
第7章 切削加工成形 ©第一节切削加工基础知识 ©第二节常规切削加工方法 第三节切削加工工艺基础 ○第四节切削加工件的结构工艺性 返回
第7章 切削加工成形 第一节 切削加工基础知识 第二节 常规切削加工方法 第四节 切削加工件的结构工艺性 返回 第三节 切削加工工艺基础
金属零件切削加工:是通过刀具与工件之间的相对 运动,从毛坯上切除多余的金属,从而获得合格零件的 加工方法。 切削加工的基本形式有车削、铣削、钻削、刨削、 钳工等。 般情况下,通过铸造、锻造、焊接和各种轧制的 型材毛坯精度低和表面粗糙度大,不能满足零件要求, 必须进行切削加工才能成为零件。金属切削加工担负着 几乎所有零件的加工任务,在机械制造过程中,处于十 分重要的地位
金属零件切削加工:是通过刀具与工件之间的相对 运动,从毛坯上切除多余的金属,从而获得合格零件的 加工方法。 切削加工的基本形式有车削、铣削、钻削、刨削、 钳工等。 一般情况下,通过铸造、锻造、焊接和各种轧制的 型材毛坯精度低和表面粗糙度大,不能满足零件要求, 必须进行切削加工才能成为零件。金属切削加工担负着 几乎所有零件的加工任务,在机械制造过程中,处于十 分重要的地位
第一节切削加工基础知识 一、切削运动与切削要素 (一)切削运动 切削运动是为了形成工件表面所必需的、刀具与工件之 间的相对运动。分为主运动和进给运动,如图7-1所示。 主运动是切除工件多余金属所需要的最基本的运动,主 运动速度高、消耗功率大。 进给运动是使金属层连续投入切削,从而加工出完整表 面的运动。 切削过程中,主运动、进给运动合理的组合,便可以加 工各种不同的工件表面
第一节 切削加工基础知识 一、切削运动与切削要素 (一)切削运动 切削运动是为了形成工件表面所必需的、刀具与工件之 间的相对运动。分为主运动和进给运动,如图7-1所示。 主运动是切除工件多余金属所需要的最基本的运动,主 运动速度高、消耗功率大。 进给运动是使金属层连续投入切削,从而加工出完整表 面的运动。 切削过程中,主运动、进给运动合理的组合,便可以加 工各种不同的工件表面
切削过程中,工件上形成三个表面,如图7-2所示 1)待加工表面一 将被切除的表面; 2)过渡表面 一正在切削的表面; 3)已加工表面一切除多余金属后形成的表面。 主运动 待加工表面 过渡表面 切削过程中,为提高 已加工表面 生产效率,机床除切削运 动外,还需要有辅助运动, 进给运动 如切入运动、分度转位运 动、空程运动及送夹料运 动等。 图7-2车削加工工件上的表面 回
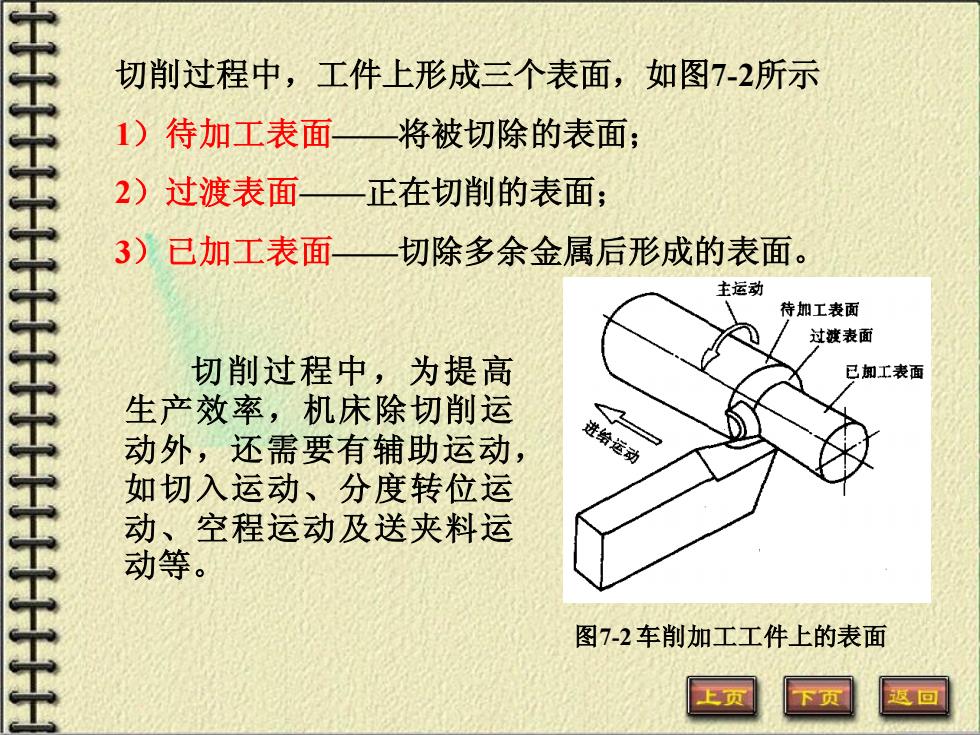
切削过程中,工件上形成三个表面,如图7-2所示 1)待加工表面——将被切除的表面; 2)过渡表面——正在切削的表面; 3)已加工表面——切除多余金属后形成的表面。 图7-2车削加工工件上的表面 切削过程中,为提高 生产效率,机床除切削运 动外,还需要有辅助运动, 如切入运动、分度转位运 动、空程运动及送夹料运 动等
(二)切削要素 切削要素包括切削用量和切削层参数。 1、切削用量三要素 1)切削速度V。:切削刃的选定点相对于工件主运动的瞬 时速度。主运动是旋转运动时,切削速度计算公式如下: ndn V 1000 式中d一工件加工表面或刀具某一点的回转直径(mm); n一工件或刀具的转速(rs或r/min)。 上页
(二)切削要素 切削要素包括切削用量和切削层参数。 1、切削用量三要素 1)切削速度 :切削刃的选定点相对于工件主运动的瞬 时速度。主运动是旋转运动时,切削速度计算公式如下: 1000 dn c c v 式中 d——工件加工表面或刀具某一点的回转直径(mm); n——工件或刀具的转速(r/s或r/min)