出,因此也需要将连续的性能指标进行离散化。 3.采样控制系统的仿真。 4.采样周期的选择。 5.数字信号整量化效应的研究,如量化误差、非线性特性的影响等。同时还包括数字控制器实现中的一 些问题,如计算延迟、控制算法编程等。 第四节计算机控制系统应用实例 本节介绍一些典型的计算机控制系统应用实例。 1.卫星模型 卫星模型常应用于卫星姿态控制系统中。卫星常要求进行姿态控制,以使它的天线和传感器相对于地球具 有适当的方位。为此,需要利用推进器对三个轴进行姿态控制,分别控制卫星的偏离角、倾斜角和转动角。卫 星的结构如图1.9所示。 推进器 推进暴 图1.9卫星结构图 2.直流伺服电机模型 直流伺服系统广泛地应用于工业生产、航空航天、机器人等控制领域。直流伺服电机为此类系统的核心部 件,其结构和工作原理与普通小型直流电动机相同。直流伺服电机最常用的控制方式是电枢控制,即励磁绕组 加恒定励磁电压,电枢绕组加控制电压,当负载转矩恒定时,电枢的控制电压升高,电动机的转速就升高;反 之,减小电枢控制电压,电动机的转速就降低:改变控制电压的极性,电机就反转;控制电压为零,电机就停 转,故可实现对被控对像的机械运动的快速控制。直流伺服电机的结构如图1.10所示。 ,=常员 (GC 图1.10直流伺服电机结构图 3.工业机器人模型 工业机器人被广泛应用于工业过程控制,成为制造业生产自动化中非常重要的机电一体化设备。工业机器 人可以理解为:拟人手臂、手腕和手功能的机械电子装置;它可把任一物件或工具按空间位姿的时变要求进行 移动,从而完成某一工业生产的作业要求。如工业上常用的焊接机器人,夹持焊钳或焊枪,可以实现对汽车或
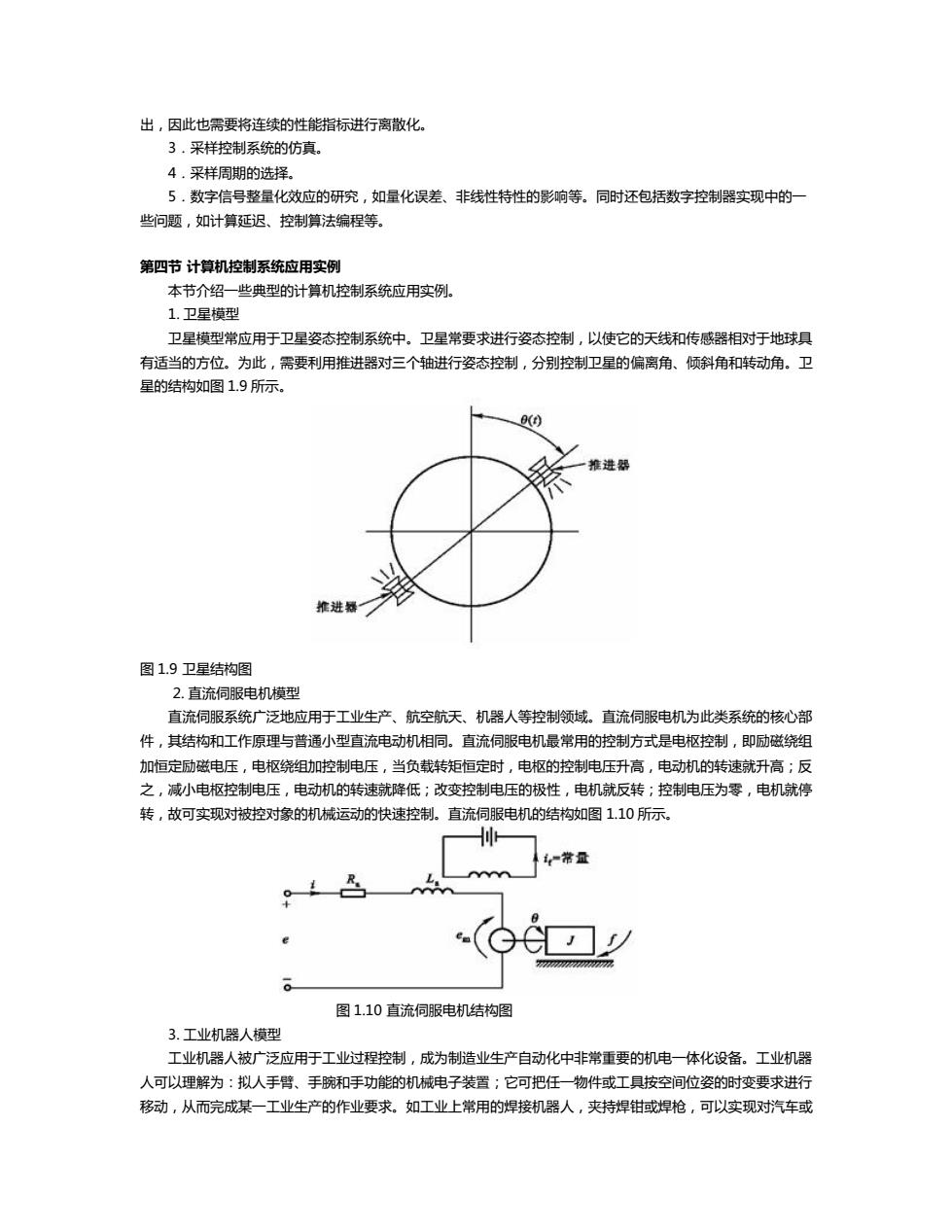
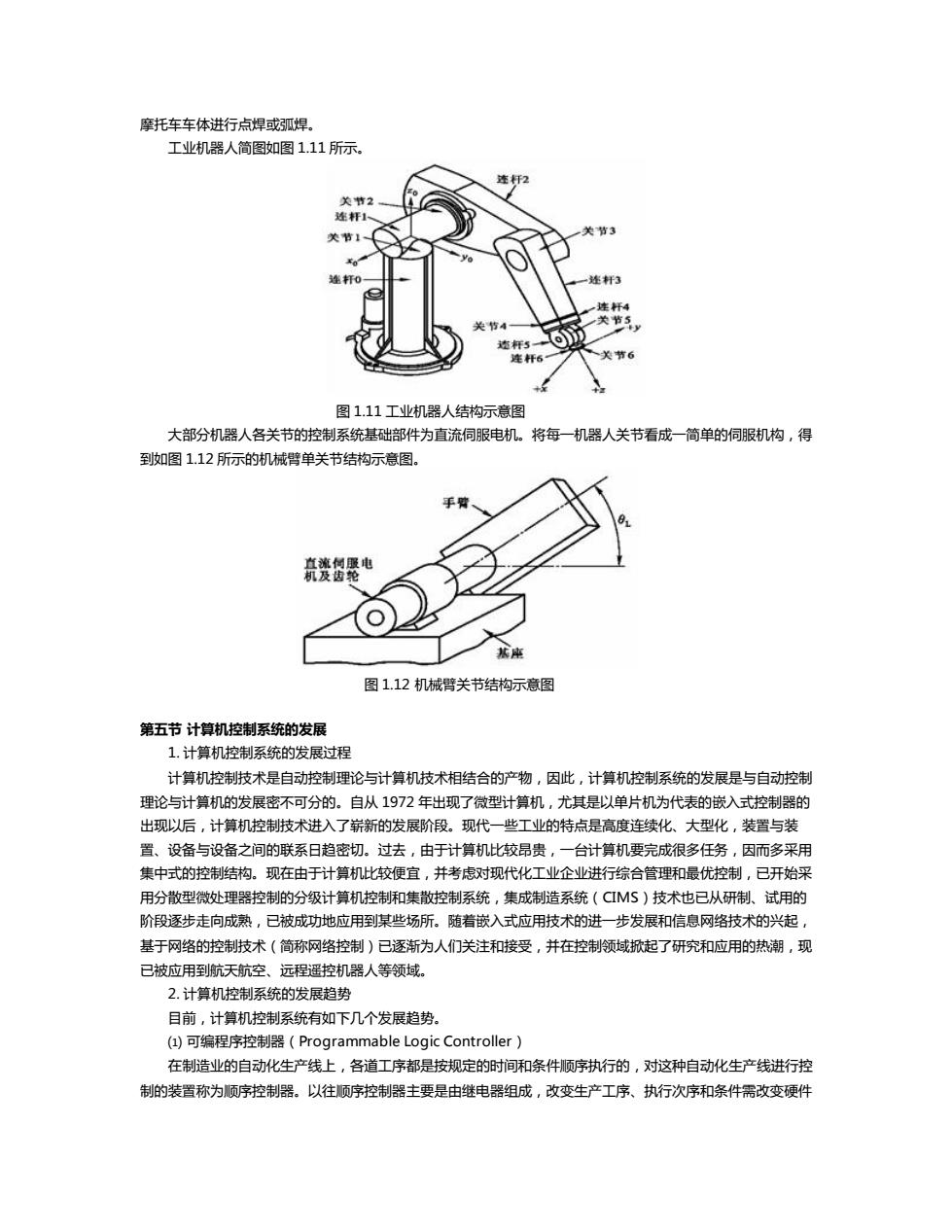
出,因此也需要将连续的性能指标进行离散化。 3.采样控制系统的仿真。 4.采样周期的选择。 5.数字信号整量化效应的研究,如量化误差、非线性特性的影响等。同时还包括数字控制器实现中的一 些问题,如计算延迟、控制算法编程等。 第四节 计算机控制系统应用实例 本节介绍一些典型的计算机控制系统应用实例。 1. 卫星模型 卫星模型常应用于卫星姿态控制系统中。卫星常要求进行姿态控制,以使它的天线和传感器相对于地球具 有适当的方位。为此,需要利用推进器对三个轴进行姿态控制,分别控制卫星的偏离角、倾斜角和转动角。卫 星的结构如图 1.9 所示。 图 1.9 卫星结构图 2. 直流伺服电机模型 直流伺服系统广泛地应用于工业生产、航空航天、机器人等控制领域。