开始 偏差判别:根据刀具当前位置, 确定进给方向。 偏差判别 坐标进给:使加工点向给定轨 37 迹趋进,即向减少误 差方 坐标进给 向移动。 五 偏差计算:计算新加工点与给 偏差计算 定轨迹之间的偏差,作为下 一步判别依据。 终点判别:判断是否到达终点, 终点判别 若到达,结束插补;否则, 继续以上四个步骤 结束
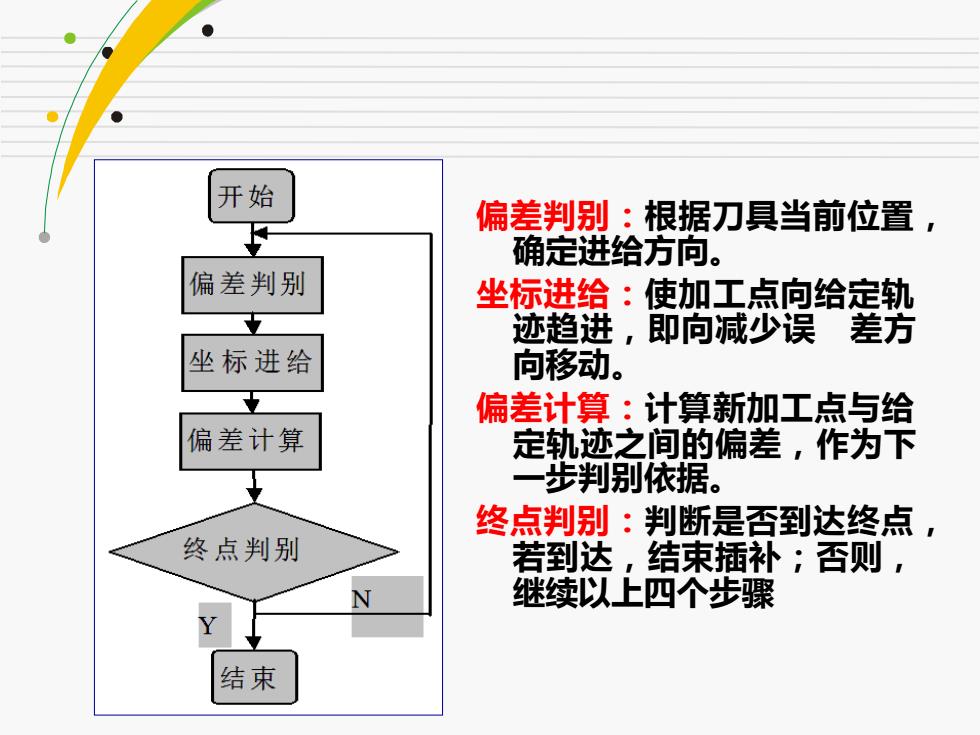
逐点比较法工作循环图 偏差判别:根据刀具当前位置, 确定进给方向。 坐标进给:使加工点向给定轨 迹趋进,即向减少误 差方 向移动。 偏差计算:计算新加工点与给 定轨迹之间的偏差,作为下 一步判别依据。 终点判别:判断是否到达终点, 若到达,结束插补;否则, 继续以上四个步骤
1.逐点比较插补法直线插补 图示第一象限直线O4,起点O为 坐标原点,用户编程时,给出直线 的终点坐标A(枪,e), A(re.y) 直线方程为)Y=Xe/Ye F>0。P() F=0 X。-Y。=0 0F<0 直线OA为给定轨迹,P(X,Y) 为动点坐标,动点与直线的位置关 系有三种情况: 令偏差函数Fi=X。