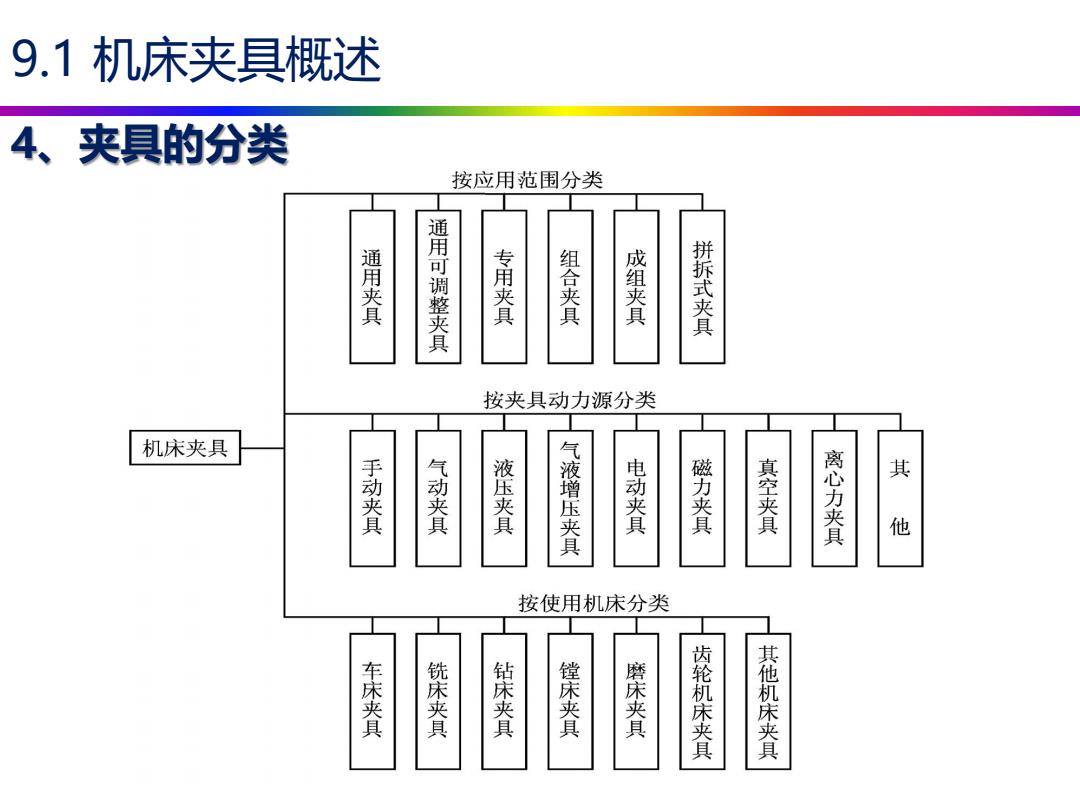
9.1机床夹具概述 4、夹具的分类 按应用范围分类 通用夹具 通用可调整夹具 专用夹具 组合夹具 成组夹具 拼拆式夹具 按夹具动力源分类 机床夹具 手动夹具 气动夹具 液压夹具 气液增压夹具 电动夹具 磁力夹具 真空夹具 离心力夹具 其 他 按使用机床分类 车床夹具 铣床夹具 钻床夹具 镗床夹具 磨床夹具 齿轮机床夹具 其他机床夹具
4、夹具的分类 9.1 机床夹具概述
9.1机床夹具概述 4、夹具的分类 通用夹具 通用性强,被广泛应用于单件小批量生产 专为某一工序设计,结构紧凑、操作方便、生产效率高、 专用夹具 加工精度容易保证,适用于定型产品的成批和大量生产。 由一套预先制造好的标准元件和合件组装而成的专用 组合夹具 夹具。 通用可调 不对应特定的加工对象,适用范围宽,通过适当的调整或 更换夹具上的个别元件,即可用于加工形状、尺寸和加工 夹具 工艺相似的多种工件。 成组夹具 专为某一组零件的成组加工而设计,加工对象明确,针对 性强。通过调整可适应多种工艺及加工形状、尺寸