直流伺服电机为此类系统的核心部 件,其结构和工作原理与普通小型直流电动机相同。直流伺服电机最常用的控制方式是电枢控制,即励磁绕组 加恒定励磁电压,电枢绕组加控制电压,当负载转矩恒定时,电枢的控制电压升高,电动机的转速就升高;反 之,减小电枢控制电压,电动机的转速就降低;改变控制电压的极性,电机就反转;控制电压为零,电机就停 转,故可实现对被控对象的机械运动的快速控制。直流伺服电机的结构如图 1.10 所示。 图 1.10 直流伺服电机结构图 3. 工业机器人模型 工业机器人被广泛应用于工业过程控制,成为制造业生产自动化中非常重要的机电一体化设备。工业机器 人可以理解为:拟人手臂、手腕和手功能的机械电子装置;它可把任一物件或工具按空间位姿的时变要求进行 移动,从而完成某一工业生产的作业要求。如工业上常用的焊接机器人,夹持焊钳或焊枪,可以实现对汽车或
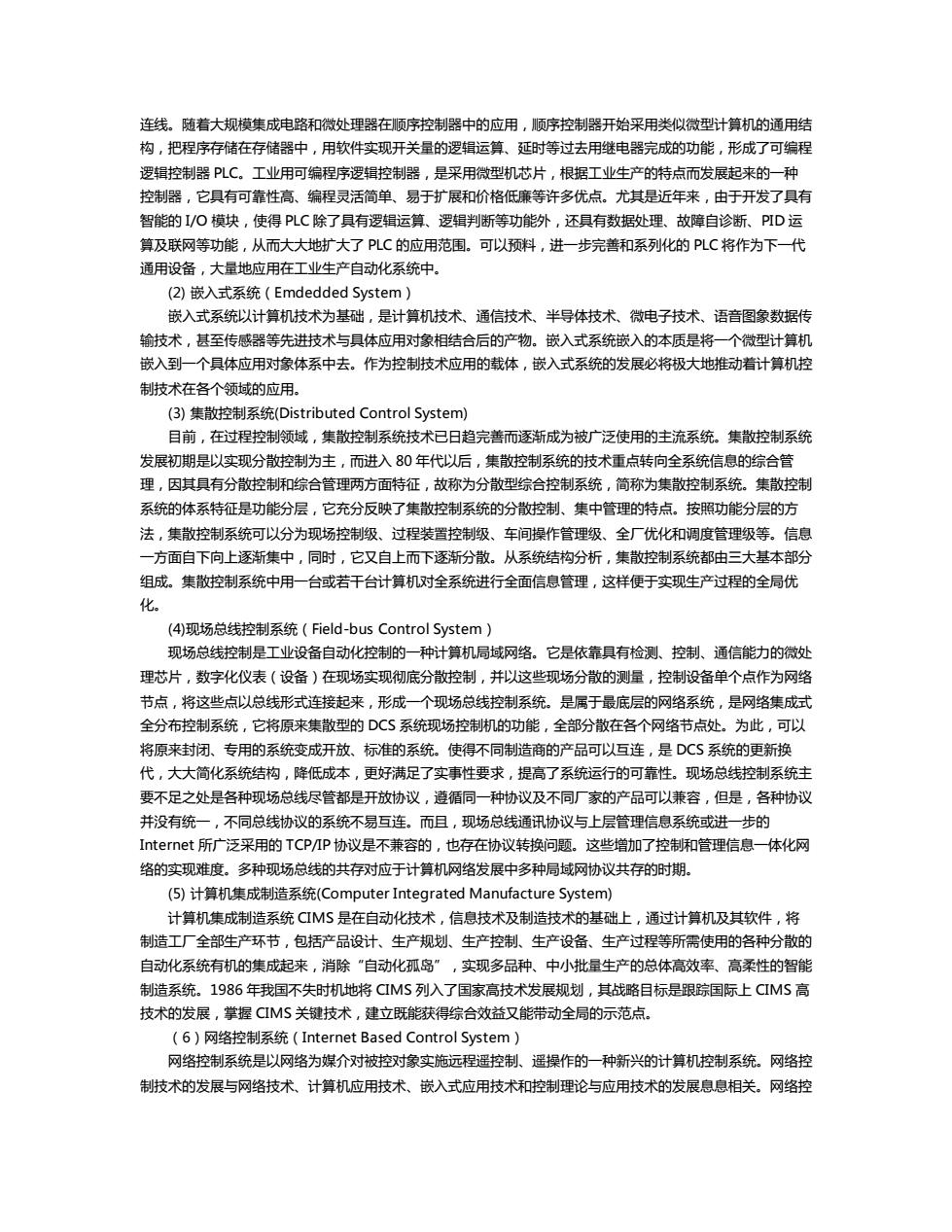
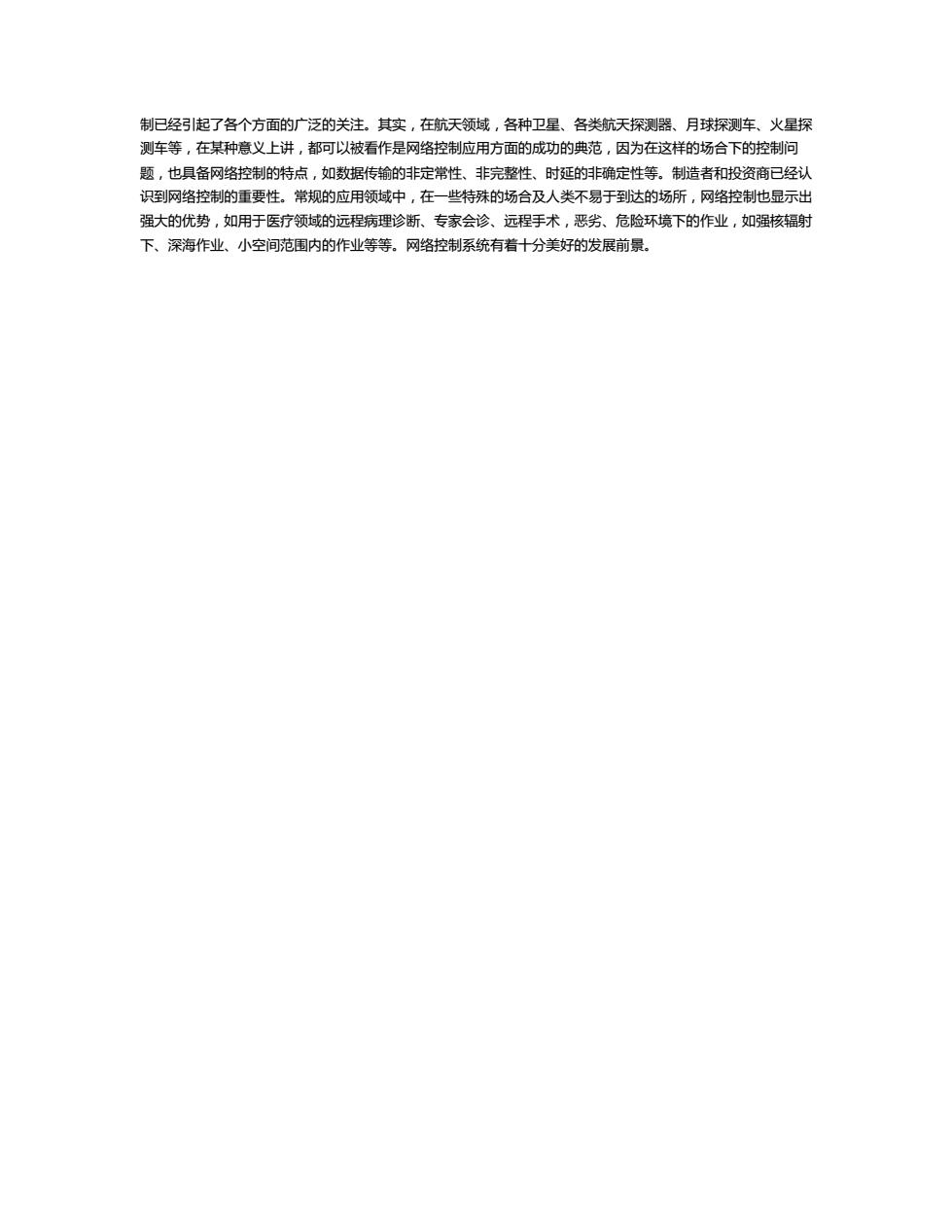
摩托车车体进行点焊或弧焊。 工业机器人简图如图1.11所示。 连杆2 关节2 姓杆1 节3 151 杆0 杆3 挂杆4 关传4 关节5 遗杆5 生十5 图1.11工业机器人结构示意图 大部分机器人各关节的控制系统基础部件为直流伺服电机。将每一机器人关节看成一简单的伺服机构,得 到如图1.12所示的机械臂单关节结构示意图! 手 真流何服电 机及齿轮 基座 图1.12机械臂关节结构示意图 第五节计算机控制系统的发展 1.计算机控制系统的发展过程 计算机控制技术是自动控制理论与计算机技术相结合的产物,因此,计算机控制系统的发展是与自动控制 理论与计算机的发展密不可分的。自从1972年出现了微型计算机,尤其是以单片机为代表的嵌入式控制器的 出现以后,计算机控制技术进入了崭新的发展阶段。现代一些工业的特点是高度连续化、大型化,装置与装 置、设备与设备之间的联系日趋密切。过去,由于计算机比较昂贵,一台计算机要完成很多任务,因而多采用 集中式的控制结构。现在由于计算机比较便宜,并考虑对现代化工业企业进行综合管理和最优控制,已开始采 用分散型微处理器控制的分级计算机控制和集散控制系统,集成制造系统(CIMS)技术也已从研制、试用的 阶段逐步走向成熟,已被成功地应用到某些场所。随着嵌入式应用技术的进一步发展和信息网络技术的兴起, 基于网络的控制技术(简称网络控制)已逐渐为人们关注和接受,并在控制领域掀起了研究和应用的热潮,现 已被应用到航天航空、远程遥控机器人等领域。 