
内孝古科核大半 热轧薄板带钢生产 热连轧带钢生产 中小型企业薄板带 钢生产 热连轧板带钢轧制规 程设计
热轧薄板带钢生产 热连轧带钢生产 中小型企业薄板带 钢生产 热连轧板带钢轧制规 程设计

2

内孝古科板大 热连轧带钢生产 1924年第一台带钢热连轧机投产 连轧带钢生产技术得到很大的发展 现代热连轧机的发展趋势和特点 板带热连轧机生产技术(新技术) 工业发达国家中,热连轧带钢已占板带钢总产量的80%左右 占钢材总产量的50%以上,现代板带热连轧生产出现了很多 新技术 3
3 一、热连轧带钢生产 • 1924年第一台带钢热连轧机投产, 连轧带钢生产技术得到很大的发展 • 现代热连轧机的发展趋势和特点 • 板带热连轧机生产技术(新技术) 工业发达国家中,热连轧带钢已占板带钢总产量的80%左右, 占钢材总产量的50%以上,现代板带热连轧生产出现了很多 新技术 工业发达国家中,热连轧带钢已占板带钢总产量的80%左右, 占钢材总产量的50%以上,现代板带热连轧生产出现了很多 新技术
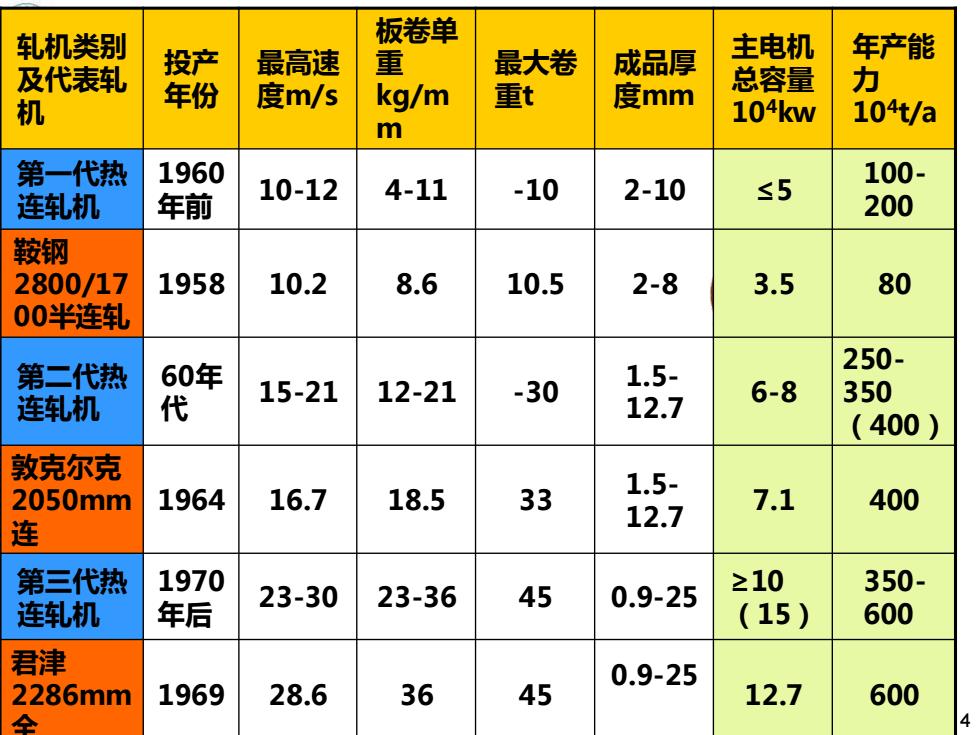
轧机类别 板卷单 及代表轧 产 最高速 最大卷 成品厚 主电机 年产能 年 度m/s kg/m 重t 度mm 总容量 力 机 104kw 104t/a m 第一代热 1960 4-11 2-10 100- 连轧机 年前 10-12 -10 s5 200 鞍钢 2800/17 1958 10.2 8.6 10.5 2-8 3.5 80 00半连轧 第二代热 60年 15-21 12-21 -30 1.5- 250- 连轧机 代 12.7 6-8 350 (400) 敦克尔克 2050mm 1964 16.7 18.5 33 1.5- 7.1 400 连 12.7 第三代热 1970 ≥10 350- 23-30 23-36 0.9-25 连轧机 年后 45 (15) 600 君津 0.9-25 2286mm 1969 28.6 36 45 12.7 600 全
4 轧机类别 及代表轧 机 投产 年份 最高速 度m/s 板卷单 重 kg/m m 最大卷 重t 成品厚 度mm 主电机 总容量 10 4kw 年产能 力 10 4t/a 第一代热 连轧机 1960 年前 10 -12 4 -11 -10 2 -10 ≤ 5 100 - 200 鞍钢 2800/17 00半连轧 1958 10.2 8.6 10.5 2 - 8 3.5 80 第二代热 连轧机 60 年 代 15 -21 12 -21 -30 1.5 - 12.7 6 - 8 250 - 350 (400 ) 敦克尔克 2050mm 连 1964 16.7 18.5 33 1.5 - 12.7 7.1 400 第三代热 连轧机 1970 年后 23 -30 23 -36 45 0.9 -25 ≥10 (15 ) 350 - 600 君津 2286mm 全 1969 28.6 36 45 0.9 -25 12.7 600

内孝古科极大半 现代热连轧机的发展趋势和特点 (1)为了提高产量而不断提高速度 加大卷重和主电机容量、增加轧机 架数和轧辊尺寸、采用快速换辊及 换剪刃装置等 轧制速度普遍超过15~20m/s 高达30m/s以上,卷重达45t以上 产品厚度扩大到0.8~25mm/s, 年产可达300~600万t。 5
5 现代热连轧机的发展趋势和特点 (1)为了提高产量而不断提高速度, 加大卷重和主电机容量、增加轧机 架数和轧辊尺寸、采用快速换辊及 换剪刃装置等 • 轧制速度普遍超过15~20m/s, 高达30m/s以上,卷重达45t以上, 产品厚度扩大到0.8~25mm/s, 年产可达300~600万t