~水Ye 动点在直线上方 直线上 (1) 若P点在直线上方,则有F助>0 直线下方。 (2)若P览在直线上,则有F=0 (3) 若P点在直线下方,则有F <0
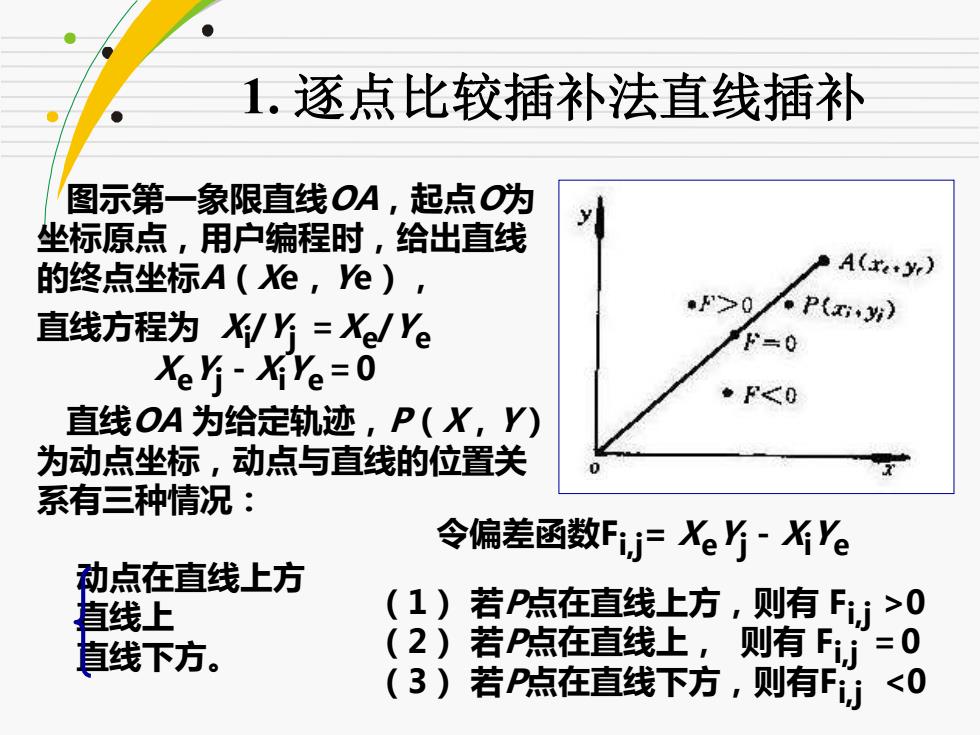
图示第一象限直线OA,起点O为 坐标原点,用户编程时,给出直线 的终点坐标A(Xe,Ye), 直线方程为 Xi /Yj =Xe /Ye XeYj-XiYe=0 直线OA 为给定轨迹,P(X,Y) 为动点坐标,动点与直线的位置关 系有三种情况: 动点在直线上方 直线上 直线下方。 (1) 若P点在直线上方,则有 Fi,j >0 (2) 若P点在直线上, 则有 Fi,j =0 (3) 若P点在直线下方,则有Fi,j <0 令偏差函数Fi,j= XeYj-XiYe 1. 逐点比较插补法直线插补
F>= F<0 X 对于第一象限直线,其偏差符号与进给方向的关系为 (1)F=0时,表示动点在OA上,如点P,可向+X向进给, 也可向+Y向进给。 (2)F>0时,表示动点在OA上方,如点P,应向+X向进给。 (3)F<0时,表示动点在OA下方,如点P,应向+Y向进给。 这里规定动点在直线上时,可归入F>0的情况一同考虑。 插补从起点开始,走一步,算一步,判别一次,再走一步,当 沿两个坐标方向走的步数分别等于X。和Y。时,停止插补
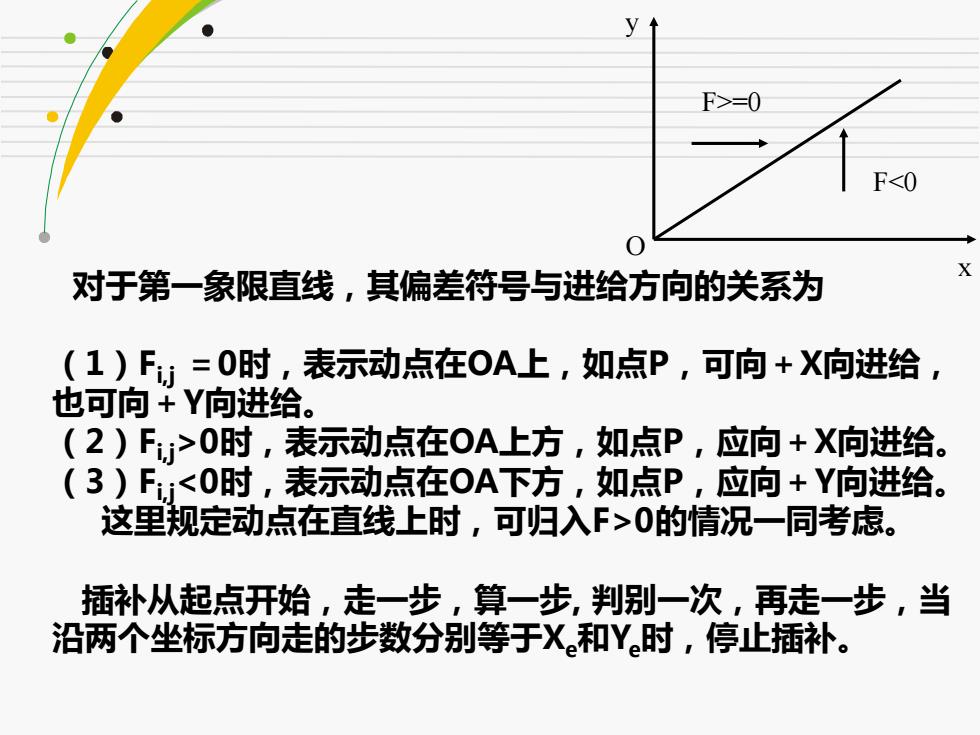
对于第一象限直线,其偏差符号与进给方向的关系为 (1)Fi,j =0时,表示动点在OA上,如点P,可向+X向进给, 也可向+Y向进给。 (2)Fi,j>0时,表示动点在OA上方,如点P,应向+X向进给。 (3)Fi,j<0时,表示动点在OA下方,如点P,应向+Y向进给。 这里规定动点在直线上时,可归入F>0的情况一同考虑。 插补从起点开始,走一步,算一步, 判别一次,再走一步,当 沿两个坐标方向走的步数分别等于Xe和Ye时,停止插补。 O y F>=0 F<0 x
F>=0 F<0 偏差公式推导: 若20,表明P(X,冷点在OA直线上方或在直线上 应沿+向走一步,假设坐标值的单位为脉冲当量,走步 后新的坐标值为(X+1,+1),且X+1=X+1,+1=. 新点偏差为 F4=X-(X+)Y。 =X,-XX。-Y。 即 Fi=F -Ye =Fi -Y