2.计算机控制系统的发展趋势 目前,计算机控制系统有如下几个发展趋势。 ()可编程序控制器(Programmable Logic Controller) 在制造业的自动化生产线上,各道工序都是按规定的时间和条件顺序执行的,对这种自动化生产线进行控 制的装置称为顺序控制器。以往顺序控制器主要是由继电器组成,改变生产工序、执行次序和条件需改变硬件
摩托车车体进行点焊或弧焊。 工业机器人简图如图 1.11 所示。 图 1.11 工业机器人结构示意图 大部分机器人各关节的控制系统基础部件为直流伺服电机。将每一机器人关节看成一简单的伺服机构,得 到如图 1.12 所示的机械臂单关节结构示意图。 图 1.12 机械臂关节结构示意图 第五节 计算机控制系统的发展 1. 计算机控制系统的发展过程 计算机控制技术是自动控制理论与计算机技术相结合的产物,因此,计算机控制系统的发展是与自动控制 理论与计算机的发展密不可分的。自从 1972 年出现了微型计算机,尤其是以单片机为代表的嵌入式控制器的 出现以后,计算机控制技术进入了崭新的发展阶段。现代一些工业的特点是高度连续化、大型化,装置与装 置、设备与设备之间的联系日趋密切。过去,由于计算机比较昂贵,一台计算机要完成很多任务,因而多采用 集中式的控制结构。现在由于计算机比较便宜,并考虑对现代化工业企业进行综合管理和最优控制,已开始采 用分散型微处理器控制的分级计算机控制和集散控制系统,集成制造系统(CIMS)技术也已从研制、试用的 阶段逐步走向成熟,已被成功地应用到某些场所。随着嵌入式应用技术的进一步发展和信息网络技术的兴起, 基于网络的控制技术(简称网络控制)已逐渐为人们关注和接受,并在控制领域掀起了研究和应用的热潮,现 已被应用到航天航空、远程遥控机器人等领域。 2. 计算机控制系统的发展趋势 目前,计算机控制系统有如下几个发展趋势。 ⑴ 可编程序控制器(Programmable Logic Controller) 在制造业的自动化生产线上,各道工序都是按规定的时间和条件顺序执行的,对这种自动化生产线进行控 制的装置称为顺序控制器。以往顺序控制器主要是由继电器组成,改变生产工序、执行次序和条件需改变硬件
连线。随着大规模集成电路和微处理器在顺序控制器中的应用,顺序控制器开始采用类似微型计算机的通用结 构,把程序存储在存储器中,用软件实现开关量的逻辑运算、延时等过去用继电器完成的功能,形成了可编程 逻辑控制器PLC。工业用可编程序逻辑控制器,是采用微型机芯片,根据工业生产的特点而发展起来的一种 控制器,它具有可靠性高、编程灵活简单、易于扩展和价格低廉等许多优点。