7.1零件表面成形与机械加工方法 2、机械加工方法 磨削 1)磨削特点 磨削速度高、磨削温度高 ■35~50m/s,挤压摩擦严重,单位能耗大,砂轮导热性 差,瞬时高温可达800~1000C 砂轮有自锐性 ■部分地恢复砂轮的切削能力,仍需对砂轮进行修整 加工工艺范围广泛 可加工外圆面、内孔、平面、螺纹、齿形等成形面, 不仅用于精加工,也可用于粗加工、毛坯去皮加工
7.1 零件表面成形与机械加工方法 2、机械加工方法——磨削 1)磨削特点 ◼ 磨削速度高、磨削温度高 ◼ 35~50 m/s, 挤压摩擦严重,单位能耗大,砂轮导热性 差,瞬时高温可达800~1000℃ ◼ 砂轮有自锐性 ◼ 部分地恢复砂轮的切削能力,仍需对砂轮进行修整 ◼ 加工工艺范围广泛 ◼ 可加工外圆面、内孔、平面、螺纹、齿形等成形面, 不仅用于精加工,也可用于粗加工、毛坯去皮加工

7.1零件表面成形与机械加工方法 2、机械加工方法 —磨削 2)磨削方式 砂轮 待加工表面 己图工表面 以砂轮或其它磨具对工件进行加工 空 工件 过莨表面 运动:砂轮的旋转为主运动 结合剂磨料 Video Grinding 三爪自定心卡盘 砂轮 工件 a) b) 纵磨 特点:工件或砂轮需作轴向进给。 横磨 特点:工件不需作轴向进给, 砂轮作径向进给
7.1 零件表面成形与机械加工方法 2、机械加工方法——磨削 2)磨削方式 ◼ 以砂轮或其它磨具对工件进行加工 ◼ 运动:砂轮的旋转为主运动 Video Grinding 纵磨 特点:工件或砂轮需作轴向进给。 横磨 特点:工件不需作轴向进给, 砂轮作径向进给
7.1零件表面成形与机械加工方法 2、机械加工方法 磨削 3)砂轮形状与代号 平形 双边斜 双边凹 简形 杯形 碗形 碟形 P PSX PSA N B BW D
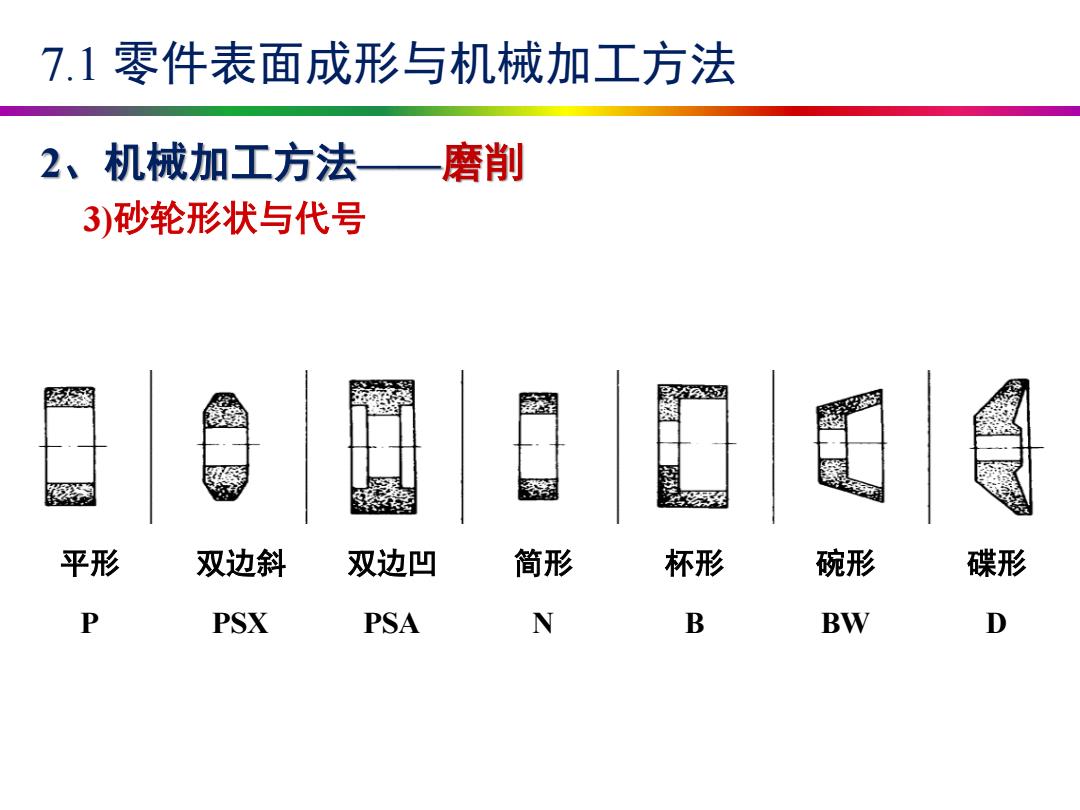
