第一节 概述 (1)选择合适的对刀点和换刀点 换刀点:一把刀具用完后,为防止刀具与工件相碰,刀具要先到 工件之外,再进行换刀这个位置就叫换刀点。 换刀点应根据工序内容的安排。为了防止换刀时刀具碰伤工 件,换刀点往往设在零件的外面。 16
16 第一节 概述 (1)选择合适的对刀点和换刀点 换刀点:一把刀具用完后,为防止刀具与工件相碰,刀具要先到 工件之外,再进行换刀这个位置就叫换刀点。 换刀点应根据工序内容的安排。为了防止换刀时刀具碰伤工 件,换刀点往往设在零件的外面
第一节 概述 >刀位点: 用于确定刀具在机床坐标系中位置的刀具上的特定点。 镗刀钻头立铣刀、端铣刀 面铣刀 指状铣刀 球头铣刀 车刀 1>
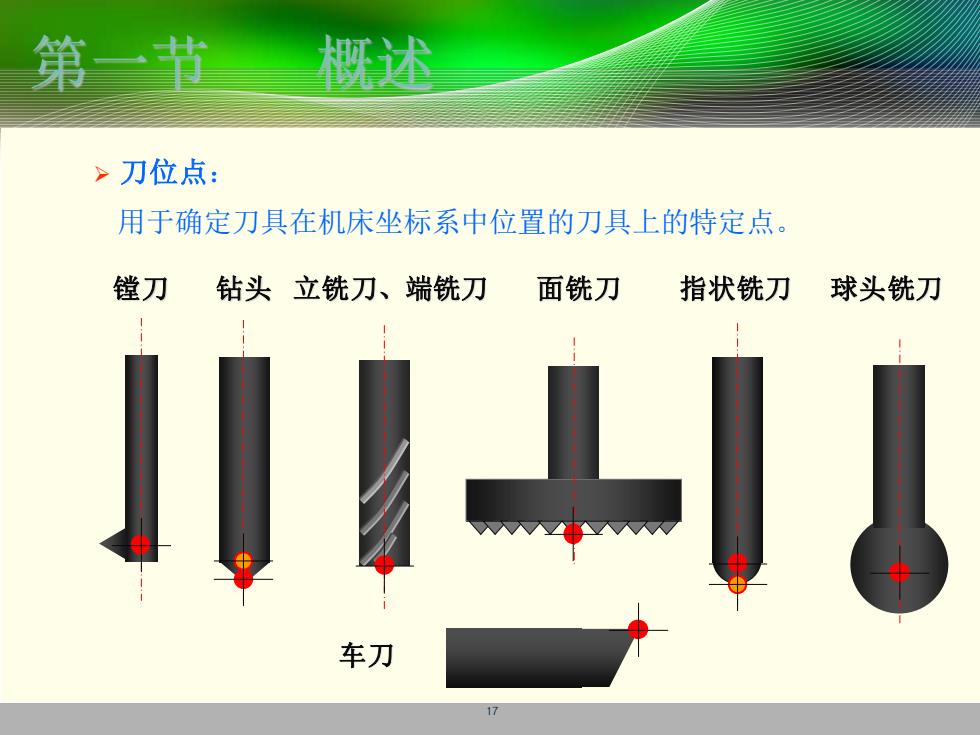
17 ➢ 刀位点: 用于确定刀具在机床坐标系中位置的刀具上的特定点。 第一节 概述 镗刀 钻头 立铣刀、端铣刀 面铣刀 指状铣刀 球头铣刀 车刀

第一节 撕述 ,对刀: 刀具 使“对刀点”与“刀位点”重合的 螺栓 操作。 螺帽 选择对刀点的原则: 垫板。 工件 > 选在零件的设计基准 或工艺基准上,或与 之相关的位置上。 】◆ > 选在对刀方便,便于 测量的地方。 夹具 > 选在便于坐标计算的 地方 工件对刀示意图 18