尤其是近年来,由于开发了具有 智能的I/O模块,使得PLC除了具有逻辑运算、逻辑判断等功能外,还具有数据处理、故障自诊断、PID运 算及联网等功能,从而大大地扩大了PLC的应用范围。可以预料,进一步完善和系列化的PLC将作为下一代 通用设备,大量地应用在工业生产自动化系统中。 (2)嵌入式系统(Emdedded System) 嵌入式系统以计算机技术为基础,是计算机技术、通信技术、半导体技术、微电子技术、语音图像数据传 输技术,甚至传感器等先进技术与具体应用对像相结合后的产物。嵌入式系统嵌入的本质是将一个微型计算机 嵌入到一个具体应用对像体系中去。作为控制技术应用的载体,嵌入式系统的发展必将极大地推动着计算机控 制技术在各个领域的应用。 (3)集散控制系统(Distributed Control System) 目前,在过程控制领域,集散控制系统技术已日趋完善而逐渐成为被广泛使用的主流系统。集散控制系统 发展初期是以实现分散控制为主,而进入80年代以后,集散控制系统的技术重点转向全系统信息的综合管 理,因其具有分散控制和综合管理两方面特征,故称为分散型综合控制系统,简称为集散控制系统。集散控制 系统的体系特征是功能分层,它充分反映了集散控制系统的分散控制、集中管理的特点。按照功能分层的方 法,集散控制系统可以分为现场控制级、过程装置控制级、车间操作管理级、全厂优化和调度管理级等。信息 一方面自下向上逐渐集中,同时,它又自上而下逐渐分散。从系统结构分析,集散控制系统都由三大基本部分 组成。集散控制系统中用一台或若干台计算机对全系统进行全面信息管理,这样便于实现生产过程的全局优 化。 (4)现场总线控制系统(Field-bus Control System) 现场总线控制是工业设备自动化控制的一种计算机局域网络。它是依靠具有检测、控制、通信能力的微处 理芯片,数字化仪表(设备)在现场实现彻底分散控制,并以这些现场分散的测量,控制设备单个点作为网络 节点,将这些点以总线形式连接起来,形成一个现场总线控制系统。是属于最底层的网络系统,是网络集成式 全分布控制系统,它将原来集散型的DCS系统现场控制机的功能,全部分散在各个网络节点处。为此,可以 将原来封闭、专用的系统变成开放、标准的系统。使得不同制造商的产品可以互连,是DCS系统的更新换 代,大大简化系统结构,降低成本,更好满足了实事性要求,提高了系统运行的可靠性。现场总线控制系统主 要不足之处是各种现场总线尽管都是开放协议,遵循同一种协议及不同厂家的产品可以兼容,但是,各种协议 并没有统一,不同总线协议的系统不易互连。