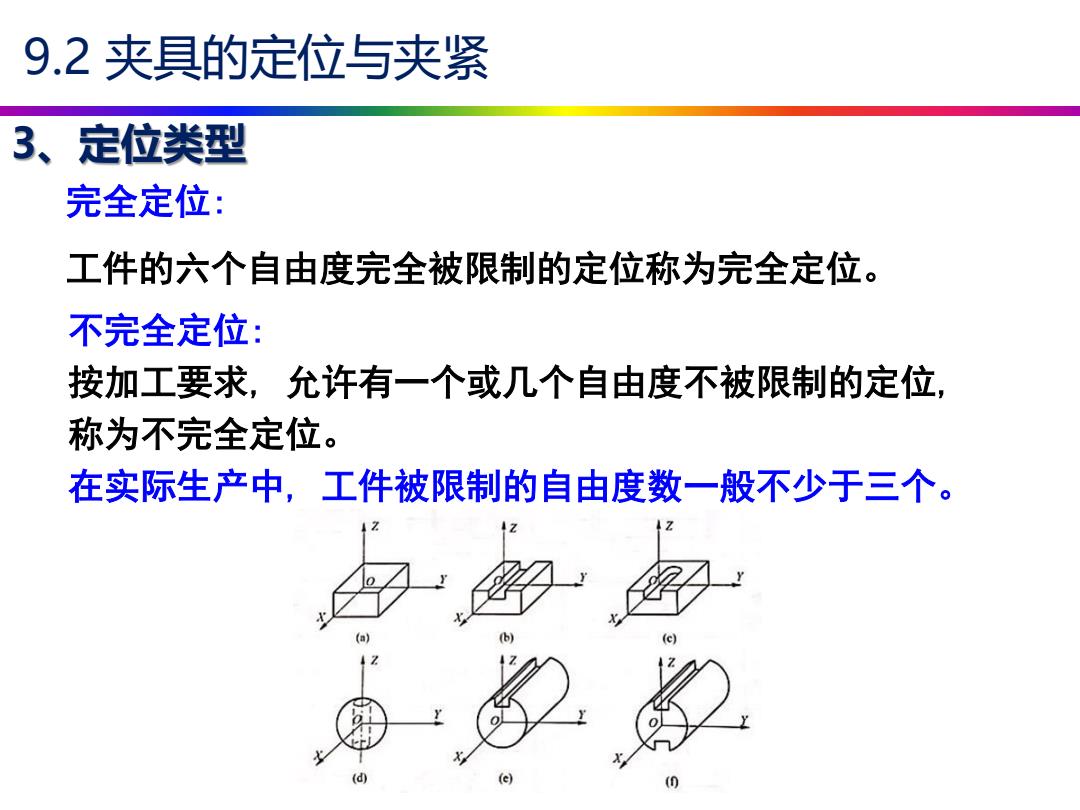
9.2夹具的定位与夹紧 3、定位类型 完全定位: 工件的六个自由度完全被限制的定位称为完全定位。 不完全定位: 按加工要求,允许有一个或几个自由度不被限制的定位, 称为不完全定位。 在实际生产中,工件被限制的自由度数一般不少于三个
完全定位: 工件的六个自由度完全被限制的定位称为完全定位。 不完全定位: 按加工要求, 允许有一个或几个自由度不被限制的定位, 称为不完全定位。 在实际生产中, 工件被限制的自由度数一般不少于三个。 3、定位类型 9.2 夹具的定位与夹紧
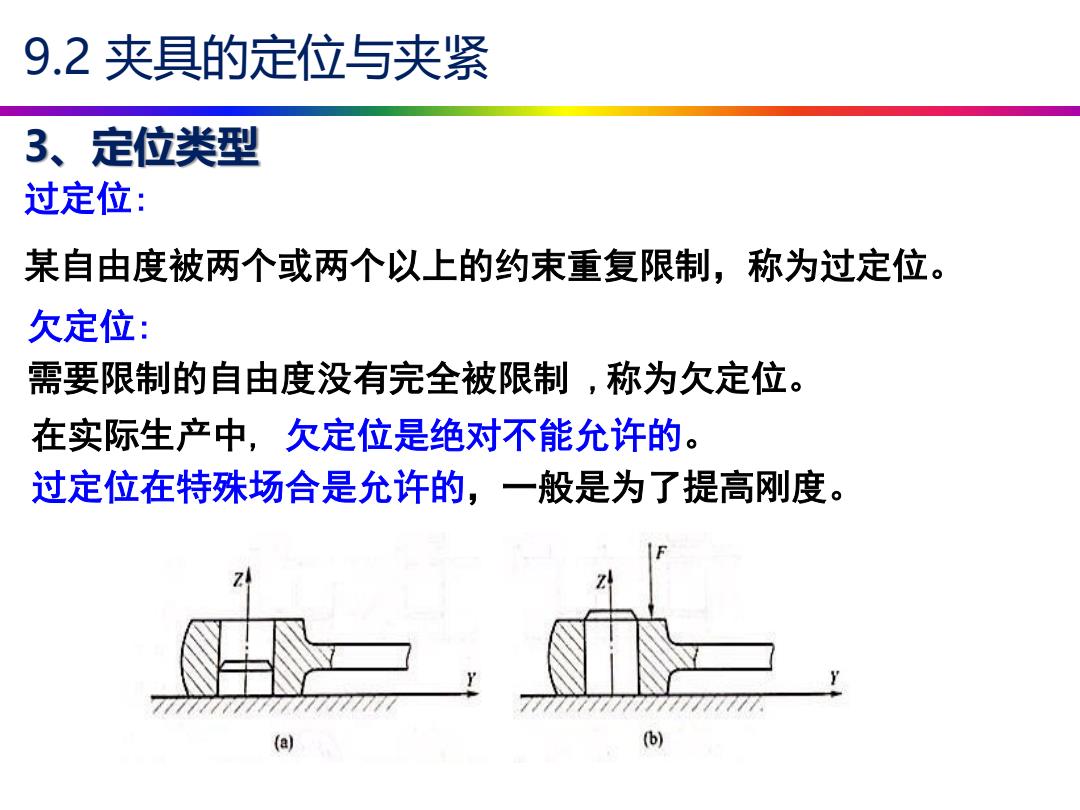
9.2夹具的定位与夹紧 3、定位类型 过定位: 某自由度被两个或两个以上的约束重复限制,称为过定位。 欠定位: 需要限制的自由度没有完全被限制,称为欠定位。 在实际生产中,欠定位是绝对不能允许的 。 过定位在特殊场合是允许的,一般是为了提高刚度。 (a) (b)
过定位: 某自由度被两个或两个以上的约束重复限制,称为过定位。 欠定位: 需要限制的自由度没有完全被限制 ,称为欠定位。 在实际生产中, 欠定位是绝对不能允许的。 过定位在特殊场合是允许的,一般是为了提高刚度。 3、定位类型 9.2 夹具的定位与夹紧
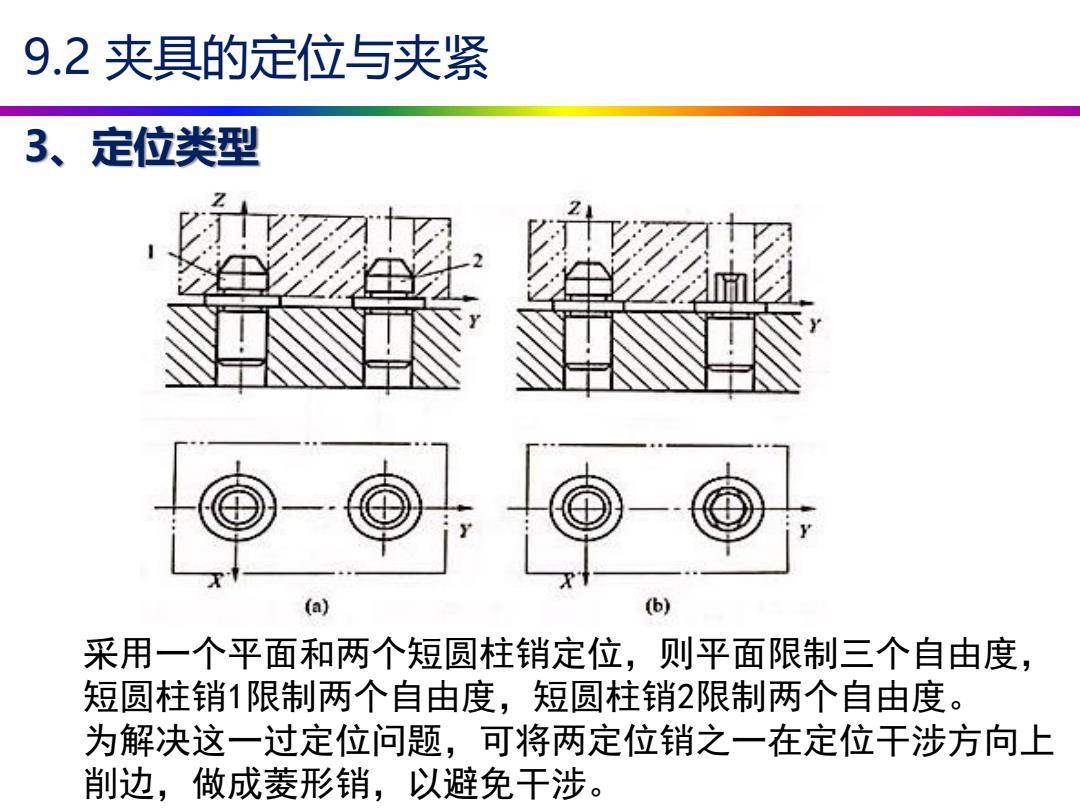