7.1 零件表面成形与机械加工方法 2、机械加工方法——磨削 3)砂轮形状与代号 平形 双边斜 双边凹 简形 杯形 碗形 碟形 P PSX PSA N B BW D

7.1零件表面成形与机械加工方法 2、机械加工方法一 齿面加工 ■成形法→普通铣床 展成法→滚齿机、插齿机等
7.1 零件表面成形与机械加工方法 2、机械加工方法——齿面加工 ◼ 成形法→普通铣床 ◼ 展成法→滚齿机、插齿机等
7.1零件表面成形与机械加工方法 2、机械加工方法 齿面加工 1)成形法 加工原理:用与被加工齿轮齿槽形状相同的成形刀具切削 切削过程 ■用单齿廓刀具加工齿轮时,刀具作旋转运动(主切削运动)和直 线移动(进给运动),刀具和工件作相对运动后,在工件上切出 齿槽 ■工件离开刀具退回初始位置,工件分度转动一个齿距,切削另一 个齿槽 重复上面的过程,直到在齿坯上切出所有的齿槽 成形法的特点: 优点:机床较简单,可用通用机床加工 缺点:1)加工精度低,适用于加工精度 要求不高的齿轮 2)每加工一个齿槽,工件需周期分 度一次,作间歇的分度运动, 盘状齿轮铣刀 指状齿轮铣刀 生产效率低
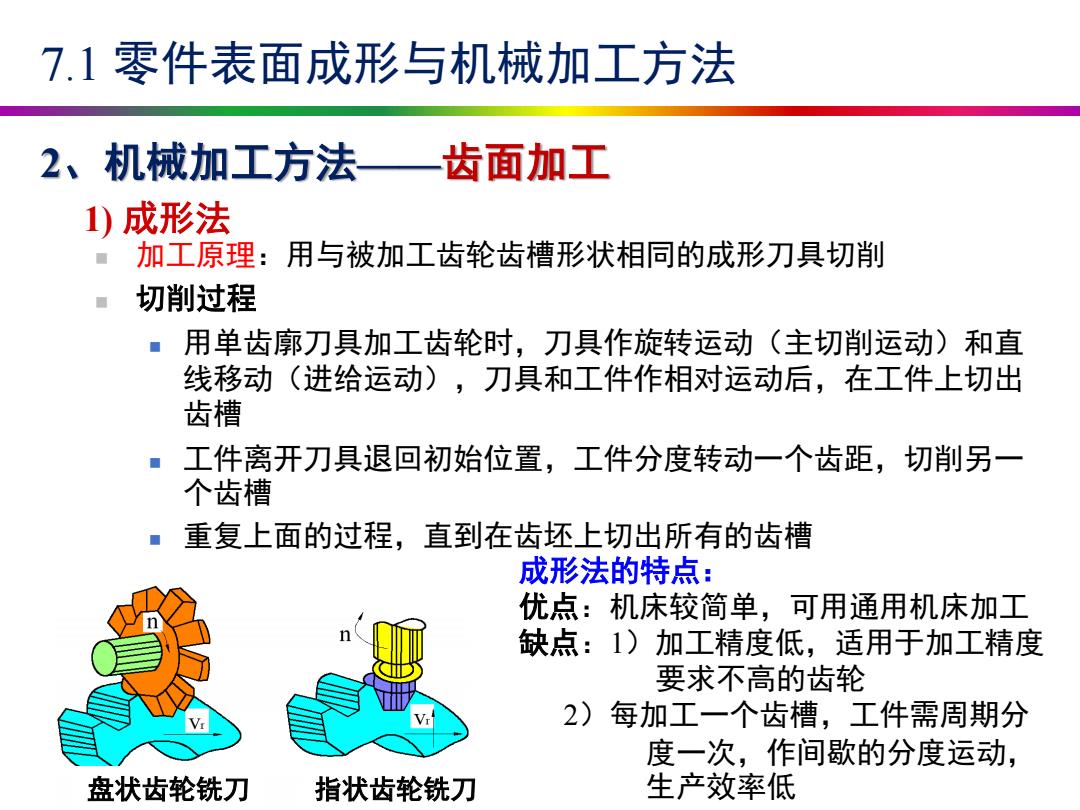
7.1 零件表面成形与机械加工方法 2、机械加工方法——齿面加工 1) 成形法 ◼ 加工原理:用与被加工齿轮齿槽形状相同的成形刀具切削 ◼ 切削过程 ◼ 用单齿廓刀具加工齿轮时,刀具作旋转运动(主切削运动)和直 线移动(进给运动),刀具和工件作相对运动后,在工件上切出 齿槽 ◼ 工件离开刀具退回初始位置,工件分度转动一个齿距,切削另一 个齿槽 ◼ 重复上面的过程,直到在齿坯上切出所有的齿槽 盘状齿轮铣刀 指状齿轮铣刀 成形法的特点: 优点:机床较简单,可用通用机床加工 缺点:1)加工精度低,适用于加工精度 要求不高的齿轮 2)每加工一个齿槽,工件需周期分 度一次,作间歇的分度运动, 生产效率低