第一节 撕述 (5)程序编制中的误差 数控机床上加工零件的误差分类: >加工过程的误差:它是加工误差的主体,主要包括数控系统(包括伺服) 的误差和整个工艺系统(机床一刀具一夹具一毛坯)内部的各种因素对 加工精度的影皇=∫(△通,△插,△圆) 编程误差 柔用近似计算方法逼近列表曲线、曲面轮廓时所产生的误差 △插:朵用直线段或圆弧段插补逼近零件轮廓曲线时产生的误差 △圆:数据处理中为满足分辨率(最小设定单位)的要求,进行数据圆整 (四舍五入)产生的误差 △程=(0.10.2)△零 29
26 第一节 概述 (5)程序编制中的误差 数控机床上加工零件的误差分类: ➢ 加工过程的误差:它是加工误差的主体,主要包括数控系统(包括伺服) 的误差和整个工艺系统(机床—刀具—夹具—毛坯)内部的各种因素对 加工精度的影响。 ➢ 编程误差: 逼 程=(f 逼, 插, 圆) :采用近似计算方法逼近列表曲线、曲面轮廓时所产生的误差 :采用直线段或圆弧段插补逼近零件轮廓曲线时产生的误差 :数据处理中为满足分辨率(最小设定单位)的要求,进行数据圆整 (四舍五入)产生的误差 插 圆 程=(0.1~0.2) 零
第一节 撕述 2.数控加工方法 (1)平面孔系零件的加工方法 对这类孔的形位精度或尺寸精度要求较高的零件, 采用数控钻床与镗床加工
27 第一节 概述 2. 数控加工方法 (1)平面孔系零件的加工方法 对这类孔的形位精度或尺寸精度要求较高的零件, 采用数控钻床与镗床加工
第一 概逃 (2)旋转体类零件的加工方法 采用数控车床或数控磨床加工, 车削零件的毛坯多为棒料或锻坯,加工余量较大且不均匀,在 编程中,粗车加工线路要重点考虑。 先用直线程序进行粗加工, 可先按图中的方法进行1~4 再按零件轮廓进行精加工 次粗加工,再精加工成形
