第2章铸造成形 ○第一节液态成形理论基础 ⊙第二节砂型铸造方法 第三节特种铸造方法 第四节铸造工艺设计 第五节铸件结构工艺性 浙江科技学院 第六节铸造成形新发展 返回
第2章 铸造成形 第一节 液态成形理论基础 第二节 砂型铸造方法 第三节 特种铸造方法 第四节 铸造工艺设计 第五节 铸件结构工艺性 第六节 铸造成形新发展 返回

铸造:将液态金属浇注到与零件形状、尺寸相适应 的铸型型腔中,待其冷却凝固后,获得一定形状的毛坯 或零件的方法。铸造是生产机器零件毛坯的主要方法之 一,其实质是液态金属逐步冷却凝固成形。 俦造的优点: 1)可以铸出内腔、外形很复杂的毛坯; 2)工艺灵活性大。几乎各种合金、各种尺寸、形状、 重量和数量的俦件都能生产; 3)成本较低。原材料来源广泛,价格低廉。 上项 回
铸造:将液态金属浇注到与零件形状、尺寸相适应 的铸型型腔中,待其冷却凝固后,获得一定形状的毛坯 或零件的方法。铸造是生产机器零件毛坯的主要方法之 一,其实质是液态金属逐步冷却凝固成形。 铸造的优点: 1)可以铸出内腔、外形很复杂的毛坯; 2)工艺灵活性大。几乎各种合金、各种尺寸、形状、 重量和数量的铸件都能生产; 3)成本较低。原材料来源广泛,价格低廉
铸造的缺点: 1)俦造组织疏松、晶粒粗大,内部易产生缩孔、缩松、 气孔等缺陷。 2)铸件的机械性能较低。 3)俦造工序多,难以精确控制,是铸件质量不够稳定。 4)劳动条件较差,劳动强度较大。 页
铸造的缺点: 2)铸件的机械性能较低。 3)铸造工序多,难以精确控制,是铸件质量不够稳定。 4)劳动条件较差,劳动强度较大。 1)铸造组织疏松、晶粒粗大,内部易产生缩孔、缩松、 气孔等缺陷
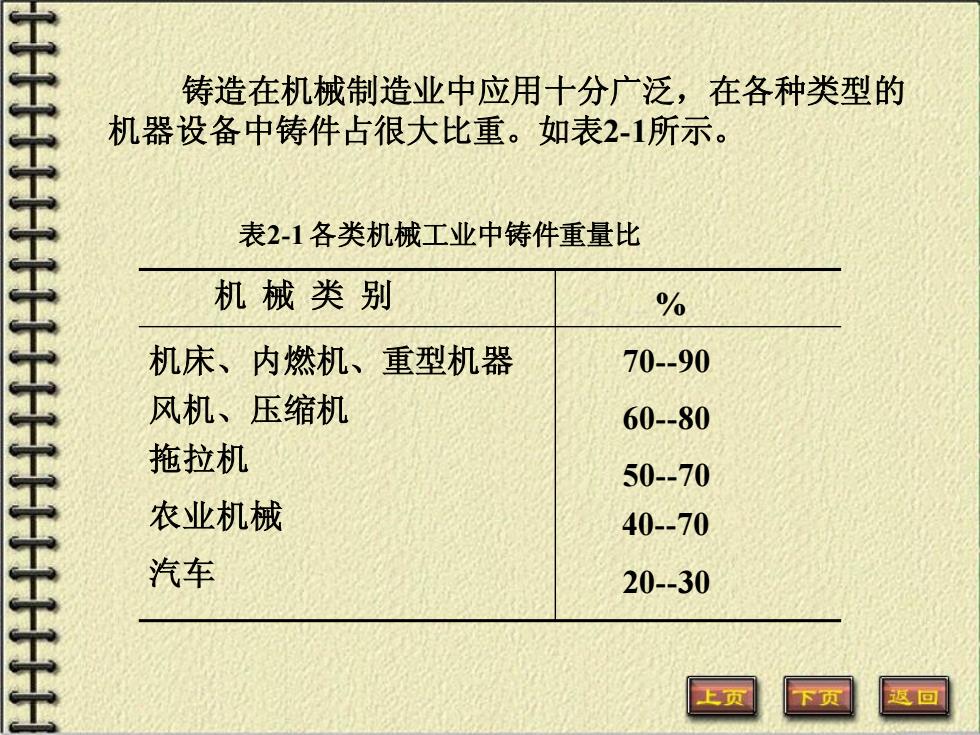
俦造在机械制造业中应用十分广泛,在各种类型的 机器设备中俦件占很大比重。如表2-1所示。 表2-1各类机械工业中铸件重量比 机械类别 % 机床、内燃机、重型机器 70-90 风机、压缩机 60-80 拖拉机 50-70 农业机械 40-70 汽车 20-30 返回
机床、内燃机、重型机器 机 械 类 别 风机、压缩机 拖拉机 农业机械 汽车 % 70-90 60-80 50-70 40-70 20-30 表2-1各类机械工业中铸件重量比 铸造在机械制造业中应用十分广泛,在各种类型的 机器设备中铸件占很大比重。如表2-1所示

第一节液态成形理论基础 一、金属的凝固 二、金属与合金的铸造性能 三、铸造性能对铸件质量的影响 回
第一节 液态成形理论基础 一、金属的凝固 二、金属与合金的铸造性能 三、铸造性能对铸件质量的影响