
2、影响收缩的因素: 1)化学成分; 2) 浇注温度越高,过热度越大,收缩越大; 3)铸件结构和铸型条件,铸件结构造成各部分冷却速度 不同,产生内部应力阻碍收缩;铸型和型芯产生机械阻 力。 上 回
2、影响收缩的因素: 1)化学成分; 2)浇注温度越高,过热度越大,收缩越大; 3)铸件结构和铸型条件,铸件结构造成各部分冷却速度 不同,产生内部应力阻碍收缩;铸型和型芯产生机械阻 力
三、铸造性能对铸件质量的影响 收缩是造成缩孔、缩松、应力、变形和裂纹的基本原 因;充型能力不好,铸件易产生浇不到、冷隔、气孔、夹 杂、缩孔、热裂等缺陷。 (一)缩孔和缩松 凝固结束后在俦件某些部位出现的孔洞,大而集中的 孔洞称缩孔,细小而分散的孔洞称缩松。缩孔缩松可使铸 件机械性能大大降低,以致成为废品
收缩是造成缩孔、缩松、应力、变形和裂纹的基本原 因;充型能力不好,铸件易产生浇不到、冷隔、气孔、夹 杂、缩孔、热裂等缺陷。 三、铸造性能对铸件质量的影响 (一)缩孔和缩松 凝固结束后在铸件某些部位出现的孔洞,大而集中的 孔洞称缩孔,细小而分散的孔洞称缩松。缩孔缩松可使铸 件机械性能大大降低,以致成为废品
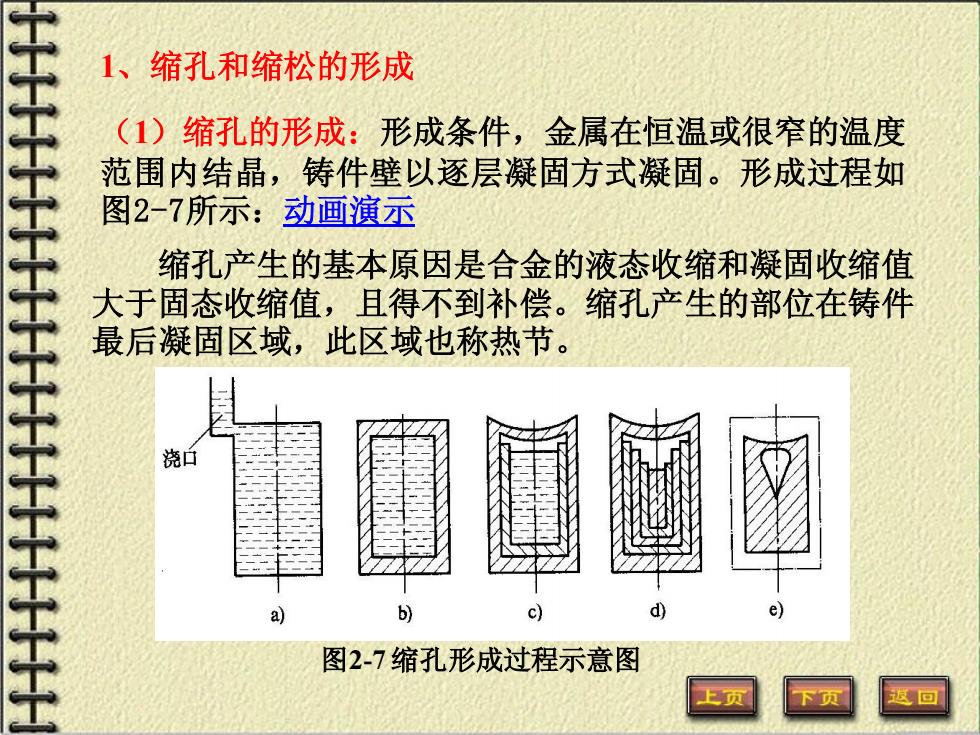
1、缩孔和缩松的形成 (1)缩孔的形成:形成条件,金属在恒温或很窄的温度 范围内结晶,铸件壁以逐层凝固方式凝固。形成过程如 图2-7所示:动画演丞 缩孔产生的基本原因是合金的液态收缩和凝固收缩值 大于固态收缩值,且得不到补偿。缩孔产生的部位在铸件 最后凝固区域,此区域也称热节。 浇口 c) d e) 图2-7缩孔形成过程示意图 上页 反回
缩孔产生的基本原因是合金的液态收缩和凝固收缩值 大于固态收缩值,且得不到补偿。缩孔产生的部位在铸件 最后凝固区域,此区域也称热节。 (1)缩孔的形成:形成条件,金属在恒温或很窄的温度 范围内结晶,铸件壁以逐层凝固方式凝固。形成过程如 图2-7所示:动画演示 1、缩孔和缩松的形成 图2-7 缩孔形成过程示意图

(2)缩松的形成: 其基本原因也是液态收缩和凝固收缩大于固态收缩。但 主要出现在糊状凝固的合金中,或断面较大的俦件壁中。形 成过程如图2-8所示。动画演示 般出现在俦件壁的轴线区域、热节处、冒口根部和内 浇口附近,也常分布在集中缩孔的下方。 b C 图2-8缩松形成过程示意图 回
(2)缩松的形成: 其基本原因也是液态收缩和凝固收缩大于固态收缩。但 主要出现在糊状凝固的合金中,或断面较大的铸件壁中。形 成过程如图2-8所示。动画演示 一般出现在铸件壁的轴线区域、热节处、冒口根部和内 浇口附近,也常分布在集中缩孔的下方。 图2-8 缩松形成过程示意图
(3)缩孔缩松的形成规律: 1)合金的液态收缩和凝固收缩越大(如铸钢,白口铁等), 铸件越易形成缩孔。 2)合金的浇注温度越高,液态收缩越大,越易形成缩孔; 3)结晶温度范围宽的合金,倾向于糊状凝固,易形成缩松: 纯金属和共晶成分合金倾向于逐层凝固,易形成缩孔。 上页 回
(3)缩孔缩松的形成规律: 1)合金的液态收缩和凝固收缩越大(如铸钢,白口铁等), 铸件越易形成缩孔。 2)合金的浇注温度越高,液态收缩越大,越易形成缩孔; 3)结晶温度范围宽的合金,倾向于糊状凝固,易形成缩松; 纯金属和共晶成分合金倾向于逐层凝固,易形成缩孔