第二节CNC装置对零件程序的处理过程 在程序中一般都有由若干个这样结构组成的程序 第三章 缓冲区组,当前程序段被解释完后便将该段的数 据信息存入缓冲区组中空闲的缓冲区。 计算机数控装置(2) 后续程序(如刀补程序)从该缓冲区组中获取程 序信息进行工作。 36
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 36 在程序中一般都有由若干个这样结构组成的程序 缓冲区组,当前程序段被解释完后便将该段的数 据信息存入缓冲区组中空闲的缓冲区。 后续程序(如刀补程序)从该缓冲区组中获取程 序信息进行工作。 第二节 CNC装置对零件程序的处理过程
第二节CNC装置对零件程序的处理过程 译码过程示例 N06G90G41D11G01X200Y300F200; 1 3456 789 第 Struct PROG BUFFER { char buf state; 0:(开始);1(;)@ int block num; 06(N06)① double COOR[20]; C00R[1]=200000; (X200)⑧ 计 算 C00R[2]=300000; (Y300)⑦ 机 int F,S; F=200; (F200)® char G0; D5=0;(G90)® 控 D6,D7=0,1(G41)® D1=1; (G01)⑤ (CNC char D; D=11(D11)④ }; 37
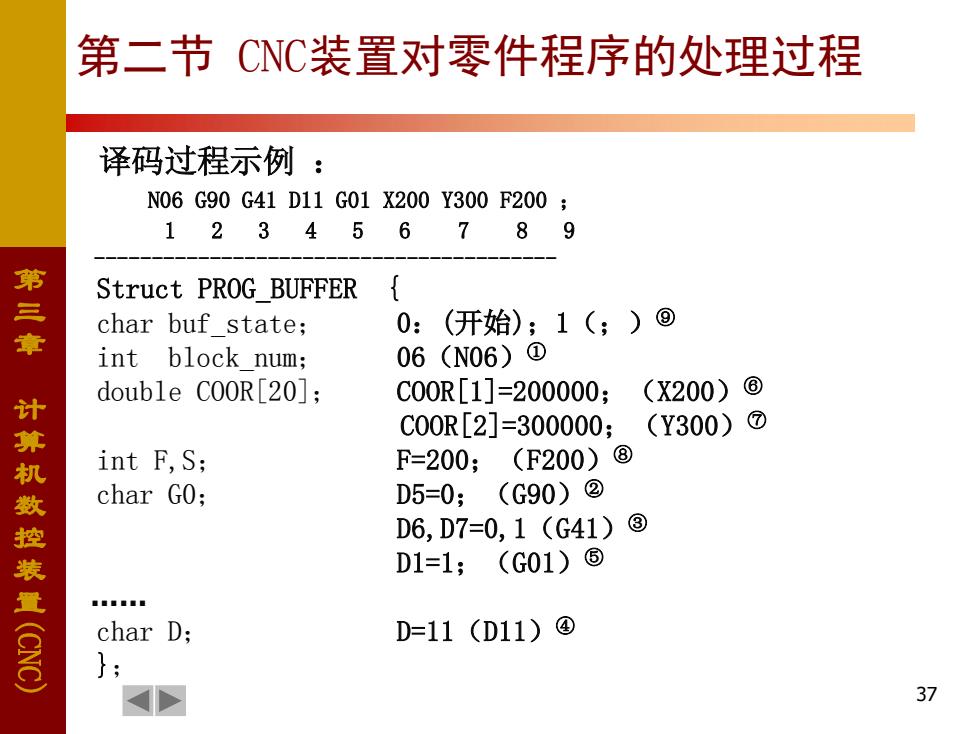
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 37 译码过程示例 : N06 G90 G41 D11 G01 X200 Y300 F200 ; 1 2 3 4 5 6 7 8 9 - Struct PROG_BUFFER { char buf_state; 0:(开始);1(;)⑨ int block_num; 06(N06)① double COOR[20]; COOR[1]=200000;(X200)⑥ COOR[2]=300000;(Y300)⑦ int F,S; F=200;(F200)⑧ char G0; D5=0;(G90)② D6,D7=0,1(G41)③ D1=1;(G01)⑤ . char D; D=11(D11)④ }; 第二节 CNC装置对零件程序的处理过程