9.2夹具的定位与夹紧 3、定位类型 (a) (b) 采用一个平面和两个短圆柱销定位,则平面限制三个自由度, 短圆柱销1限制两个自由度,短圆柱销2限制两个自由度。 为解决这一过定位问题,可将两定位销之一在定位干涉方向上 削边,做成菱形销,以避免干涉
3、定位类型 9.2 夹具的定位与夹紧 采用一个平面和两个短圆柱销定位,则平面限制三个自由度, 短圆柱销1限制两个自由度,短圆柱销2限制两个自由度。 为解决这一过定位问题,可将两定位销之一在定位干涉方向上 削边,做成菱形销,以避免干涉
9.2夹具的定位与夹紧 4、夹紧装置的组成与基本要求 工件的夹紧是指工件定位以后(或同时),还需采用一定 的装置把工件压紧、夹牢在定位原件上,是工件在加工过程中 不会由于切削力、重力或惯性力等的作用而发生位置变化, 以保证加工质量和生产安全。 基本组成: (1)动力装置(产生夹紧力) 夹紧力的来源:一是人力,二是某种动力装置。常用的动力装置有 :液压装置、气压装置、电磁装置、电动装置、气-液联动装置和真空 装置等。 (2)夹紧机构(传递夹紧力) 要使动力装置所产生的力或人力正确地作用到工件上,需有适当的 传递机构。在工件夹紧过程中起力的传递作用的机构,称为夹紧机构
4、夹紧装置的组成与基本要求 9.2 夹具的定位与夹紧 工件的夹紧是指工件定位以后(或同时),还需采用一定 的装置把工件压紧、夹牢在定位原件上,是工件在加工过程中 ,不会由于切削力、重力或惯性力等的作用而发生位置变化, 以保证加工质量和生产安全。 基本组成: (1)动力装置(产生夹紧力) 夹紧力的来源:一是人力,二是某种动力装置。