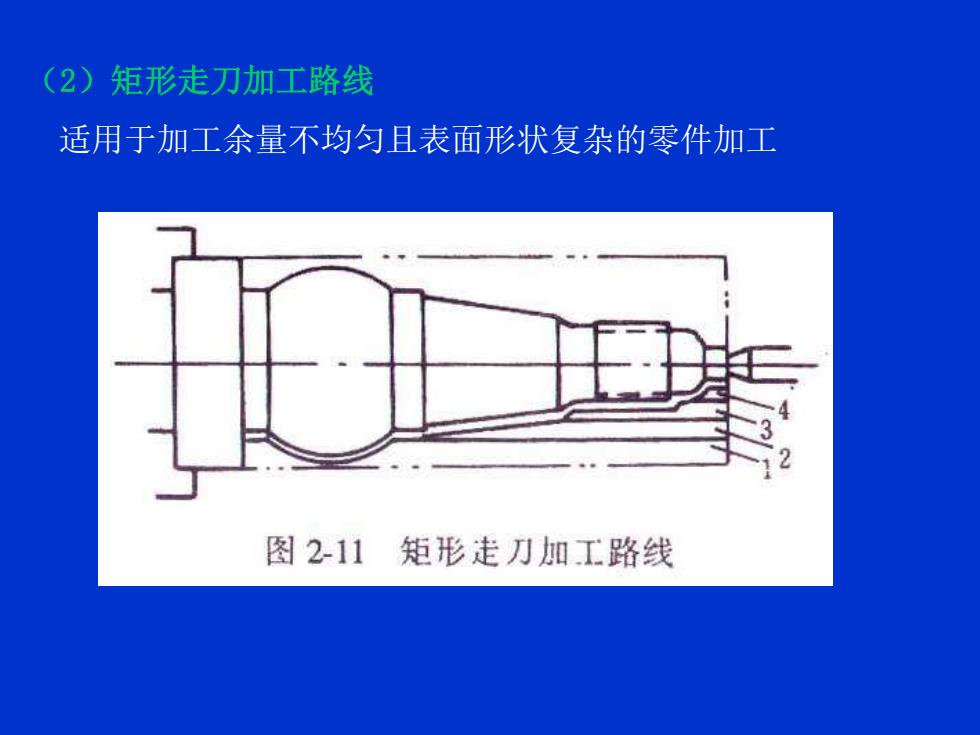
(2)矩形走刀加工路线 适用于加工余量不均匀且表面形状复杂的零件加工 图2-11矩形走刀加工路线
(2)矩形走刀加工路线 适用于加工余量不均匀且表面形状复杂的零件加工

(3)斜线走刀加工路线 适用于需要径向走刀且刀具强度较差的情况 nnn (b) 图2-2斜线走刀加工路线 {)矩形走刀路线;(仍)斜线走刀路线
⚫(3)斜线走刀加工路线 适用于需要径向走刀且刀具强度较差的情况

3-3数控程序编制 一、数字控制的标准代码 EIA(Electronic Industries Association)代a码 美国电子工业协会标准(补奇代码,第五列为补奇列) ISO (International Standard Organization) 国际标准化组织标准(补偶代码,第八列为补奇列) 两种代码标准均采用八单位穿孔纸带,由信息孔和同步孔构成
一、数字控制的标准代码 EIA(Electronic Industries Association)代码 美国电子工业协会标准(补奇代码,第五列为补奇列) ISO(International Standard Organization)代码 国际标准化组织标准(补偶代码,第八列为补奇列) 两种代码标准均采用八单位穿孔纸带,由信息孔和同步孔构成。 3-3 数控程序编制
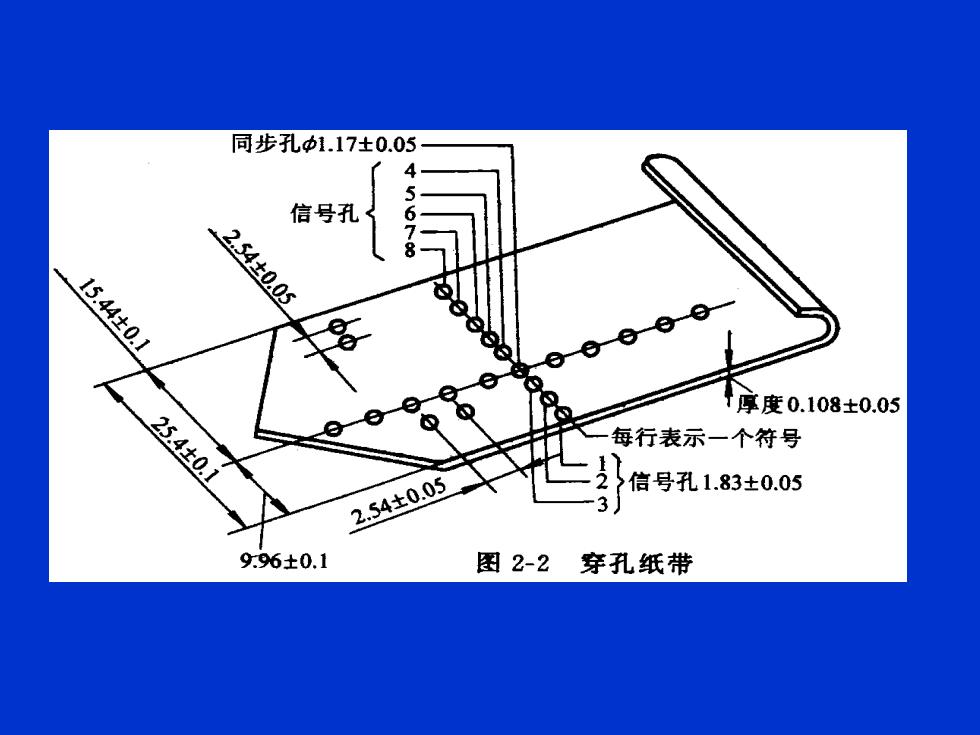
同步孔中1.17±0.05 4 信号孔 15.44±0.1 2.54±0.05 T厚度0.108±0.05 25.4±0.1 每行表示一个符号 2.54±0.05 信号孔1.83±0.05 99%士0.1 图2-2穿孔纸带
