内孝古科私大半 调压下 电气反馈液压压下系统: 除定位和调厚功能外,还可通过电气控 制系统常数的调整来达到任意“改变轧 机刚度”的目的,从而可实现“恒辊缝 控制” 即保持实际辊缝值S不变,故h也不变。 用于冷连轧轧辊偏心运转所造成的高频 变化的厚度波动 2025/4/23 16
2025/4/23 16 调压下 ◼ 电气反馈液压压下系统: ◼ 除定位和调厚功能外,还可通过电气控 制系统常数的调整来达到任意“改变轧 机刚度”的目的,从而可实现“恒辊缝 控制” 。 ◼ 即保持实际辊缝值S不变,故h也不变。 用于冷连轧轧辊偏心运转所造成的高频 变化的厚度波动
内孝古科私大半 调压下 原理:为了厚度的自动调节,必须在轧 制力发生变化时,能自动快速调整压下 (辊缝) 缺点:如轧件变形抗力很大即M很大, 而轧机刚度K又不大时,效率就低。如冷 连轧薄钢板的最后几架,调压下就不如 调张力。此外,对于轧辊偏心等高频变 化也无能为力 2025/4/23 17
2025/4/23 17 调压下 ◼ 原理:为了厚度的自动调节,必须在轧 制力p发生变化时,能自动快速调整压下 (辊缝) ◼ 缺点:如轧件变形抗力很大即M很大, 而轧机刚度K又不大时,效率就低。如冷 连轧薄钢板的最后几架,调压下就不如 调张力。此外,对于轧辊偏心等高频变 化也无能为力
内孝左科极大半 调张力 利用前后张力来改变轧件塑性变形线B的斜率 以控制厚度。可不必移动A线,即S。不必改变 就使h保持不变。一般用于冷轧薄板;热轧末 架采用张力微调。张力变化不可过大,往往与 调压下配合使用 缺点:对热轧带钢和冷轧较薄品种时,张力变 化不可过大,往往与调压下配合使用;只用于 厚度波动小的情况。这就是说,冷连轧中,张 力厚控也只是用于后几架的精调AGC 2025/4/23 18
2025/4/23 18 调张力 ◼ 利用前后张力来改变轧件塑性变形线B的斜率 以控制厚度。可不必移动A线,即S。不必改变, 就使h保持不变。一般用于冷轧薄板;热轧末 架采用张力微调。张力变化不可过大,往往与 调压下配合使用 ◼ 缺点:对热轧带钢和冷轧较薄品种时,张力变 化不可过大,往往与调压下配合使用;只用于 厚度波动小的情况。这就是说,冷连轧中,张 力厚控也只是用于后几架的精调AGC
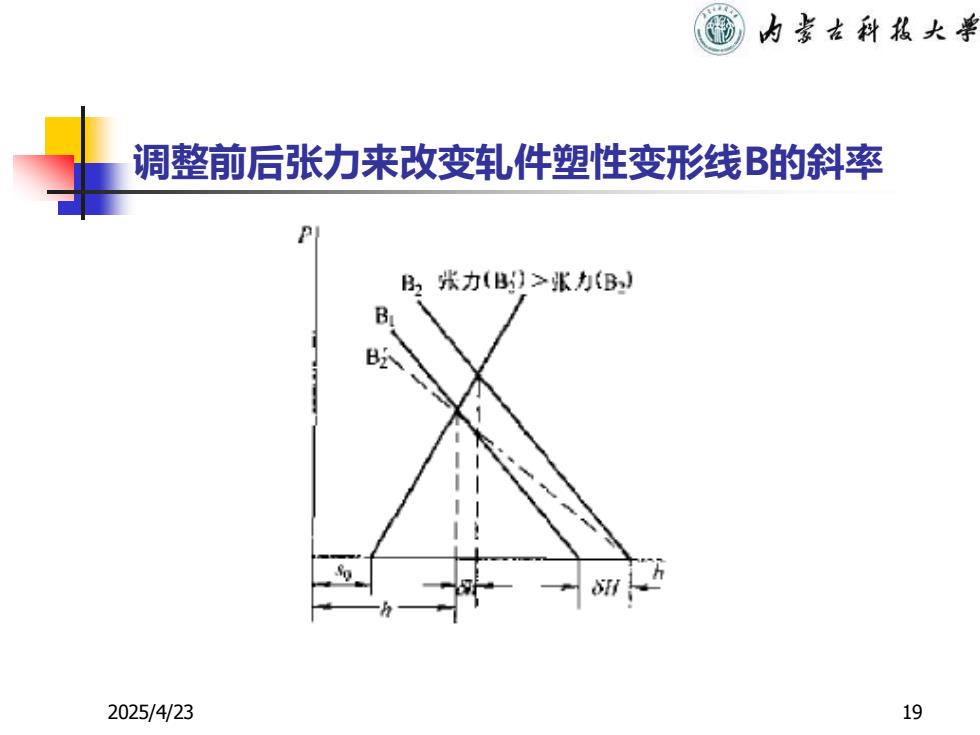
内孝古科极火亲 调整前后张力来改变轧件塑性变形线B的斜率 B2 张力(B)>K力B,) B 2025/4/23 19
2025/4/23 19 调整前后张力来改变轧件塑性变形线B的斜率