第4章 焊接 第一节焊接成形基础 第二节焊接方法 ©第三节焊接结构工艺设计 ○第四节焊接技术新发展 返回
第4章 焊接 第一节 焊接成形基础 第二节 焊接方法 第三节 焊接结构工艺设计 第四节 焊接技术新发展 返回
焊接是利用加热或加压(或者加热和加压),使分 离的两部分金属靠得足够近,原子互相扩散,形成原子 间的结合的连接方法。在机械制造、建筑、车辆、石油 化工、原子能、航空航天等部门得到广泛运用。 焊接的特点: 优点: 1)连接性能好,密封性好,承压能力高; 2)省料,重量轻,成本低: 3)加工装配工序简单,生产周期短; 4)易于实现机械化和自动化
焊接是利用加热或加压(或者加热和加压),使分 离的两部分金属靠得足够近,原子互相扩散,形成原子 间的结合的连接方法。在机械制造、建筑、车辆、石油 化工、原子能、航空航天等部门得到广泛运用。 焊接的特点: 优点: 1)连接性能好,密封性好,承压能力高; 2)省料,重量轻,成本低; 3)加工装配工序简单,生产周期短; 4)易于实现机械化和自动化
缺点: 1)焊接结构是不可拆卸的,更换修理不便; 2)焊接接头的组织和性能往往要变坏; 3)要产生焊接残余应力和焊接变形; 4)会产生焊接缺陷,如裂纹、未焊透、夹渣、气孔等。 焊接方法可分为: 1)熔化焊:利用局部加热的方法,把工件的焊接处加热 到熔化状态,形成熔池,然后冷却结晶,形成焊缝,将 两部分金属连接成为一个整体的工艺方法。 2)压力焊:在焊接过程中需要加压的一类焊接方法。 3)钎焊:利用熔点比母材低的填充金属熔化后,填充接 头间隙并与固态的母材相互扩散实现连接的一种焊接方 法。 上页
缺点: 1)焊接结构是不可拆卸的,更换修理不便 ; 2)焊接接头的组织和性能往往要变坏; 3)要产生焊接残余应力和焊接变形; 4)会产生焊接缺陷,如裂纹、未焊透、夹渣、气孔等。 焊接方法可分为: 1)熔化焊:利用局部加热的方法,把工件的焊接处加热 到熔化状态,形成熔池,然后冷却结晶,形成焊缝,将 两部分金属连接成为一个整体的工艺方法。 2)压力焊:在焊接过程中需要加压的一类焊接方法。 3)钎焊:利用熔点比母材低的填充金属熔化后,填充接 头间隙并与固态的母材相互扩散实现连接的一种焊接方 法
