制造工艺引 第九章 工件装夹与制造质量分析
第九章 工件装夹与制造质量分析 制造工艺I
本章提纲 9.1夹具概述 9.2夹具的定位与夹紧 9.3定位误差分析 9.4机械加工质量及其控制 9.5机械加工表面质量
本章提纲 9.1 夹具概述 9.2 夹具的定位与夹紧 9.3 定位误差分析 9.4 机械加工质量及其控制 9.5 机械加工表面质量
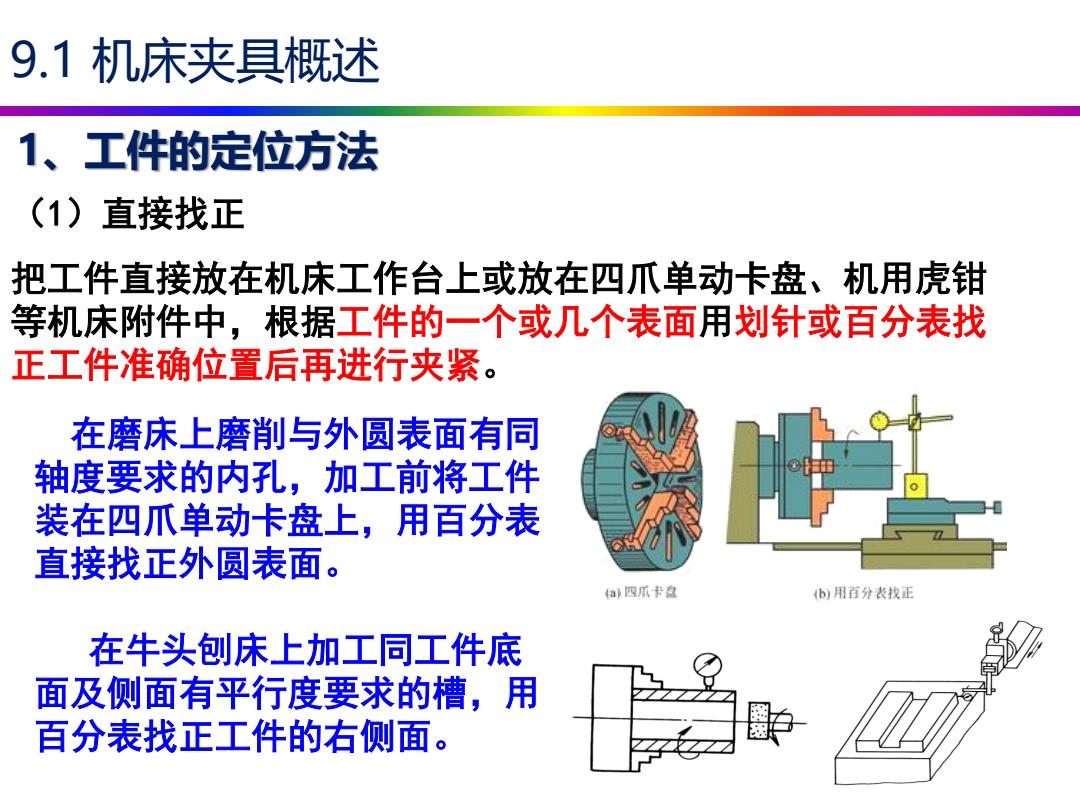
9.1机床夹具概述 1、工件的定位方法 (1)直接找正 把工件直接放在机床工作台上或放在四爪单动卡盘、机用虎钳 等机床附件中,根据工件的一个或几个表面用划针或百分表找 正工件准确位置后再进行夹紧。 在磨床上磨削与外圆表面有同 轴度要求的内孔,加工前将工件 装在四爪单动卡盘上,用百分表 直接找正外圆表面。 a)四瓜卡盒 b)用百分表找正 在牛头刨床上加工同工件底 面及侧面有平行度要求的槽,用 百分表找正工件的右侧面
1、工件的定位方法 (1)直接找正 把工件直接放在机床工作台上或放在四爪单动卡盘、机用虎钳 等机床附件中,根据工件的一个或几个表面用划针或百分表找 正工件准确位置后再进行夹紧。 在磨床上磨削与外圆表面有同 轴度要求的内孔,加工前将工件 装在四爪单动卡盘上,用百分表 直接找正外圆表面。 在牛头刨床上加工同工件底 面及侧面有平行度要求的槽,用 百分表找正工件的右侧面。 9.1 机床夹具概述
