第一节 撕述 ■空间曲面的加工 (a) (b) (c) 21
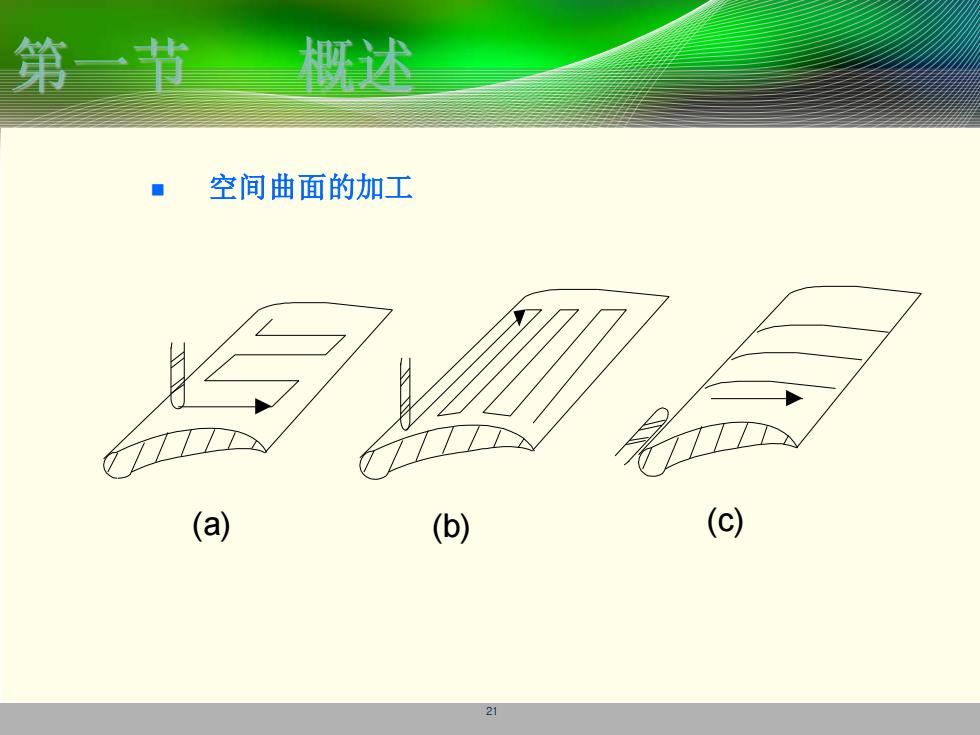
21 ◼ 空间曲面的加工 第一节 概述 (c) (a) (b)
第一节 概述 加工线路的选择应遵从的原则: ,尽量缩短走刀路线,减少空走刀行程以提高 生产率。 ■保证零件的加工精度和表面粗糙度要求。 ■ 保证零件的工艺要求。 ,利于简化数值计算,减少程序段的数目和程 序编制的工作量
22 加工线路的选择应遵从的原则: ◼ 尽量缩短走刀路线,减少空走刀行程以提高 生产率。 ◼ 保证零件的加工精度和表面粗糙度要求。 ◼ 保证零件的工艺要求。 ◼ 利于简化数值计算,减少程序段的数目和程 序编制的工作量。 第一节 概述
第一节概述 (3)工件的装夹方式 ·尽可能选用标准夹具(组合夹具),在成批生产时才考虑 专用夹具,并力求夹具结构简单。 ·装卸工件要方便可靠,以缩短辅助时间和保证安全。 ·工件定位夹紧的部位应不妨碍各部位的加工、刀具更换及 重要部位的测量。尤其要避免刀具与工件、刀具与夹具产生 碰撞的现象。 ·夹具的安装要准确可靠,同时应具备足够的强度和刚度, 以减小其变形对加工精度的影响。 ·应尽可能采用气、液压夹具
23 (3) 工件的装夹方式 • 尽可能选用标准夹具(组合夹具),在成批生产时才考虑 专用夹具,并力求夹具结构简单。 • 装卸工件要方便可靠,以缩短辅助时间和保证安全。 • 工件定位夹紧的部位应不妨碍各部位的加工、刀具更换及 重要部位的测量。尤其要避免刀具与工件、刀具与夹具产生 碰撞的现象。 • 夹具的安装要准确可靠,同时应具备足够的强度和刚度, 以减小其变形对加工精度的影响。 • 应尽可能采用气、液压夹具。 第一节 概述
第一节 撕述 (4)切削用量的选择 影响切削条件的因素有: 机床、工具、刀具及工件的刚性; 切削速度、切削深度、切削进给率; 工件精度及表面粗糙度; 刀具预期寿命及最大生产率; > 切削液的种类、冷却方式; 工件材料的硬度及热处理状况; 工件数量; 机床的寿命。 上述诸因素中以切削速度、切削深度、切削进给率为主要因素
24 第一节 概述 (4)切削用量的选择 影响切削条件的因素有: ➢ 机床、工具、刀具及工件的刚性; ➢ 切削速度、切削深度、切削进给率; ➢ 工件精度及表面粗糙度; ➢ 刀具预期寿命及最大生产率; ➢ 切削液的种类、冷却方式; ➢ 工件材料的硬度及热处理状况; ➢ 工件数量; ➢ 机床的寿命。 上述诸因素中以切削速度、切削深度、切削进给率为主要因素
第一节 慨述 (4)切削用量的选择 决定切削速度的因素: 刀具材质 >工件材料 ~刀具寿命 ~切削深度与进刀量 >刀具的形状 >冷却液使用 >机床性能
25 第一节 概述 (4)切削用量的选择 决定切削速度的因素: ➢ 刀具材质 ➢ 工件材料 ➢ 刀具寿命 ➢ 切削深度与进刀量 ➢ 刀具的形状 ➢ 冷却液使用 ➢ 机床性能