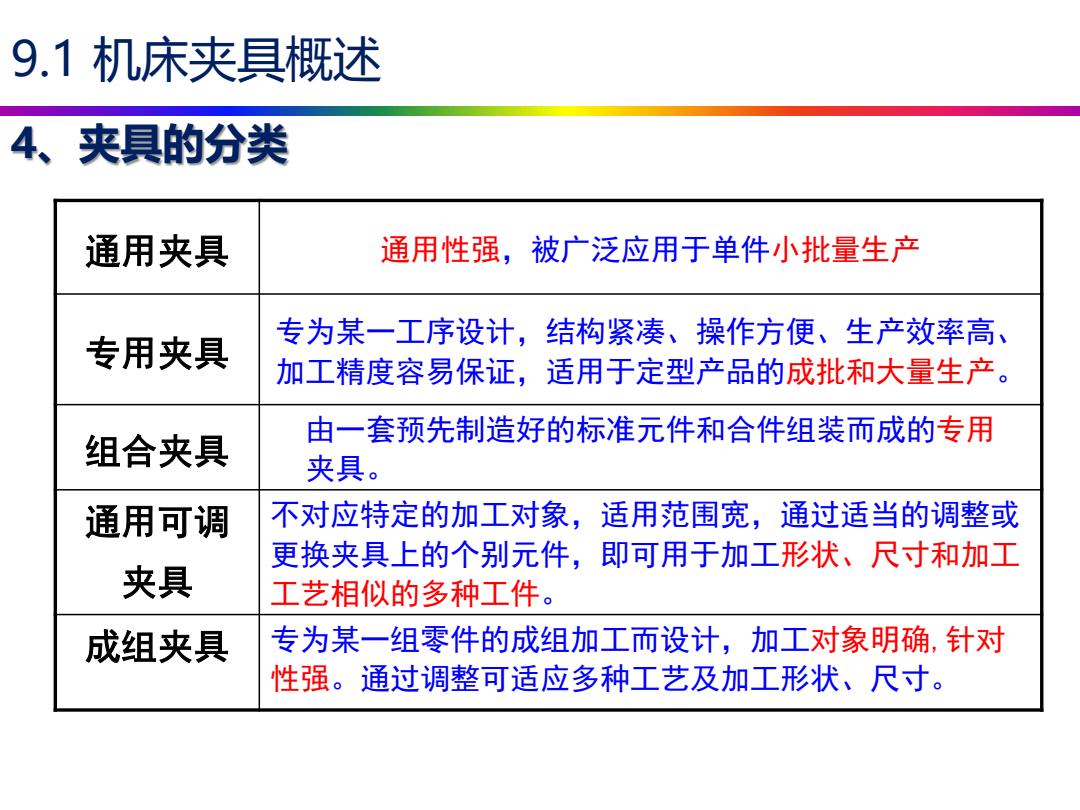
通用夹具 通用性强,被广泛应用于单件小批量生产 专用夹具 专为某一工序设计,结构紧凑、操作方便、生产效率高、 加工精度容易保证,适用于定型产品的成批和大量生产。 组合夹具 由一套预先制造好的标准元件和合件组装而成的专用 夹具。 通用可调 夹具 不对应特定的加工对象,适用范围宽,通过适当的调整或 更换夹具上的个别元件,即可用于加工形状、尺寸和加工 工艺相似的多种工件。 成组夹具 专为某一组零件的成组加工而设计,加工对象明确,针对 性强。通过调整可适应多种工艺及加工形状、尺寸。 4、夹具的分类 9.1 机床夹具概述
9.2夹具的定位与夹紧 1、工件的六点定位原则 任何一个物体在空间直 角坐标系中都有6个自 Z 由度(3移动、3旋转) 要确定其空间位置,就需 要限制其6个自由度 ① Y 将6个支承抽象为6个 “点”,6个点限制了 工件的6个自由度,这 就是六点定位原理。 六点定位原理