18 第一节 概述 ➢ 对刀: 使“对刀点”与“刀位点”重合的 操作。 Y Z 30 工件对刀示意图 刀具 夹具 垫板 螺栓 工件 螺帽 ❑ 选择对刀点的原则: ➢ 选在零件的设计基准 或工艺基准上,或与 之相关的位置上。 ➢ 选在对刀方便,便于 测量的地方。 ➢ 选在便于坐标计算的 地方
第一节 概述 (2) 加工线路的确定 加工线路一加工过程中刀具相对于工件的运动轨迹次 序。 >孔类加工(钻孔、镗孔》 原则:在满足精度要求的前提下,尽可能减少空行 b n个 红线长=b+2(n-1)a+切N出段 青线=(n-1)(a+b)+切入W出段 19
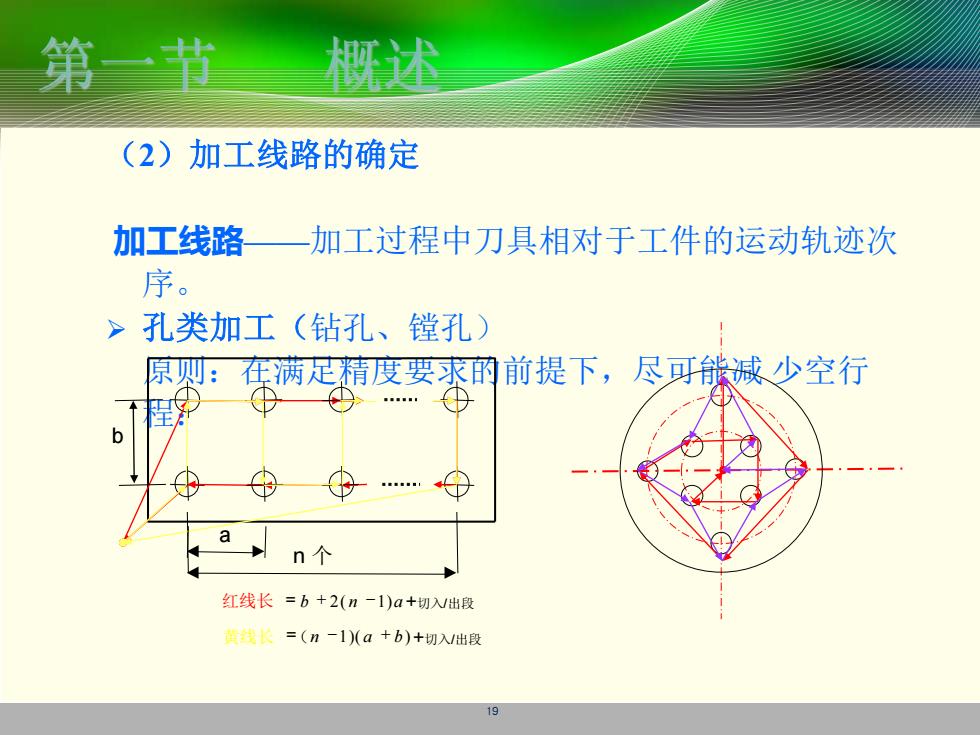
19 (2)加工线路的确定 加工线路——加工过程中刀具相对于工件的运动轨迹次 序。 ➢ 孔类加工(钻孔、镗孔) 原则:在满足精度要求的前提下,尽可能减 少空行 程: 第一节 概述 n 个 1)( ) 2( 1) n a b b n a = - + = + - 黄线长 ( 红线长 b a +切入/出段 +切入/出段
第一节 撕述 >车削或铣削: 原则:尽量采用切向切入出,不用径向切入出,以 避免由于切入出路线的不当降低零件的表面加工质量 径向切入 切向切入
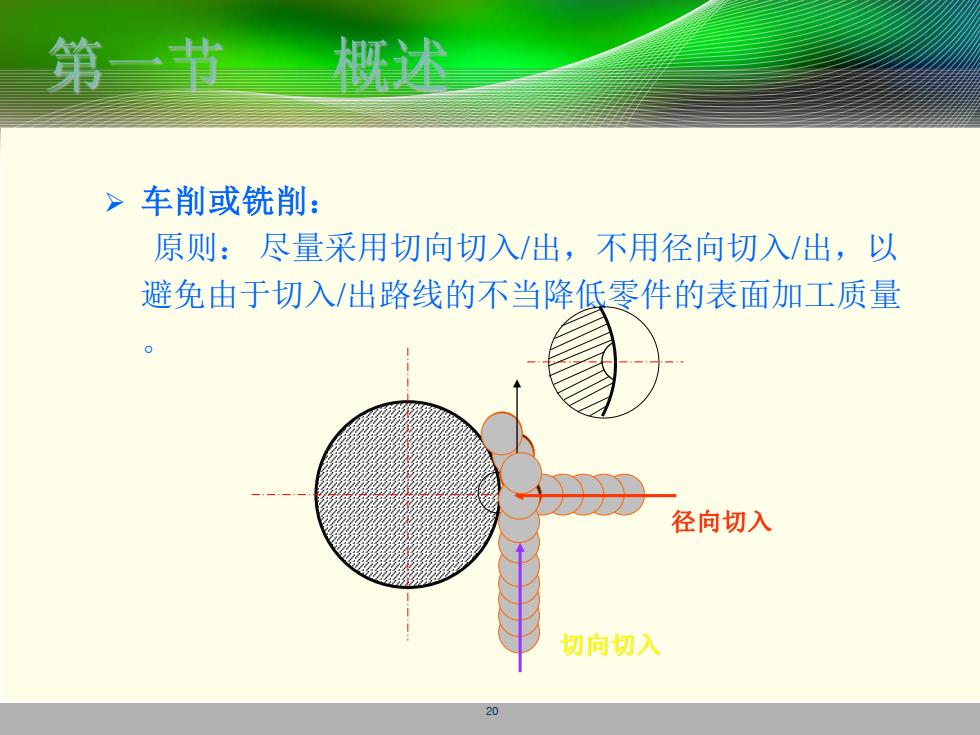
20 ➢ 车削或铣削: 原则: 尽量采用切向切入/出,不用径向切入/出,以 避免由于切入/出路线的不当降低零件的表面加工质量 。 第一节 概述 切向切入 径向切入