而且,现场总线通讯协议与上层管理信息系统或进一步的 Internet所广泛采用的TCP/IP协议是不兼容的,也存在协议转换问题。这些增加了控制和管理信息一体化网 络的实现难度。多种现场总线的共存对应于计算机网络发展中多种局域网协议共存的时期 (S)计算机集成制造系统(Computer Integrated Manufacture System) 计算机集成制造系统CIMS是在自动化技术,信息技术及制造技术的基础上,通过计算机及其软件,将 制造工厂全部生产环节,包括产品设计、生产规划、生产控制、生产设备、生产过程等所需使用的各种分散的 自动化系统有机的集成起来,消除“自动化孤岛”,实现多品种、中小批量生产的总体高效率、高柔性的智能 制造系统。1986年我国不失时机地将CIMS列入了国家高技术发展规划,其战略目标是跟踪国际上CIMS高 技术的发展,掌握CIMS关键技术,建立既能获得综合效益又能带动全局的示范点。 (6)网络控制系统(Internet Based Control System) 网络控制系统是以网络为媒介对被控对像实施远程遥控制、遥操作的一种新兴的计算机控制系统。网络控 制技术的发展与网络技术、计算机应用技术、嵌入式应用技术和控制理论与应用技术的发展息息相关。网络控
连线。随着大规模集成电路和微处理器在顺序控制器中的应用,顺序控制器开始采用类似微型计算机的通用结 构,把程序存储在存储器中,用软件实现开关量的逻辑运算、延时等过去用继电器完成的功能,形成了可编程 逻辑控制器 PLC。工业用可编程序逻辑控制器,是采用微型机芯片,根据工业生产的特点而发展起来的一种 控制器,它具有可靠性高、编程灵活简单、易于扩展和价格低廉等许多优点。尤其是近年来,由于开发了具有 智能的 I/O 模块,使得 PLC 除了具有逻辑运算、逻辑判断等功能外,还具有数据处理、故障自诊断、PID 运 算及联网等功能,从而大大地扩大了 PLC 的应用范围。可以预料,进一步完善和系列化的 PLC 将作为下一代 通用设备,大量地应用在工业生产自动化系统中。 (2) 嵌入式系统(Emdedded System) 嵌入式系统以计算机技术为基础,是计算机技术、通信技术、半导体技术、微电子技术、语音图象数据传 输技术,甚至传感器等先进技术与具体应用对象相结合后的产物。嵌入式系统嵌入的本质是将一个微型计算机 嵌入到一个具体应用对象体系中去。作为控制技术应用的载体,嵌入式系统的发展必将极大地推动着计算机控 制技术在各个领域的应用。 (3) 集散控制系统(Distributed Control System) 目前,在过程控制领域,集散控制系统技术已日趋完善而逐渐成为被广泛使用的主流系统。集散控制系统 发展初期是以实现分散控制为主,而进入 80 年代以后,集散控制系统的技术重点转向全系统信息的综合管 理,因其具有分散控制和综合管理两方面特征,故称为分散型综合控制系统,简称为集散控制系统。集散控制 系统的体系特征是功能分层,它充分反映了集散控制系统的分散控制、集中管理的特点。按照功能分层的方 法,集散控制系统可以分为现场控制级、过程装置控制级、车间操作管理级、全厂优化和调度管理级等。信息 一方面自下向上逐渐集中,同时,它又自上而下逐渐分散。从系统结构分析,集散控制系统都由三大基本部分 组成。集散控制系统中用一台或若干台计算机对全系统进行全面信息管理,这样便于实现生产过程的全局优 化。 (4)现场总线控制系统(Field-bus Control System) 现场总线控制是工业设备自动化控制的一种计算机局域网络。它是依靠具有检测、控制、通信能力的微处 理芯片,数字化仪表(设备)在现场实现彻底分散控制,并以这些现场分散的测量,控制设备单个点作为网络 节点,将这些点以总线形式连接起来,形成一个现场总线控制系统。是属于最底层的网络系统,是网络集成式 全分布控制系统,它将原来集散型的 DCS 系统现场控制机的功能,全部分散在各个网络节点处。为此,可以 将原来封闭、专用的系统变成开放、标准的系统。使得不同制造商的产品可以互连,是 DCS 系统的更新换 代,大大简化系统结构,降低成本,更好满足了实事性要求,提高了系统运行的可靠性。现场总线控制系统主 要不足之处是各种现场总线尽管都是开放协议,遵循同一种协议及不同厂家的产品可以兼容,但是,各种协议 并没有统一,不同总线协议的系统不易互连。而且,现场总线通讯协议与上层管理信息系统或进一步的 Internet 所广泛采用的 TCP/IP 协议是不兼容的,也存在协议转换问题。这些增加了控制和管理信息一体化网 络的实现难度。多种现场总线的共存对应于计算机网络发展中多种局域网协议共存的时期。 (5) 计算机集成制造系统(Computer Integrated Manufacture System) 计算机集成制造系统 CIMS 是在自动化技术,信息技术及制造技术的基础上,通过计算机及其软件,将 制造工厂全部生产环节,包括产品设计、生产规划、生产控制、生产设备、生产过程等所需使用的各种分散的 自动化系统有机的集成起来,消除“自动化孤岛”,实现多品种、中小批量生产的总体高效率、高柔性的智能 制造系统。