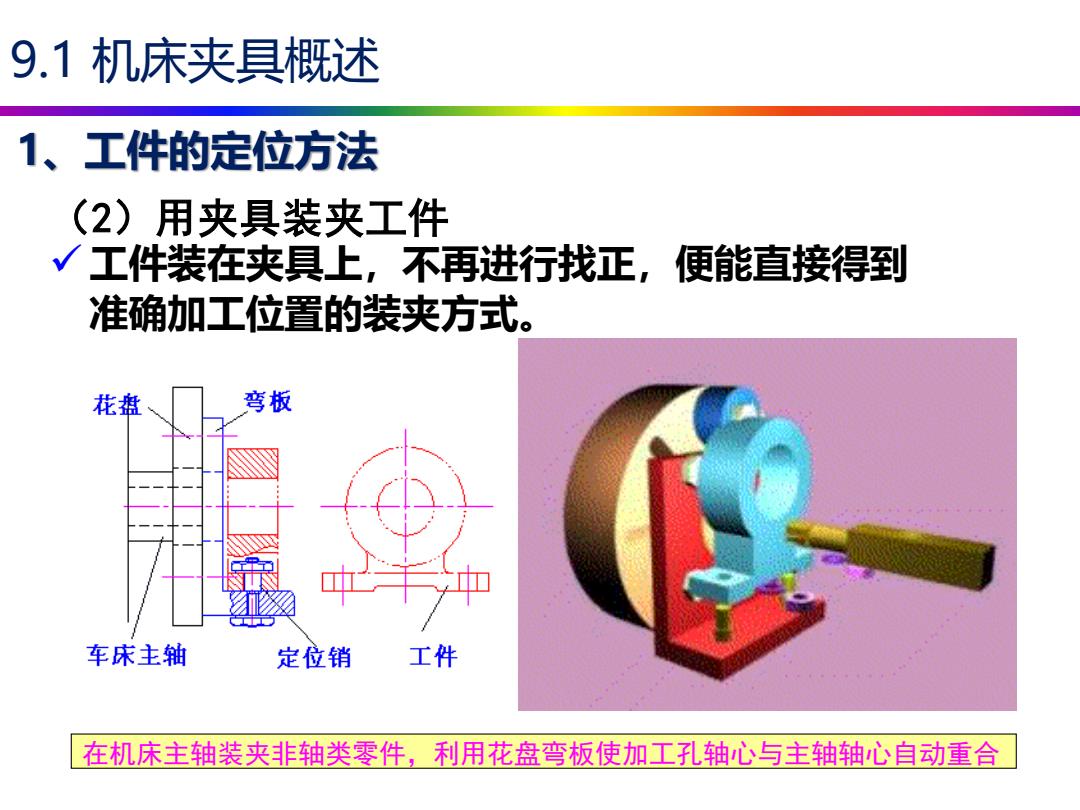
9.1机床夹具概述 1、工件的定位方法 (2)用夹具装夹工件 √工件装在夹具上,不再进行找正,便能直接得到 准确加工位置的装夹方式。 花盘 弯板 车床主轴 定位销 工件 在机床主轴装夹非轴类零件,利用花盘弯板使加工孔轴心与主轴轴心自动重合
(2)用夹具装夹工件 ✓ 工件装在夹具上,不再进行找正,便能直接得到 准确加工位置的装夹方式。 在机床主轴装夹非轴类零件,利用花盘弯板使加工孔轴心与主轴轴心自动重合 1、工件的定位方法 9.1 机床夹具概述

9.1机床夹具概述 2、夹具的定义 ▣机床夹具通过使工件在机床上相对刀具占有正确位置的过 程 克服切削过程中工件受外力的作用保持工件准确位置的过 程 定位和夹紧两个过程的综合称为装夹,完成工件装夹的工 艺装备称为机床夹具
2、夹具的定义 9.1 机床夹具概述 机床夹具通过使工件在机床上相对刀具占有正确位置的过 程 克服切削过程中工件受外力的作用保持工件准确位置的过 程。 定位和夹紧两个过程的综合称为装夹,完成工件装夹的工 艺装备称为机床夹具