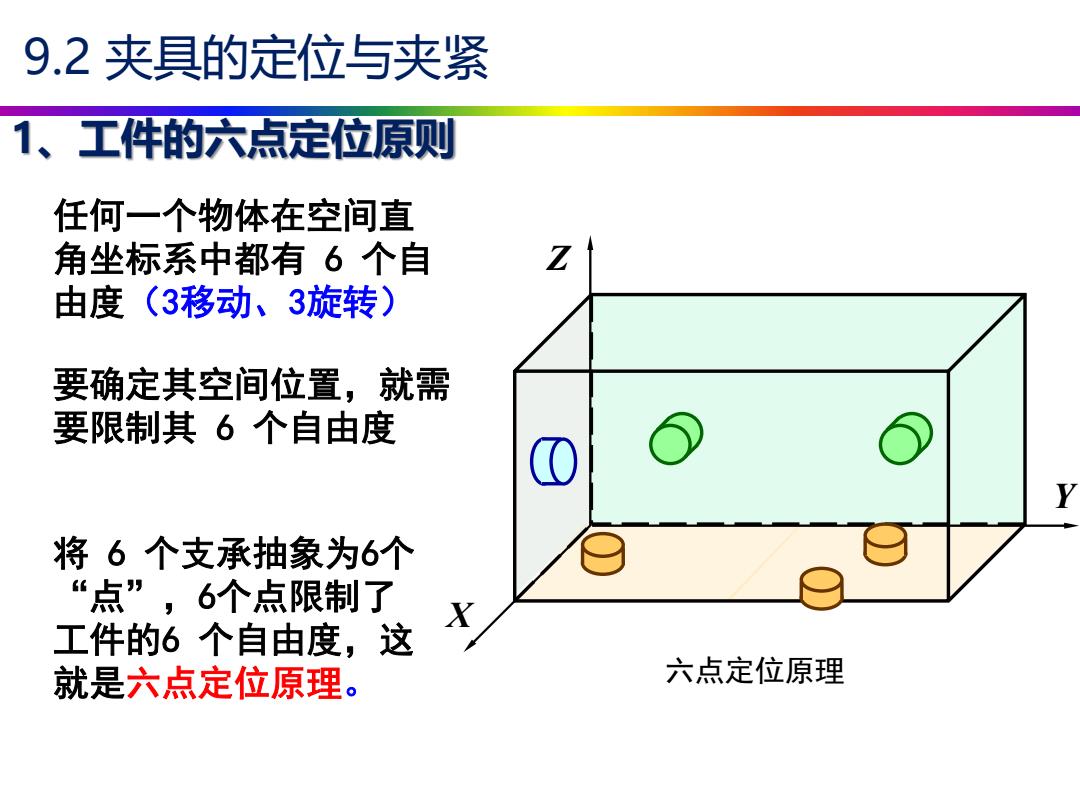
1、工件的六点定位原则 六点定位原理 X Z Y 要确定其空间位置,就需 要限制其 6 个自由度 将 6 个支承抽象为6个 “点”, 6个点限制了 工件的6 个自由度,这 就是六点定位原理 。 任何一个物体在空间直 角坐标系中都有 6 个 自 由度 ( 3移动、 3旋转) 9.2 夹具的定位与夹紧
9.2夹具的定位与夹紧 2、典型定位方式分析 工件的定位表面有各种形式,如平面、外圆、内孔等。 平头支承钉 V型块 定位销 定位元件的设计应满足下列要求: 1)要有与工件相适应的精度。 2)要有足够的刚度,不允许受力后发生变形。 3)要有耐磨性,以便在使用中保持精度。一般多采用低碳 钢渗碳淬火或中碳钢淬火,硬度为58~62HRC
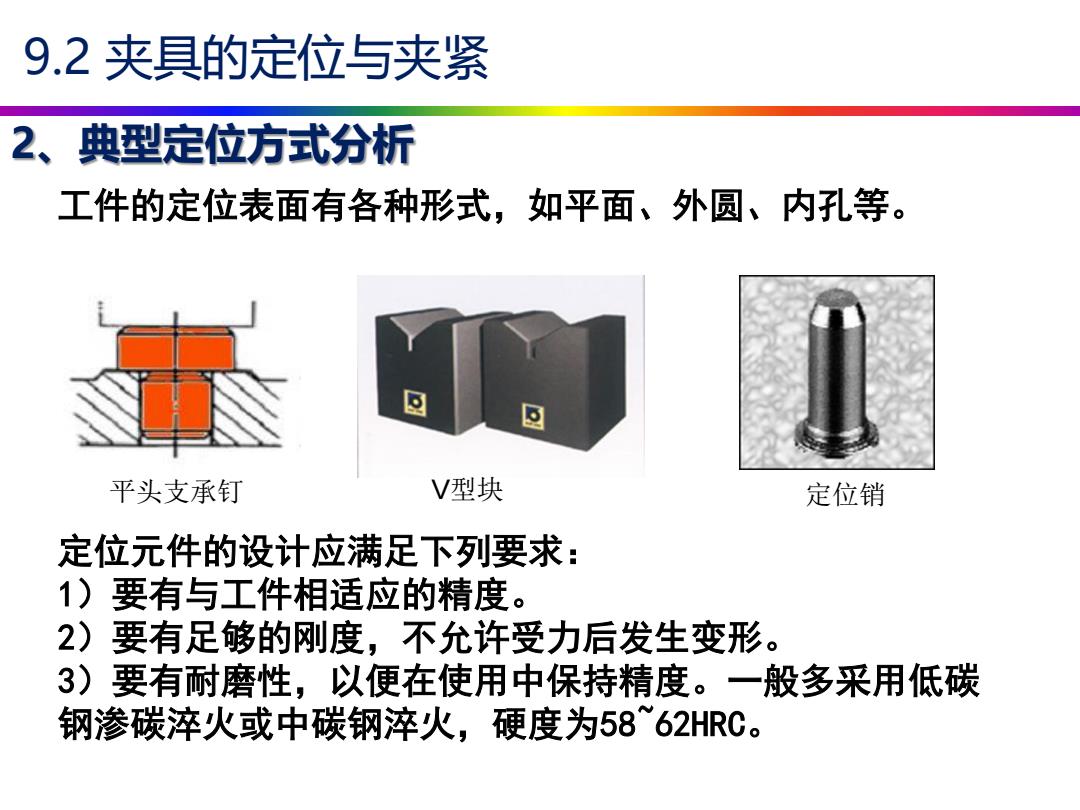