1986 年我国不失时机地将 CIMS 列入了国家高技术发展规划,其战略目标是跟踪国际上 CIMS 高 技术的发展,掌握 CIMS 关键技术,建立既能获得综合效益又能带动全局的示范点。 (6)网络控制系统(Internet Based Control System) 网络控制系统是以网络为媒介对被控对象实施远程遥控制、遥操作的一种新兴的计算机控制系统。网络控 制技术的发展与网络技术、计算机应用技术、嵌入式应用技术和控制理论与应用技术的发展息息相关。网络控
制已经引起了各个方面的广泛的关注。其实,在航天领域,各种卫星、各类航天探测器、月球探测车、火星探 测车等,在某种意义上讲,都可以被看作是网络控制应用方面的成功的典范,因为在这样的场合下的控制问 题,也具备网络控制的特点,如数据传输的非定常性、非完整性、时延的非确定性等。制造者和投资商已经认 识到网络控制的重要性。常规的应用领域中,在一些特殊的场合及人类不易于到达的场所,网络控制也显示出 强大的优势,如用于医疗领域的远程病理诊断、专家会诊、远程手术,恶劣、危险环境下的作业,如强核辐射 下、深海作业、小空间范围内的作业等等。网络控制系统有着十分美好的发展前景
制已经引起了各个方面的广泛的关注。其实,在航天领域,各种卫星、各类航天探测器、月球探测车、火星探 测车等,在某种意义上讲,都可以被看作是网络控制应用方面的成功的典范,因为在这样的场合下的控制问 题,也具备网络控制的特点,如数据传输的非定常性、非完整性、时延的非确定性等。制造者和投资商已经认 识到网络控制的重要性。常规的应用领域中,在一些特殊的场合及人类不易于到达的场所,网络控制也显示出 强大的优势,如用于医疗领域的远程病理诊断、专家会诊、远程手术,恶劣、危险环境下的作业,如强核辐射 下、深海作业、小空间范围内的作业等等。网络控制系统有着十分美好的发展前景
第二章计算机控制系统设计的硬件基础 第一节开关量输入 开关量的共同特征是幅值离散,可以用一位或多位二进制码表示。 1.开关量输入信号的类型 开关量输入信号有以下基本类型。 (1)一位的状态信号。如阀门的闭合与开启、电机的启动与停止、触点的接通与断开、一些仪器仪表和设 备输出的极限报警信号等。 (2)成组的开关信号。如用于设定系统参数的拨码开关组等。 (3)数字脉冲信号。许多数字式传感器(如转速、位移、流量的数字传感器)将被测物理量值转换为数字脉 冲信号,这些信号也可归结为开关量。 2.开关量信号输入通道 图21是开关量输入通道的典型结构,具体接口电路应综合考虑实际信号、选用的计算机等进行设计。 