制造工艺基础 第七章 机械加工方法与金属切削原理 2018年3月7日
第七章 机械加工方法与金属切削原理 2018年3月7日 制造工艺基础
本章提纲 7.1零件表面成形与机械加工方法 7.2切削运动与切削要素 7.3刀具结构与材料 7.4金属切削过程及物理现象 7.5工件材料加工性 7.6高速切削技术
本章提纲 7.1 零件表面成形与机械加工方法 7.2 切削运动与切削要素 7.3 刀具结构与材料 7.4 金属切削过程及物理现象 7.5 工件材料加工性 7.6 高速切削技术
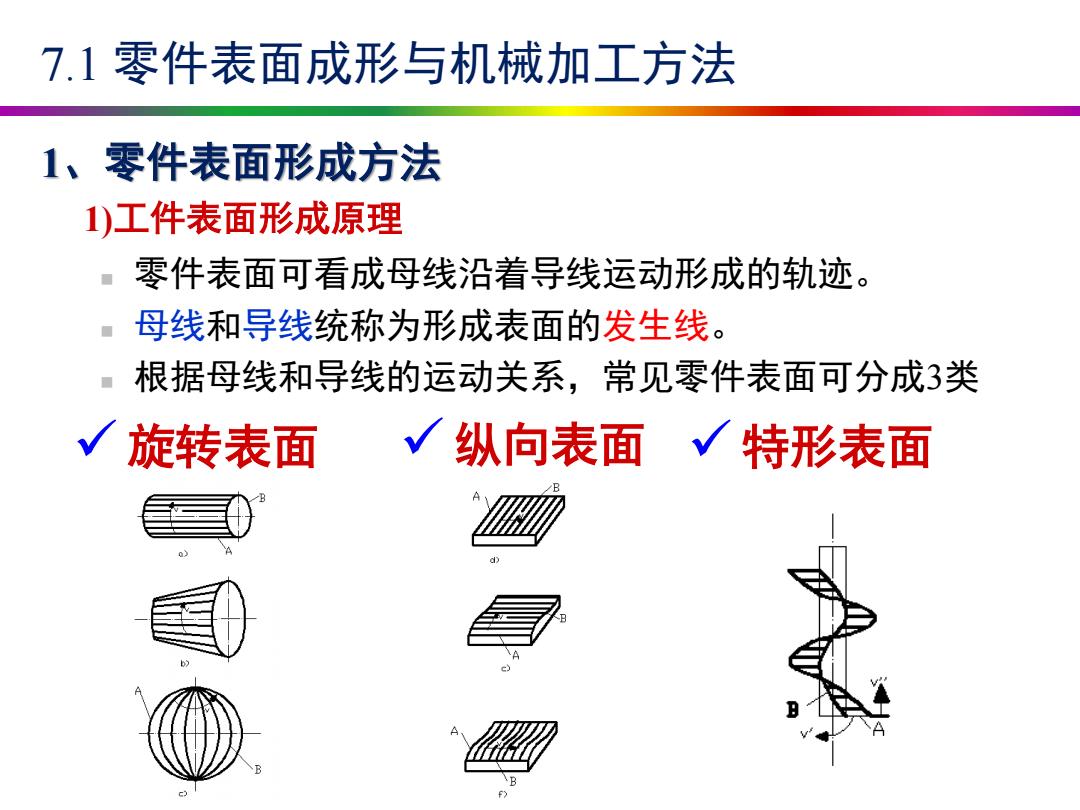
7.1零件表面成形与机械加工方法 1、零件表面形成方法 1)工件表面形成原理 零件表面可看成母线沿着导线运动形成的轨迹。 母线和导线统称为形成表面的发生线。 根据母线和导线的运动关系,常见零件表面可分成3类 旋转表面 √纵向表面 √特形表面
1、零件表面形成方法 7.1 零件表面成形与机械加工方法 ✓ 旋转表面 ✓ 纵向表面 ✓ 特形表面 ◼ 零件表面可看成母线沿着导线运动形成的轨迹。 ◼ 母线和导线统称为形成表面的发生线。 ◼ 根据母线和导线的运动关系,常见零件表面可分成3类 1)工件表面形成原理

7.1零件表面成形与机械加工方法 1、零件表面形成方法 2)发生线形成所需的运动 工件 轨迹法 工件 成形法 车刀 成形车刀 a) b) 刀具 工件 B2 E22 c) 相切法 展成法
1、零件表面形成方法 7.1 零件表面成形与机械加工方法 2)发生线形成所需的运动 轨迹法 成形法 相切法 展成法
7.1零件表面成形与机械加工方法 2、机械加工方法一 车削 1)车削特点 有利于保证加工质量,生产效率较高。车刀为单刃刀具,结构简单,制造 刃磨和拆装都很方便,便于根据具体加工要求选用合理的几何形状。 车削过程连续稳定,可实现高速切削和强力切削。车削主运动是连续旋转 运动,除粗车时因为毛坯余量不均匀可能导致非连续切削外,一般均匀连 续切削。 车削加工多用于粗加工和半精加工。车削加工的经济精度为T8-T7 Ra6.3-1.6um。精车时可达T6-IT5,Ra值为0.4-0.1m。 ■ 车削可用于有色金属的精加工。能对不易磨削加工的有色金属采用金刚石 车刀进行精细车削,精度可达IT6~IT5,表面粗糙度Ra≤0.8μm 车削塑性材料排屑、断屑难,需合理选择刀具与切削用量
2、机械加工方法——车削 7.1 零件表面成形与机械加工方法 ◼ 有利于保证加工质量,生产效率较高。车刀为单刃刀具,结构简单,制造 、刃磨和拆装都很方便,便于根据具体加工要求选用合理的几何形状。 ◼ 车削过程连续稳定,可实现高速切削和强力切削。车削主运动是连续旋转 运动,除粗车时因为毛坯余量不均匀可能导致非连续切削外,一般均匀连 续切削。 ◼ 车削加工多用于粗加工和半精加工。车削加工的经济精度为IT8-IT7, Ra6.3-1.6um。精车时可达IT6-IT5,Ra值为0.4-0.1μm。 ◼ 车削可用于有色金属的精加工。能对不易磨削加工的有色金属采用金刚石 车刀进行精细车削,精度可达IT6~IT5,表面粗糙度 Ra ≤ 0.8μm ◼ 车削塑性材料排屑、断屑难,需合理选择刀具与切削用量。 1)车削特点