2、典型定位方式分析 9.2 夹具的定位与夹紧 工件的定位表面有各种形式,如平面、外圆、内孔等。 定位元件的设计应满足下列要求: 1)要有与工件相适应的精度。 2)要有足够的刚度,不允许受力后发生变形。 3)要有耐磨性,以便在使用中保持精度。一般多采用低碳 钢渗碳淬火或中碳钢淬火,硬度为58~62HRC。 平头支承钉 V型块 定位销
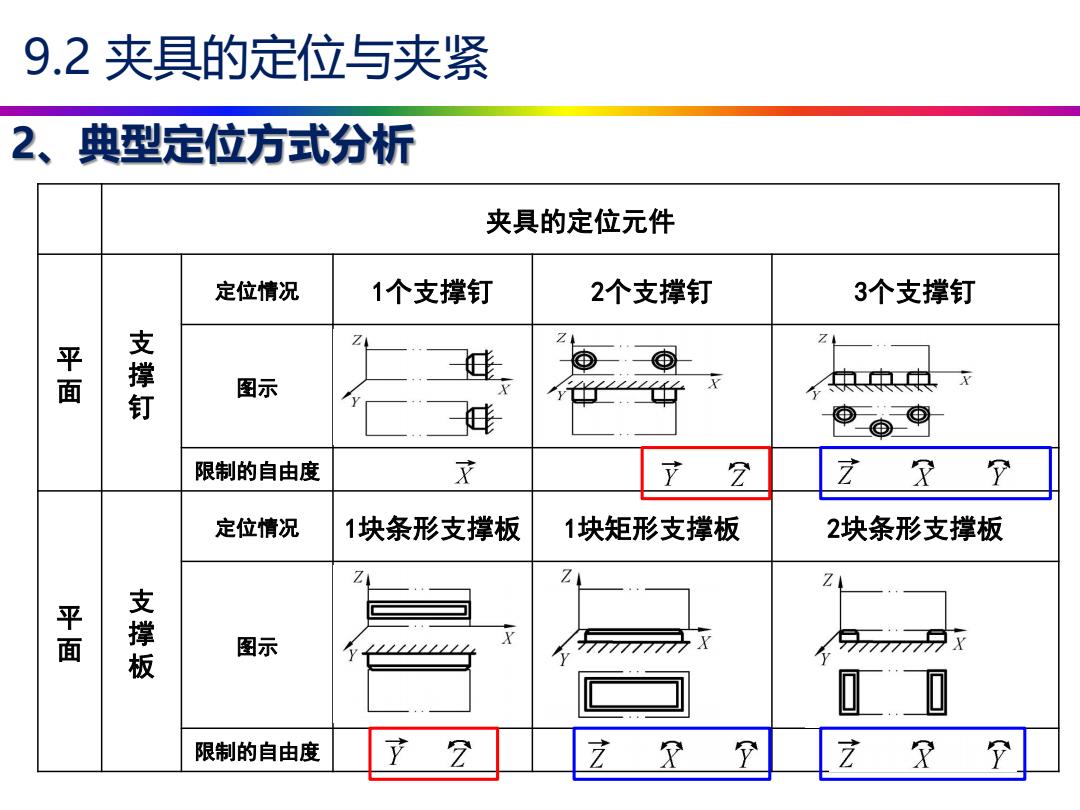
9.2夹具的定位与夹紧 2、典型定位方式分析 夹具的定位元件 定位情况 1个支撑钉 2个支撑钉 3个支撑钉 支撑钉 Z 番 ® 图示 仲中女x ® 限制的自由度 京 立尔了 定位情况 1块条形支撑板 1块矩形支撑板 2块条形支撑板 蛋 支撑板 图示 77777773 身月水 限制的自由度
2、典型定位方式分析 夹具的定位元件 平 面 支 撑 钉 定位情况 1个支撑钉 2个支撑钉 3个支撑钉 图示 限制的自由度 平 面 支 撑 板 定位情况 1块条形支撑板 1块矩形支撑板 2块条形支撑板 图示 限制的自由度 9.2 夹具的定位与夹紧