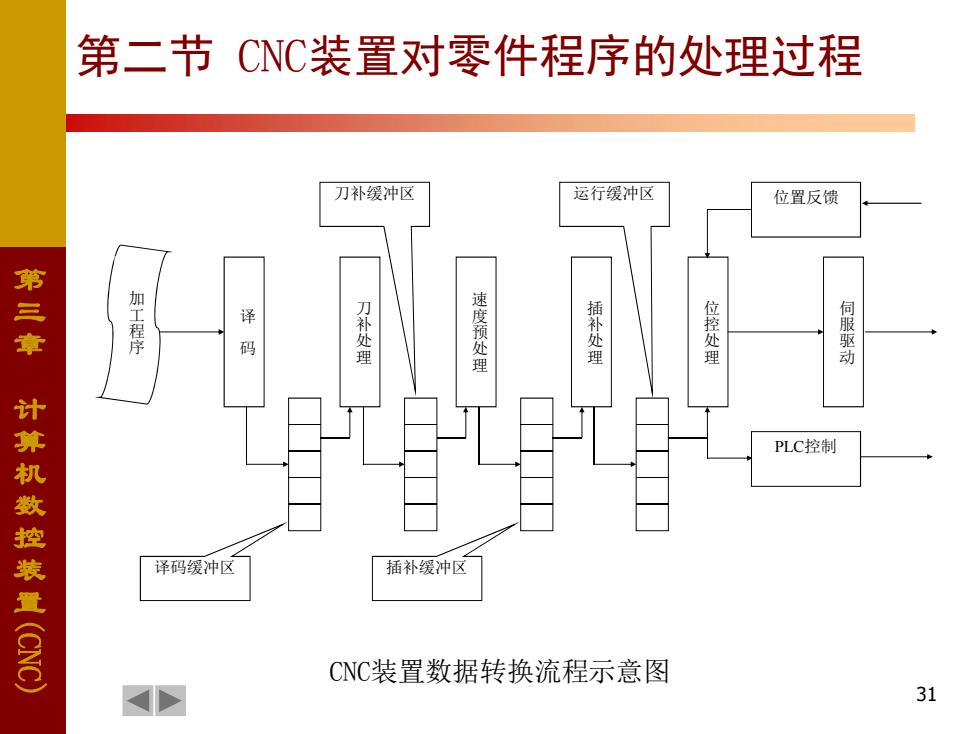
第二节CNC装置对零件程序的处理过程 刀补缓冲区 运行缓冲区 位置反馈 第三章 加工程序 译 码 刀补处理 速度预处理 插补处理 位控处理 何服驱动 PLC控制 计算机数控装量(O2) 译码缓冲区 插补缓冲区 CNC装置数据转换流程示意图 31
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 31 加工程序 译 码 译码缓冲区 刀补处理 刀补缓冲区 速度预处理 插补缓冲区 插补处理 运行缓冲区 位控处理 伺服驱动 位置反馈 PLC控制 CNC装置数据转换流程示意图 第二节 CNC装置对零件程序的处理过程
第二节CNC装置对零件程序的处理过程 ● 译码:将输入的零件程序段翻译成CNC控制所需的信息; 刀补:将零件轮廓轨迹转化为刀具中心轨迹; ● 速度处理:加工进给速度处理(加/减速、恒速等); 第三章 ●插补: >将刀补处理的刀具中心轨迹,按插补周期和进给速度实 计 时分割为各个进给轴位移指令,并输出给位置控制程序: 机 从插补预处理结果中分离出辅助功能、主轴功能、刀具 数 功能等,并送PLC控制程序处理。 ● 位置控制:控制各进给轴按指令位移量和速度运行,实现成 形运动。 量(CNC ● PLC控制:实现机床切削运动和机床VO控制
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 32 译码:将输入的零件程序段翻译成CNC控制所需的信息; 刀补:将零件轮廓轨迹转化为刀具中心轨迹; 速度处理:加工进给速度处理(加/减速、恒速等); 插补: 将刀补处理的刀具中心轨迹,按插补周期和进给速度实 时分割为各个进给轴位移指令,并输出给位置控制程序; 从插补预处理结果中分离出辅助功能、主轴功能、刀具 功能等,并送PLC控制程序处理。 位置控制:控制各进给轴按指令位移量和速度运行,实现成 形运动。 PLC控制:实现机床切削运动和机床I/O控制。 第二节 CNC装置对零件程序的处理过程
第二节CNC装置对零件程序的处理过程 译码(解释) 将用文本格式(通常用ASCII码)表达的零件加工 第三章 程序,以程序段为单位转换成后续程序(本例是指 刀补处理程序)所要求的数据结构(格式)。 计算机数控装置2) 33
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 33 一、译码(解释) 将用文本格式(通常用ASCII码)表达的零件加工 程序,以程序段为单位转换成后续程序(本例是指 刀补处理程序)所要求的数据结构(格式)。 第二节 CNC装置对零件程序的处理过程
第二节CNC装置对零件程序的处理过程 举例: Struct PROG BUFFER char buf state; //缓冲区状态,0空;1准备好。 第三章 int block num; /以BCD码的形式存放本程序段号。 double C00R[20];/存放尺寸指令的数值(um)。 int F,S; /R(mm/min)S(r/min)。 计 char GO; /以标志形式存放G指令。 char G1; char MO; //以标志形式存放M指令。 数控装置C2) char M1; char T; //存放本段换刀的刀具号。 char D; //存放刀具补偿的刀具半径值。 34
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 34 举例: Struct PROG_BUFFER { char buf_state; //缓冲区状态,0 空;1 准备好。 int block_num; //以BCD码的形式存放本程序段号。 double COOR[20];//存放尺寸指令的数值(μm)。 int F,S; //F(mm/min)S(r/min)。 char G0; //以标志形式存放G指令。 char G1; char M0; //以标志形式存放M指令。 char M1; char T; //存放本段换刀的刀具号。 char D; //存放刀具补偿的刀具半径值。 }; 第二节 CNC装置对零件程序的处理过程

第二节CNC装置对零件程序的处理过程 char G0;各个标志位的定义 D7D6D5 D4D3 D2 D1D0 G000:无该指令;1:有该指令 第三章计算机数控装量(C2) G010:无该指令;1:有该指令 G020:无该指令;1:有该指令 G030:无该指令:1:有该指令 G060无该指令;1:有该指令 G90/G910:G90:1:G91 00:G40 11:G40 01:G41 10:G42 以标志形式存放G指令示例
第三章 计 算机数 控装置 (CNC ) 下午5时42分 数控技 术 35 以标志形式存放G指令示例 D7 D6 D5 D4 D3 D2 D1 D0 G00 0:无该指令; 1:有该指令 G01 0:无该指令; 1:有该指令 G02 0:无该指令; 1:有该指令 G03 0:无该指令; 1:有该指令 G90/G91 0:G90;1:G91 } G06 0:无该指令; 1:有该指令 00:G40; 11:G40 01:G41; 10;G42 char G0;各个标志位的定义 第二节 CNC装置对零件程序的处理过程