第二节CNC装置对零件程序的处理过程 刀补处理(计算刀具中心轨迹) 刀补处理的主要工作: Y R 根据G90/G91计算零件轮廓的 P。200,300) G41 章 终点坐标值。 计 根据R和G41/42,计算本段刀 G42 具中心轨迹的终点(PP”。) 坐标值。 P。(72,140) 数控装置C2) 根据本段与前段连接关系,进 行段间连接处理。 X
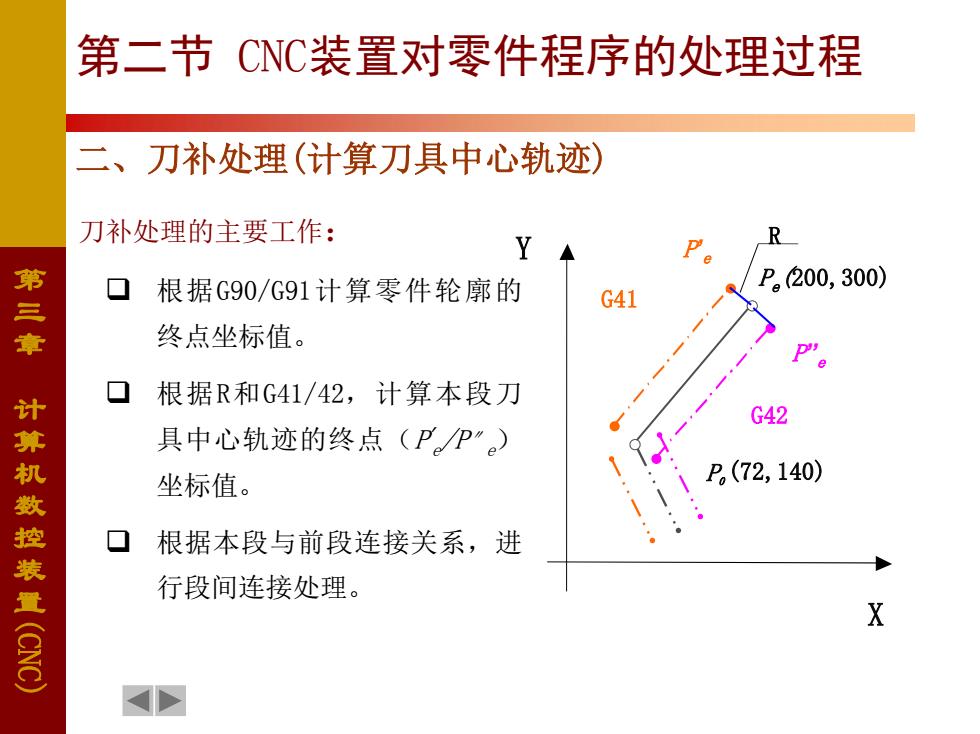
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 38 刀补处理的主要工作: 根据G90/G91计算零件轮廓的 终点坐标值。 根据R和G41/42,计算本段刀 具中心轨迹的终点(P’ e/P〃 e) 坐标值。 根据本段与前段连接关系,进 行段间连接处理。 二、刀补处理(计算刀具中心轨迹) Pe(200,300) P0 (72,140) X Y G41 G42 P’ e P” e R 第二节 CNC装置对零件程序的处理过程
第二节CNC装置对零件程序的处理过程 三、 速度预处理 主要功能: 第三章 根据加工程序给定的进给速度,计算在每个插 计算机数控装置2) 补周期内的合成移动量,供插补程序使用。 39
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 39 三、 速度预处理 主要功能: 根据加工程序给定的进给速度,计算在每个插 补周期内的合成移动量,供插补程序使用。 第二节 CNC装置对零件程序的处理过程
第二节CNC装置对零件程序的处理过程 速度处理程序主要完成以下几步计算: 口计算本段总位移量: 第三章 直线:合成位移量L: 园弧:总角位移量a。 计算 该数供插补程序判断减速起点和终点之用。 口计算每个插补周期内的合成进给量: 数控装量(C20) △L=FAt60 (μm) 式中:R-进给速度值(mm/mi);△t-数控系统的插补周期(ms) 40
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 40 速度处理程序主要完成以下几步计算: 计算本段总位移量: 直线:合成位移量L; 园弧:总角位移量α。 该数供插补程序判断减速起点和终点之用。 计算每个插补周期内的合成进给量: ΔL= FΔt/60 (μm) 式中:F-进给速度值(mm/min);△t-数控系统的插补周期(ms) L α 第二节 CNC装置对零件程序的处理过程