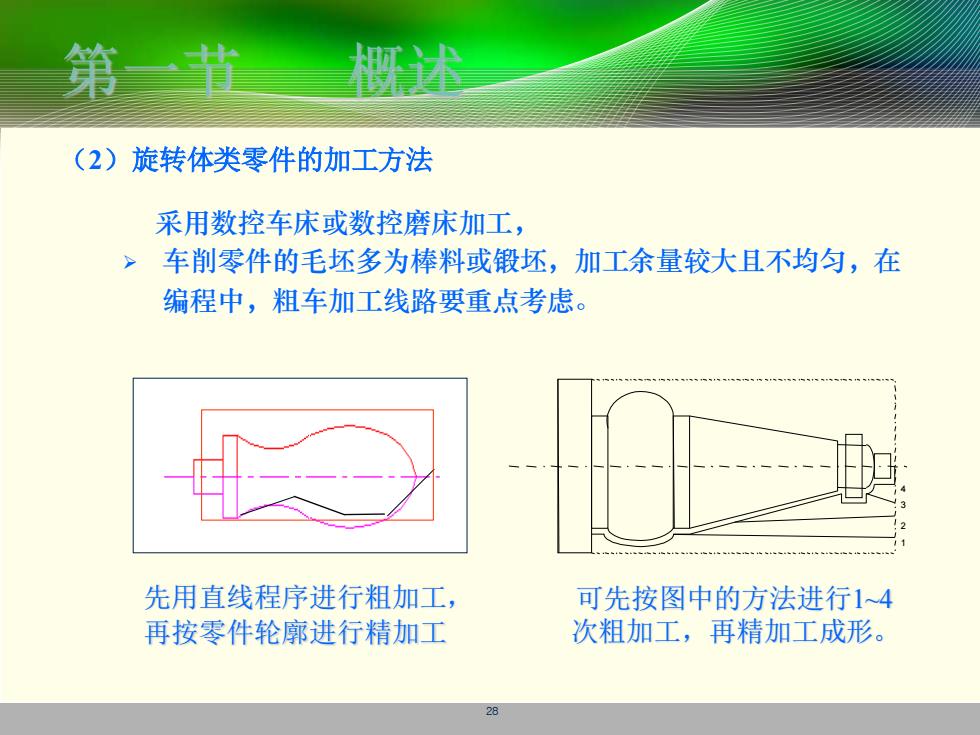
28 第一节 概述 (2)旋转体类零件的加工方法 采用数控车床或数控磨床加工, ➢ 车削零件的毛坯多为棒料或锻坯,加工余量较大且不均匀,在 编程中,粗车加工线路要重点考虑。 4 3 2 1 先用直线程序进行粗加工, 再按零件轮廓进行精加工 可先按图中的方法进行1~4 次粗加工,再精加工成形
第一节概述 (3)平面轮廓零件的加工方法 采用数控铣床加工。 >为保证加工平滑,应增加切入和切出程 序段, >若平面轮廓为数控系 统不具备插补功能的 线型时,应先采用直 线、圆弧去逼近该零件的轮廓
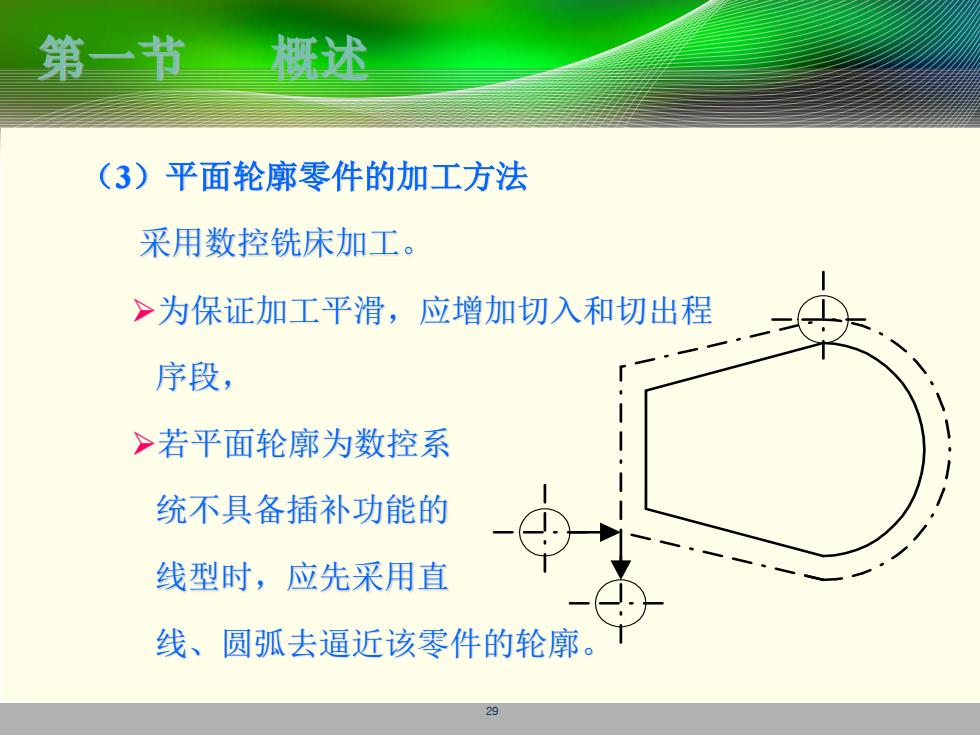
29 第一节 概述 (3)平面轮廓零件的加工方法 采用数控铣床加工。 ➢为保证加工平滑,应增加切入和切出程 序段, ➢若平面轮廓为数控系 统不具备插补功能的 线型时,应先采用直 线、圆弧去逼近该零件的轮廓
第一节 概述 (4)空间轮廓表面的加工方法 空间轮廓表面的加工可根据曲面形状、机床功能、 刀具形状以及零件的精度要求,有不同加工方法: >三轴两联动加工 >三轴联动加工 >四轴联动加工方法 >五轴联动加工 30
30 第一节 概述 (4)空间轮廓表面的加工方法 空间轮廓表面的加工可根据曲面形状、机床功能、 刀具形状以及零件的精度要求,有不同加工方法: ➢三轴两联动加工 ➢三轴联动加工 ➢ 四轴联动加工方法 ➢五轴联动加工