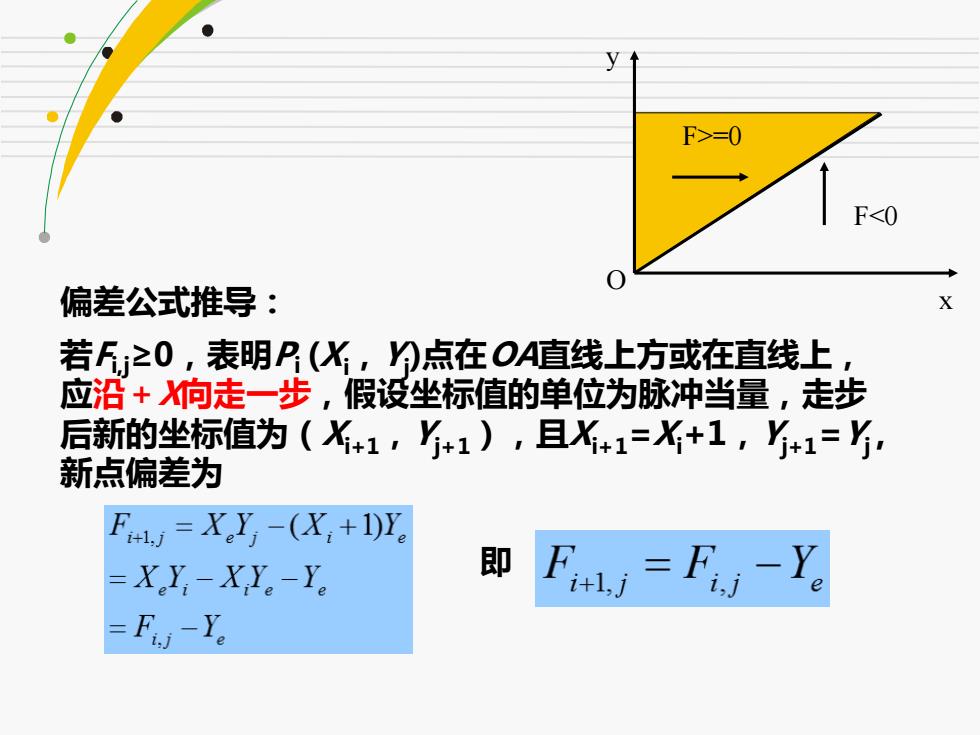
若Fi,j≥0,表明Pi (Xi,Yj )点在OA直线上方或在直线上, 应沿+X向走一步,假设坐标值的单位为脉冲当量,走步 后新的坐标值为(Xi+1,Yj+1),且Xi+1=Xi+1,Yj+1=Yj , 新点偏差为 即 偏差公式推导: O y F>=0 F<0 x
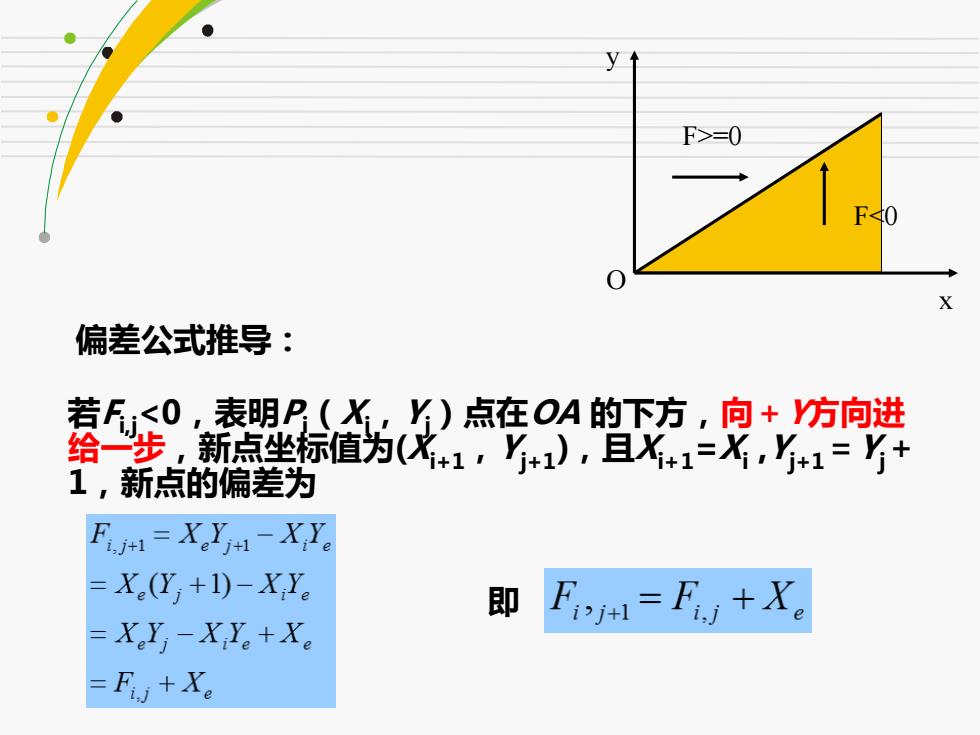
F>=0 偏差公式推导: 若E<0,表明B(X,)点在OA的下方,向+Y方向进 给步新点半标值为(1,Y+1),且X+1=水,+1=+ 1,新点的偏差为 F1=X。H-X, =X(Y,+1)-XY。 即 Fr=Fi +Xe =X。y-XX。+X。 =F+X
若Fi,j<0,表明Pi(Xi,Yj)点在OA 的下方,向+Y方向进 给一步,新点坐标值为(Xi+1,Yj+1),且Xi+1=Xi ,Yj+1=Yj+ 1,新点的偏差为 即 偏差公式推导: O y F>=0 F<0 x