第一节焊接成形基础 一、熔焊的冶金过程 熔焊的焊接过程是利用热源先把工件局部加热到熔 化状态,形成熔池,然后随着热源向前移去,熔池液体 金属冷却结晶,形成焊缝。其焊接过程包括热过程、冶 金过程和结晶过程。根据热源的不同可分为气焊、电弧 焊、电渣焊、激光焊、电子束焊、等离子弧焊等,以下 以电弧焊为例来分析。 〔一)焊接电孤 1、焊接电弧的产生 焊接电弧是在焊条与工件之间产生的强烈、持久又 稳定的气体放电现象。焊接引弧时,焊条和工件瞬间接
第一节 焊接成形基础 一、熔焊的冶金过程 (一)焊接电弧 熔焊的焊接过程是利用热源先把工件局部加热到熔 化状态,形成熔池,然后随着热源向前移去,熔池液体 金属冷却结晶,形成焊缝。其焊接过程包括热过程、冶 金过程和结晶过程。根据热源的不同可分为气焊 、电弧 焊、电渣焊、激光焊、电子束焊、等离子弧焊等,以下 以电弧焊为例来分析。 1、焊接电弧的产生 焊接电弧是在焊条与工件之间产生的强烈、持久又 稳定的气体放电现象。焊接引弧时,焊条和工件瞬间接
触形成短路,强大的电流产生强烈电阻热使接触点熔化 甚至蒸发,当焊条提起时,在电场作用下,热的金属发 射大量电子,电子碰撞气体使之电离,正、 负离子和电 子构成电弧。 2、焊接电弧的结构 阴极 eoe 电弧由阴极区、阳极区和弧柱 区三部分组成,如图4-1所示。 ⊙⊙, 由®电 1)阴极区:电子发射区,热量约 ⊙⊙ 占36%,平均温度2400K; ⊙⊕⊕ 2)阳极区:受电子轰击区域,热 阳极 量约占43%,平均温度2600K; 3)弧柱区:阴、阳两极间区域, 图4-1电弧的结构示意图 几乎等于电弧长度,热量21%,弧 柱中心温度可达6000-8000K
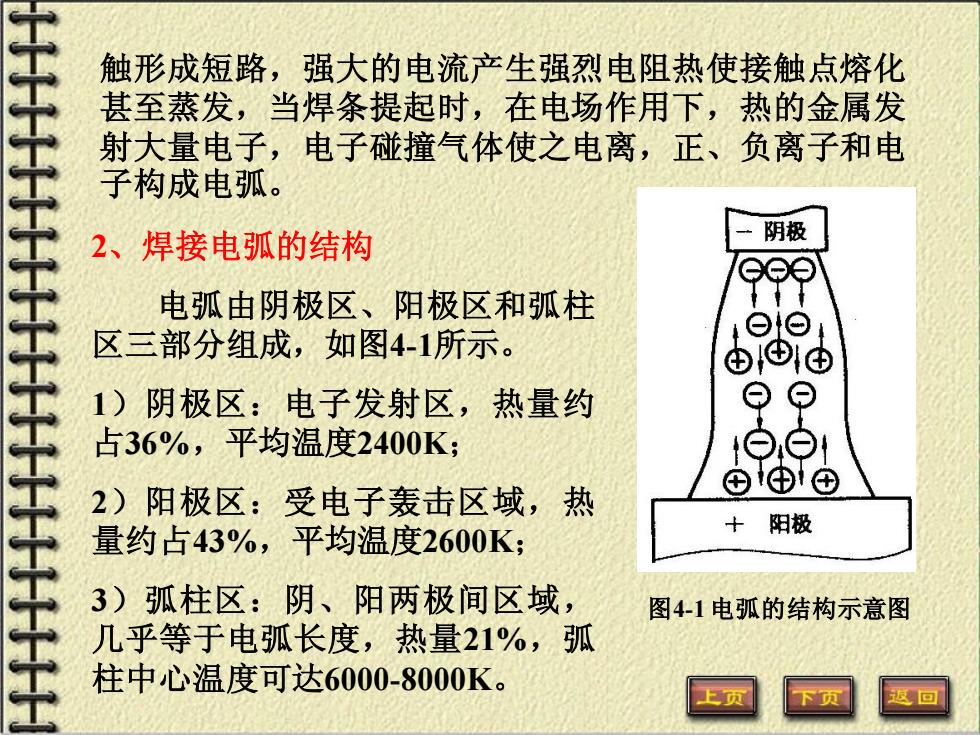
触形成短路,强大的电流产生强烈电阻热使接触点熔化 甚至蒸发,当焊条提起时,在电场作用下,热的金属发 射大量电子,电子碰撞气体使之电离,正、负离子和电 子构成电弧。 2、焊接电弧的结构 电弧由阴极区、阳极区和弧柱 区三部分组成,如图4-1所示。 1)阴极区:电子发射区,热量约 占36%,平均温度2400K; 2)阳极区:受电子轰击区域,热 量约占43%,平均温度2600K; 3)弧柱区:阴、阳两极间区域, 几乎等于电弧长度,热量21%,弧 柱中心温度可达6000-8000K。 图4-1 电弧的结构示意图