
4)管坯检查和表面清理 冶炼、铸锭、开坯时产生缺陷→无法完 全避免,管坯生产厂进行此项工作,轧 管厂复验。 工艺方法:酸洗/抛丸→检查→修磨处理 (修磨方法有:风铲、火焰处理、砂轮 磨修、多刀铣削、车床剥皮)
4)管坯检查和表面清理 • 冶炼、铸锭、开坯时产生缺陷→无法完 全避免,管坯生产厂进行此项工作,轧 管厂复验。 • 工艺方法:酸洗/抛丸→检查→修磨处理 ( 修磨方法有:风铲、火焰处理、砂轮 磨修、多刀铣削、车床剥皮)

·工序2:暴露表面缺陷,便于检查(酸洗、剥 皮) ·工序3:无损探伤(超声波/磁力自动探伤仪) ·工序4:火焰风铲清理、砂轮磨修、机械剥皮 (多刀铣削、车床剥皮)
• 工序2:暴露表面缺陷,便于检查(酸洗、剥 皮) • 工序3:无损探伤(超声波/磁力自动探伤仪) • 工序4:火焰/风铲清理、砂轮磨修、机械剥皮 (多刀铣削、车床剥皮)
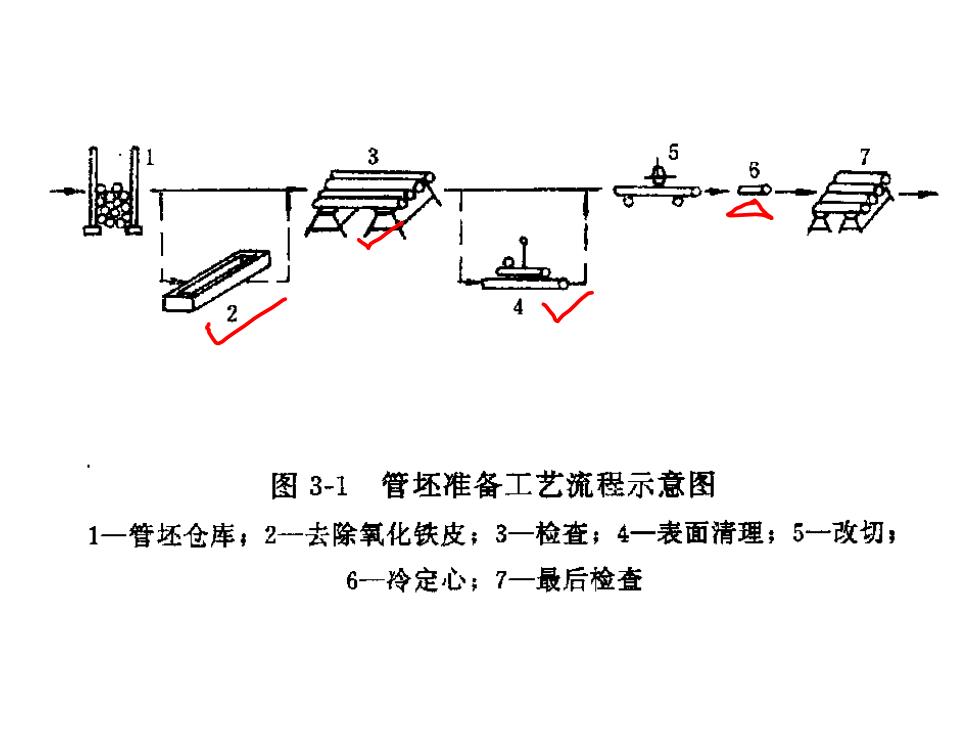
图3-1管坯准备工艺流程示意图 1一管坯仓库,2一去除氧化铁皮;3一检查;4一表面清理;5一改切; 6一铃定心;7一最后检查
清理方法 ·中低碳钢:逐根检查无损探伤→火焰清理 →喷丸/沙除渣→表面光洁; ·高碳钢、合金钢:砂轮磨修; 重要用途钢、高合金管坯:整根剥皮(外 径车去2一6mm)→检查→局部磨修
清理方法 • 中低碳钢:逐根检查/无损探伤→火焰清理 →喷丸/沙除渣→表面光洁; • 高碳钢、合金钢:砂轮磨修; • 重要用途钢、高合金管坯:整根剥皮(外 径车去2-6mm)→检查→局部磨修

5)管坯截断 目的:壁厚→成品管长度→管坯长度→需截断 ·考虑穿孔顶头寿命、穿孔机前后台长度。 截断方法:剪断、折断、锯断、火焰切割
5)管坯截断 目的:壁厚→成品管长度→管坯长度→需截断 • 考虑穿孔顶头寿命、穿孔机前后台长度。 截断方法:剪断、折断、锯断、火焰切割