常用的动力装置有 :液压装置、气压装置、电磁装置、电动装置、气-液联动装置和真空 装置等。 (2)夹紧机构(传递夹紧力) 要使动力装置所产生的力或人力正确地作用到工件上,需有适当的 传递机构。在工件夹紧过程中起力的传递作用的机构,称为夹紧机构
9.2夹具的定位与夹紧 4、夹紧装置的组成与基本要求 基本要求 (1)夹紧过程中,夹紧装置不改变工件定位后占据的正确 位置。 (2)夹紧力的大小适当,一批工件的夹紧力要稳定不变。 既要保证工件在整个加工过程中的位置稳定不变,振动小, 又要使工件不产生过大的夹紧变形。夹紧力稳定可减小夹紧 误差。 (3)夹紧可靠,手动夹紧要保证自锁。 (4)夹紧装置的复杂程度应与工件的生产纲领相适应。工 件生产批量越大,允许设计越复杂、效率越高的夹紧装置。 (5)工艺性好,使用性好。其结构应力求简单,便于制造 和维修。夹紧装置的操作应当方便、安全、省力
4、夹紧装置的组成与基本要求 9.2 夹具的定位与夹紧 (1)夹紧过程中,夹紧装置不改变工件定位后占据的正确 位置。 (2)夹紧力的大小适当,一批工件的夹紧力要稳定不变。 既要保证工件在整个加工过程中的位置稳定不变,振动小, 又要使工件不产生过大的夹紧变形。夹紧力稳定可减小夹紧 误差。 (3)夹紧可靠,手动夹紧要保证自锁。 (4)夹紧装置的复杂程度应与工件的生产纲领相适应。工 件生产批量越大,允许设计越复杂、效率越高的夹紧装置。 (5)工艺性好,使用性好。其结构应力求简单,便于制造 和维修。夹紧装置的操作应当方便、安全、省力。 基本要求