内孝古科格大半 (3)张力的变化 通过影响应力状态及变形抗力而起作用;还引 起宽度的改变。故热连轧采用不大的恒张力, 冷连轧采用大张力。调节张力为厚控的重要手 段 (4)轧制速度的变化 ■ 影响摩擦系数(冷轧影响大)和变形抗力(热 轧影响大),乃至影响轴承油膜厚度来改变轧 制压力。 2025/4/23 11
2025/4/23 11 (3)张力的变化 ◼ 通过影响应力状态及变形抗力而起作用;还引 起宽度的改变。故热连轧采用不大的恒张力, 冷连轧采用大张力。调节张力为厚控的重要手 段 (4)轧制速度的变化 ◼ 影响摩擦系数(冷轧影响大)和变形抗力(热 轧影响大),乃至影响轴承油膜厚度来改变轧 制压力
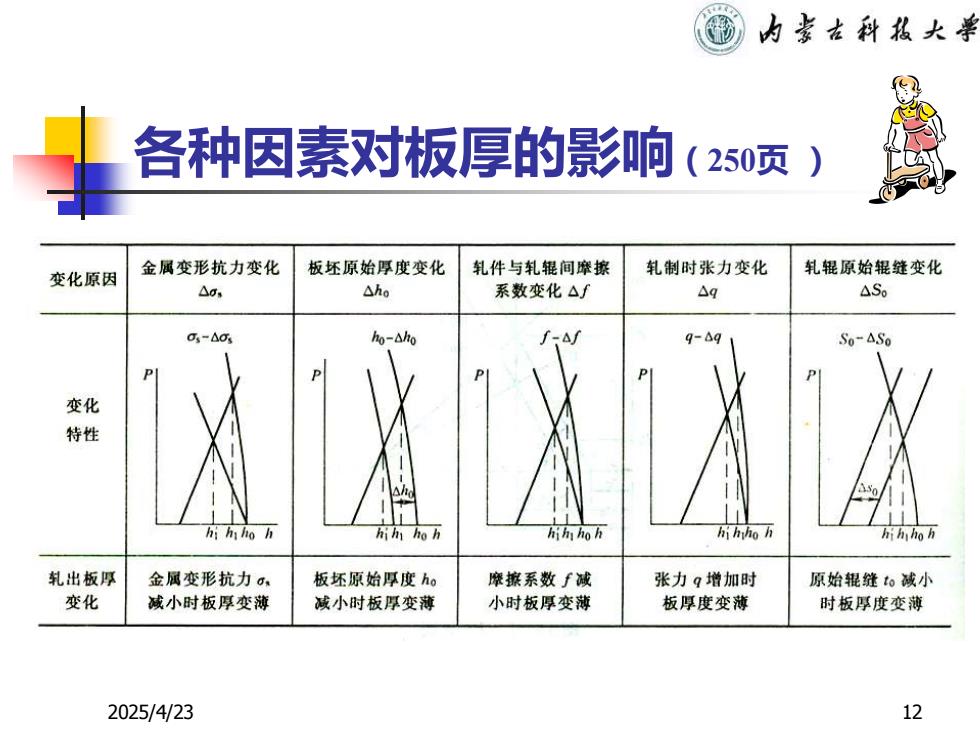
内孝古科板大半 各种因素对板厚的影响(25页 金属变形抗力变化 板坯原始厚度变化 轧件与轧辊间摩擦 轧制时张力变化 轧辊原始辊缝变化 变化原因 △0, △ho 系数变化△∫ △q △S o3-△a ho-△ho 9-△q So-ASo 变化 特性 △ 50 hi hi ho h him ho h hih所hoh hi hho h hi hho h 轧出板厚 金属变形抗力a 板坯原始厚度ho 摩旅系数f诚 张力q增加时 原始辊缝to诚小 变化 减小时板厚变薄 减小时板厚变薄 小时板厚变薄 板厚度变薄 时板厚度变薄 2025/4/23 12
2025/4/23 12 各种因素对板厚的影响(250页 )
内孝古科私大半 3.板带厚度控制方法 (1)调压下 (2)调张力 (3)调轧制速度 ■多种厚控方法有机结合使用,才能取得 更好效果。最主要、最基本、最常用的 还是调压下的方法。特别是液压压下 2025/4/23 13
2025/4/23 13 3.板带厚度控制方法 (1)调压下 (2)调张力 (3)调轧制速度 ◼ 多种厚控方法有机结合使用,才能取得 更好效果。最主要、最基本、最常用的 还是调压下的方法。特别是液压压下
内孝古科私大半 调压下 ■调压下(改变原始辊缝,即改变A线): ■用于消除轧制力因素引起的厚度差(即B 线偏移) ■见原理图 2025/4/23 14
2025/4/23 14 调压下 ◼ 调压下(改变原始辊缝,即改变A线): ◼ 用于消除轧制力因素引起的厚度差(即B 线偏移) ◼ 见原理图
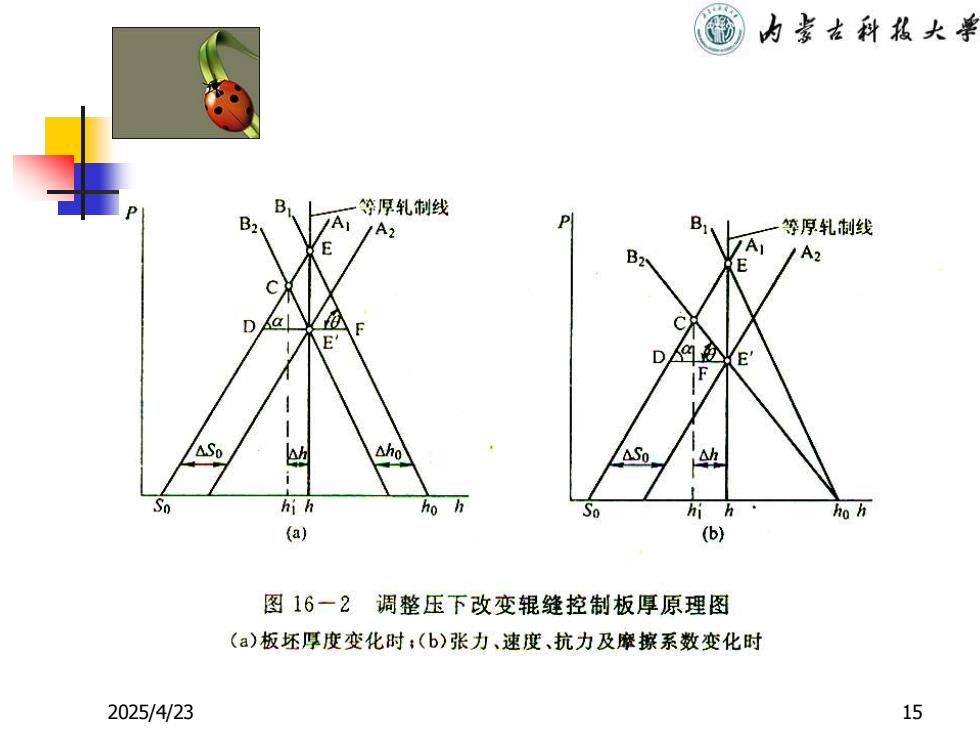
内孝古科板大率 B 等厚轧制线 B /A2 P B 等厚轧制线 B23 1A2 D E' D E' ASo 4 吃 △S0 So hi h ho h So hi h ho h (a) (b) 图16-2 调整压下改变辊缝控制板厚原理图 (a)板坯厚度变化时;(b)张力、速度、抗力及摩擦系数变化时 2025/4/23 15
2025/4/23 15