输入预处理 开关状态或脉冲 计算机 CPU 并行输入 接口电路 输入预处理 开关状态信号 内部 定时/ 输入预处理 数字脉冲信号 定时/计 计数器 数器 输入预处理 数字欧冲信号 图2.1开关量输入通道的典型结构 几种常用的预处理方法: (1)信号转换处理 从工业现场获取的开关量或数字量,在逻辑上表现为逻辑"1”或逻辑"0”,信号形式则可能是电压、 电流信号或开关的通断,其幅值范围也往往不符合数字电路的电平范围要求,因此必须进行转换处理。图22 是电压或电流开关量输入的转换电路,分压电阻R1和R2的阻值应根据输入信号是电压还是电流信号以及信号 的幅值选取。图2.3是开关触点信号输入电路,它把开关的通断转换为0或+5V信号。 R +5V0 0出 输入 输出 图2.2电压或电流输入电路 图2.3开关触点输入电路 (2)安全保护措施 在设计一个计算机控制系统时,必须针对可能出现的输入过电压、瞬间尖峰或极性接反的情况,预先采取 安全保护措施,图2.4给出了一些常用的保护电路
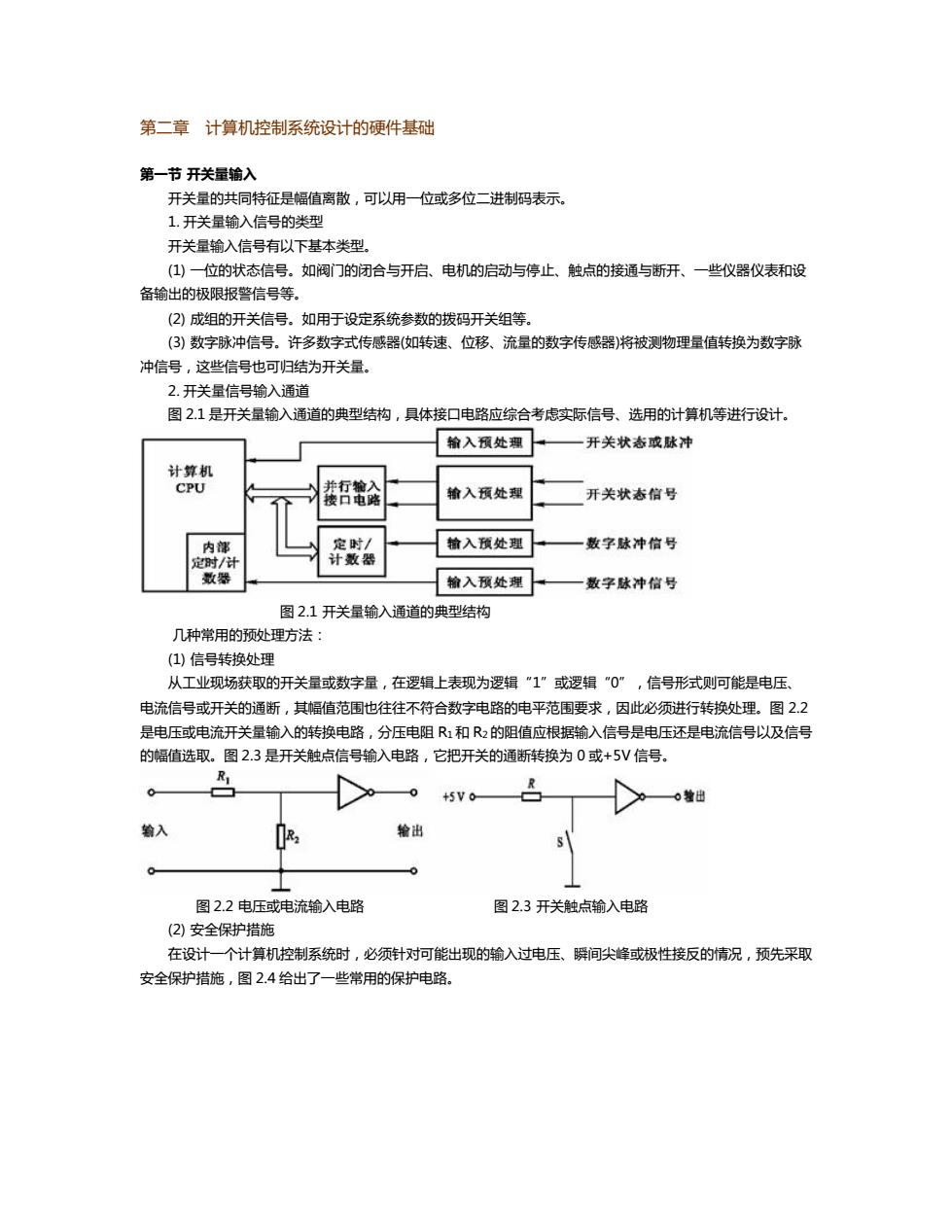
第二章 计算机控制系统设计的硬件基础 第一节 开关量输入 开关量的共同特征是幅值离散,可以用一位或多位二进制码表示。 1. 开关量输入信号的类型 开关量输入信号有以下基本类型。 (1) 一位的状态信号。如阀门的闭合与开启、电机的启动与停止、触点的接通与断开、一些仪器仪表和设 备输出的极限报警信号等。 (2) 成组的开关信号。如用于设定系统参数的拨码开关组等。 (3) 数字脉冲信号。许多数字式传感器(如转速、位移、流量的数字传感器)将被测物理量值转换为数字脉 冲信号,这些信号也可归结为开关量。 2. 开关量信号输入通道 图 2.1 是开关量输入通道的典型结构,具体接口电路应综合考虑实际信号、选用的计算机等进行设计。 图 2.1 开关量输入通道的典型结构 几种常用的预处理方法: (1) 信号转换处理 从工业现场获取的开关量或数字量,在逻辑上表现为逻辑“1”或逻辑“0”,信号形式则可能是电压、 电流信号或开关的通断,其幅值范围也往往不符合数字电路的电平范围要求,因此必须进行转换处理。图 2.2 是电压或电流开关量输入的转换电路,分压电阻 R1 和 R2 的阻值应根据输入信号是电压还是电流信号以及信号 的幅值选取。图 2.3 是开关触点信号输入电路,它把开关的通断转换为 0 或+5V 信号。 图 2.2 电压或电流输入电路 图 2.3 开关触点输入电路 (2) 安全保护措施 在设计一个计算机控制系统时,必须针对可能出现的输入过电压、瞬间尖峰或极性接反的情况,预先采取 安全保护措施,图 2.4 给出了一些常用的保护电路