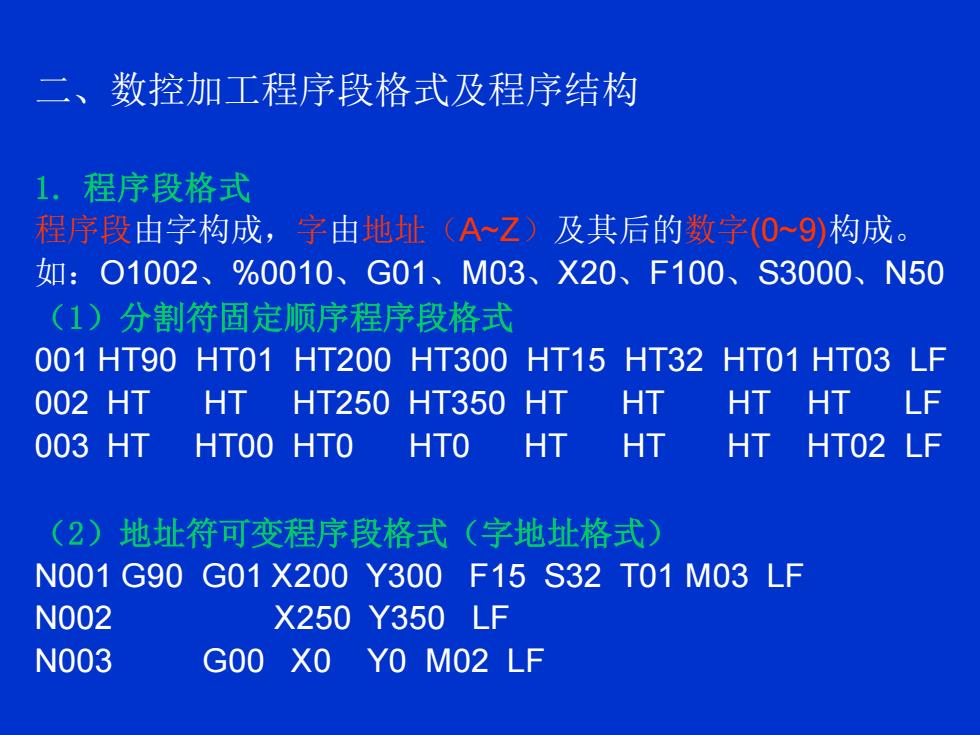
二、数控加工程序段格式及程序结构 1.程序段格式 程序段由字构成,字由地址(AZ)及其后的数字(O~9)构成。 如:O1002、%0010、G01、M03、X20、F100、S3000、N50 (1)分割符固定顺序程序段格式 001 HT90 HT01 HT200 HT300 HT15 HT32 HT01 HT03 LF 002 HT HT HT250 HT350 HT HT HT HT LF 003 HT HTOO HTO HTO HT HT HT HT02 LF (2)地址符可变程序段格式(字地址格式) N001G90G01X200Y300F15S32T01M03LF N002 X250Y350LF N003 G0O XO YO M02 LF
二、数控加工程序段格式及程序结构 1. 程序段格式 程序段由字构成,字由地址(A~Z)及其后的数字(0~9)构成。 如:O1002、%0010、G01、M03、X20、F100、S3000、N50 (1)分割符固定顺序程序段格式 001 HT90 HT01 HT200 HT300 HT15 HT32 HT01 HT03 LF 002 HT HT HT250 HT350 HT HT HT HT LF 003 HT HT00 HT0 HT0 HT HT HT HT02 LF (2)地址符可变程序段格式(字地址格式) N001 G90 G01 X200 Y300 F15 S32 T01 M03 LF N002 X250 Y350 LF N003 G00 X0 Y0 M02 LF