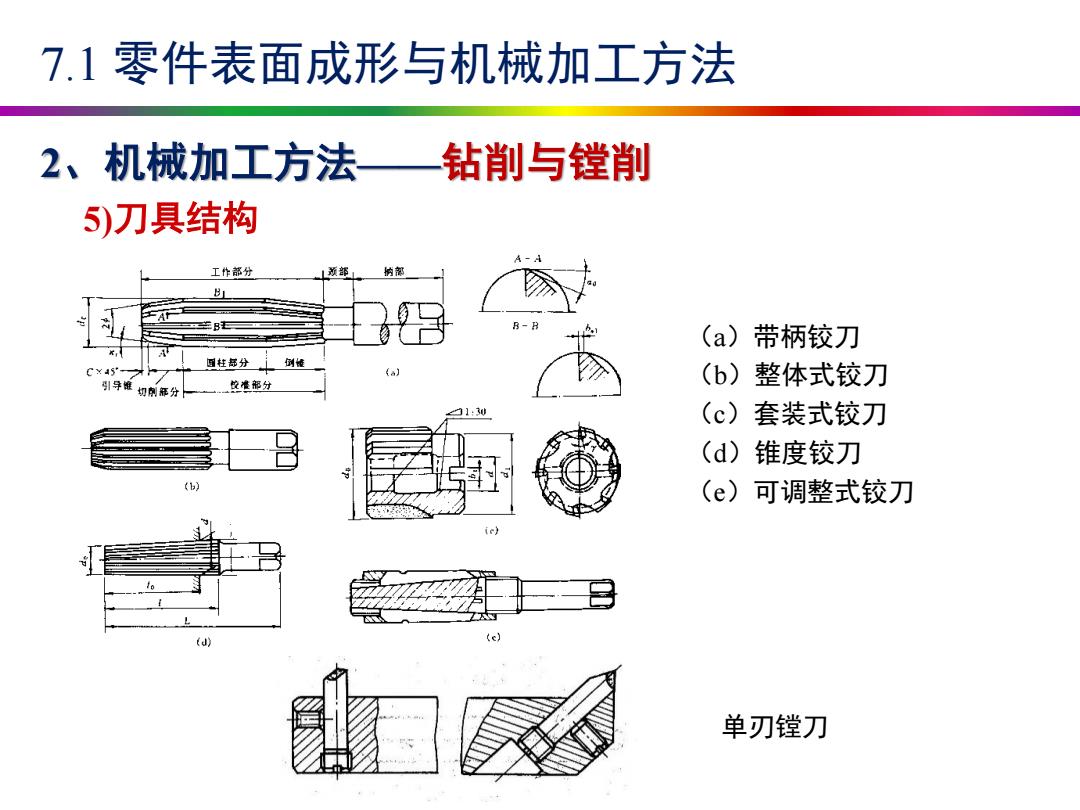
(a)带柄铰刀 (b)整体式铰刀 (c)套装式铰刀 (d)锥度铰刀 (e)可调整式铰刀 单刃镗刀 7.1 零件表面成形与机械加工方法 2、机械加工方法——钻削与镗削 5)刀具结构
7.1零件表面成形与机械加工方法 2、机械加工方法一 磨削 1)磨削特点 可加工高硬度材料 ■除加工一般材料外,可加工淬硬钢、耐热钢、硬质合金等,但不宜精 加工韧性较大的有色金属(断屑困难并容易在砂轮粘屑) 可获得较高的加工精度:砂轮磨粒小 磨削加工能切除极薄极细的切屑,修正误差的能力强,加工精度高( IT7一IT5),加工表面粗糙度小,可达Ra1.6~0.025 m 磨削过程复杂,单位磨削力很大 ■磨粒形状及分布不合理,切削厚度小,挤压摩擦严重,单位能耗大
7.1 零件表面成形与机械加工方法 2、机械加工方法——磨削 1)磨削特点 ◼ 可加工高硬度材料 ◼ 除加工一般材料外,可加工淬硬钢、耐热钢、硬质合金等,但不宜精 加工韧性较大的有色金属(断屑困难并容易在砂轮粘屑) ◼ 可获得较高的加工精度:砂轮磨粒小 ◼ 磨削加工能切除极薄极细的切屑,修正误差的能力强,加工精度高( IT7-IT5),加工表面粗糙度小,可达Ra1.6~0.025 m ◼ 磨削过程复杂,单位磨削力很大 ◼ 磨粒形状及分布不合理,切削厚度小,挤压摩擦严重,单位能耗大